Abschlussbericht - Langversion
ZITTAUER
KRAFTWERKSLABOR
THERMOCHEMISCHES
VERSUCHSFELD
Projektnummer: 100081307
"Thermochemisches
Versuchsfeld"
(HS-intern:
6107304)
Zuwendungsempfänger: Hochschule
Zittau/Görlitz
Institut
für Prozeßtechnik,
Prozeßautomatisierung
und Meßtechnik (IPM)
Projektleiter: Prof.
Dr.-Ing. habil. Tobias Zschunke
Autoren: Dipl.-Ing.
(FH) C. Ebermann, Dipl.-Math. (FH) T. Förster, Dipl.-Ing. U. Gocht, Dipl.-Ing.
S. Grusla, Dipl.-Ing. (FH)
T. Gubsch, Dipl.-Ing. A. Kupka, Dipl.-Ing. (FH) M. Kurz,
Dipl.-Ing. (FH) B. Salomo, Dipl.-Ing. (FH) R. Schneider, Dipl.-Ing. (FH) P.
Schwarzbach, Dipl.-Ing. (FH) M. Weidner
Laufzeit des Vorhabens: 05.09.2011 –
30.11.2014
Datum: 27.09.2017
Änderungen:
|
Änderung
|
Datum
|
Status
|
|
|
13.02.2015
|
Ersterstellung
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Abstract:
|
Das Projekt „Thermochemisches Versuchsfeld“ (TCV)
hat zum Ziel, Wissen für die effiziente Gestaltung und Nutzung von
dezentralen Wärme- und Stromversorgungseinrichtungen auf der Basis von
Biomasse als Energierohstoff zu generieren. Der Fokus liegt dabei auf der
Verwendung von Holz und holzartigen Energierohstoffen und den primär zu
beherrschenden thermochemischen Konversionsverfahren. In diesem Zusammenhang
spielen in der flexiblen praktischen Anwendung kurzzeitige
Speichermöglichkeiten für Heizwärme und Klimatisierungskälte eine große und
zunehmend bedeutsame Rolle. Dazu gehören Latentwärmespeicher und
Latentkältespeicher verschiedener Ausführungsarten.
Projektschwerpunkt ist es folglich, mit Hilfe von
Versuchsanlagen das Verhalten von Einzelkomponenten (Trockner, Vergaser,
BHKW, sensibler Wärmespeicher, Latentwärme/-kältespeicher) im System und das
Systemverhalten inklusive der Quer- und Rück-kopplungen zu untersuchen und zu
analysieren.
|
Freigabe:
|
Autor(en)
|
|
Geprüft
|
Prof.
Dr.-Ing. habil. Zschunke
|
|
|
|
Freigegeben:
|
Prof.
Dr.-Ing. Worlitz
|
|
297 Seiten
|
|
Inhaltsverzeichnis
Tabellenverzeichnis. 17
Abkürzungsverzeichnis. 20
1 Einleitung. 22
2 Beschreibung der
Versuchsanlagen. 24
2.1......... Anlagenaufbau. 24
2.1.1...... Standort 24
2.1.2...... TCV I Interimsversuchsstand. 25
2.1.3...... TCV I Hauptversuchsstand. 29
2.1.3.1 Einführung. 29
2.1.3.2 Hydraulischer Versuchsaufbau. 31
2.1.3.3 Hauptkomponenten. 32
2.1.3.4 Nebenaggregate. 36
2.1.3.5 Hydraulische Schaltungsvarianten. 38
2.1.4...... Laborinfrastruktur TCV II. 40
2.1.4.1... Hydraulische Schaltung. 41
2.1.4.2... Lufttechnische Anlagen. 43
2.1.4.3... Gebäudeleittechnik (GLT) 44
2.1.4.4... Sicherheitstechnik. 45
2.1.4.5... Versuchsstand Biomassetrocknung. 47
2.1.4.6... Versuchsstand Biomassevergasung. 51
2.1.4.7... Versuchsstand Wirbelschichtbrennkammer 59
2.2......... Messtechnik. 61
2.2.1...... Notwendige Messtechnik zur Anlagenbewertung. 61
2.2.2...... Messtechnik an der Versuchsanlage TCV I. 61
2.2.3...... Messtechnik an der Versuchsanlage TCV II. 65
2.2.3.1 Übersicht der zu erfassenden Parameter 65
2.2.3.2 Abgleich der vorhandenen und nachgerüsteten Messtechnik. 66
2.2.3.3 Beschreibung der stationären Produktgasanalyse. 72
2.2.3.4 Messwertaufnahme. 74
2.3......... Inbetriebnahme. 74
2.3.1.1 Inbetriebnahme TCV I. 74
2.3.1.2 Inbetriebnahme TCV II. 76
3 Messkampagnen. 78
3.1......... Allgemeine Darstellung. 78
3.1.1...... Darstellung durchgeführter Messfahrten. 78
3.1.2...... Notwendige Vorbereitung der Messfahrten. 80
3.1.2.1 Vorbereitung für Messfahrt TCV I. 80
3.1.2.2 Vorbereitung für Messfahrt TCV II. 80
3.2......... Versuchsauswertung. 81
3.2.1...... TCV I – Interimsversuchsstand. 81
3.2.1.1 Vorgehen zur Auswertung. 81
3.2.1.2 Berechnungsgrundlagen. 82
3.2.1.3 Übersicht der stationären Prozessparameter 82
3.2.1.4 Versuchsauswertung. 84
3.2.2...... TCV II - Biomassetrocknung und -vergasung. 89
3.2.2.1 Vorgehen zur Auswertung. 89
3.2.2.2 Berechnungsgrundlagen. 92
3.2.2.3 Übersicht der stationären Prozessparameter 102
3.2.2.4 Versuchsauswertung. 106
3.3......... Validierung der Messdaten. 152
3.3.1...... Reformer 153
3.3.2...... BHKW-Motor 155
3.3.3...... Bilanz der Wärmeströme der Pufferspeicherschleifen. 158
3.3.4...... Temperaturen im Vergaser-Kühlkreis. 159
3.4......... Laboranalysen. 161
3.4.1...... Übersicht der durchgeführten Laboranalysen. 161
3.4.2...... Ergebnisse der Laboranalysen als Grundlage der Bilanzierung. 164
3.5......... Stoff- und Energiestrombilanzen (TCV II) 175
3.5.1...... Bilanzierungsparameter Biomassevergasung. 175
3.5.2...... Stoff- und Energiestrombilanzierung
Biomassetrocknungsanlage. 178
3.5.4...... Stoff- und Energiestrombilanzierung ausgewählter
Komponenten. 187
3.5.4.1 Reformer 187
3.5.4.2 BHKW... 191
3.5.4.3 Nachreformer (NR) 194
3.6......... Analyse der Brennstoffumwandlung im Reformer 198
3.6.1...... Bestimmung der Reformerinnentemperatur 198
3.6.2...... Analyse der Bettmaterialzusammensetzung. 200
3.6.3...... Auswirkung der Luftdüsengeometrie. 203
3.6.3.1 Variation der Luftdüsengeometrie. 203
3.6.3.2 Reformerinnentemperatur 205
3.6.3.3 Bettmaterialzusammensetzung. 205
3.6.3.4 Produktgaszusammensetzung. 206
3.6.3.5 Fazit 207
4 Statistische Datenanalyse. 208
4.1......... Motivation. 208
4.2......... Vorbetrachtungen. 208
4.2.1...... Statistische Kenngrößen. 209
4.2.2...... Datenbereinigung. 211
4.3......... Korrelationsanalyse. 212
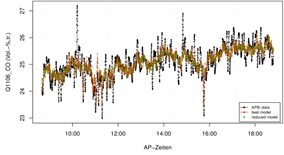
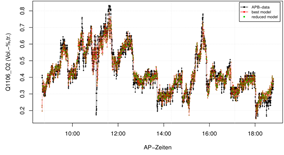
4.3.1...... Beispiel Q1106_O2.. 212
4.3.2...... Beispiele aus dem Abschlussbericht 213
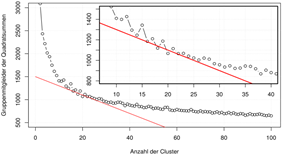
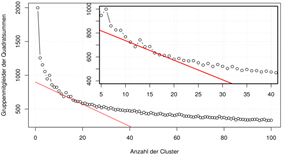
4.4......... Clusteranalyse. 222
4.4.1...... Schätzen der Clustermenge. 222
4.5......... Regressionsanalyse. 223
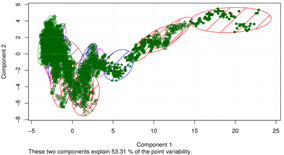
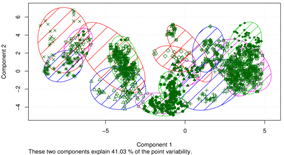
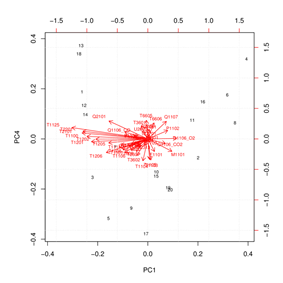
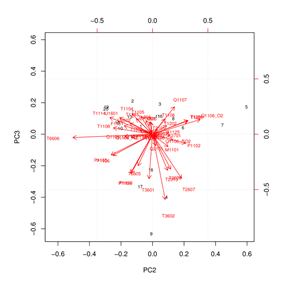
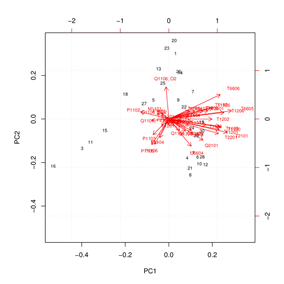
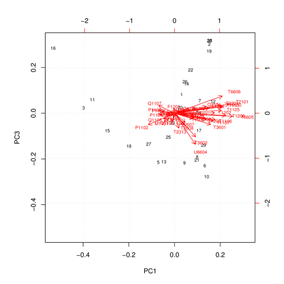
4.6......... Hauptkomponentenanalyse. 228
4.6.1...... PCA mit kmeans-Clustercentren. 228
4.7......... Varianzanalyse. 233
4.7.1...... Beschreibende Statistik. 233
4.7.2...... Durchführung der Varianzanalyse. 238
5 Modellierung. 244
5.1......... Simulation mit Ebsilon®Professional 244
5.1.1...... Zielstellung. 244
5.1.2...... Simulation. 245
5.1.3...... Zusammenfassung. 253
5.2......... Modellierung des thermochemischen Partikelverhaltens. 254
5.2.1...... Erstellung eines Modells, Zellenanzahl, Rechenaufwand. 254
5.2.2...... Rechenmodelle, Randbedingungen, Reaktionsgleichungen für
chemische Gleichgewichtsreaktionen 256
5.2.3...... Schlussfolgerungen aus der Anwendung: Weiternutzung der
Ergebnisse. 257
5.3......... Thermochemische Modellierung der Gasreinigungs- und
Abkühlstrecke. 257
5.3.1...... Messwerte als Input für Modellierung und Simulation. 257
5.3.2...... Schlussfolgerungen aus der Anwendung von
Modellierungssoftware. 258
5.3.3...... Weiternutzung der Ergebnisse und der Software in der Lehre. 261
5.4......... Simulation instationärer Temperaturverläufe in
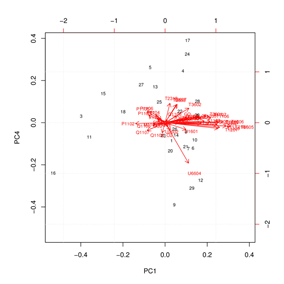
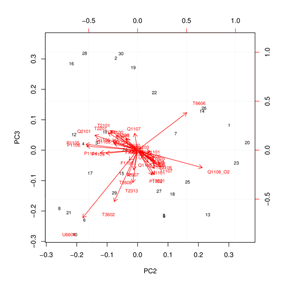
Latentspeichergeometrien. 261
5.4.1...... Simulationsmodell 261
5.4.2...... Angewandtes Simulationsmodell 264
5.4.3...... Auswertung. 266
5.4.4...... Ausblick. 267
6 Bilderkennung. 269
6.1......... Brennstoffsortierung. 269
6.1.1...... Anforderungen an die Partikelgröße. 270
6.1.2...... Bestimmung und Beeinflussung der Partikelgröße. 273
6.2......... Fremdkörper 276
6.2.1...... Anforderungen an den Fremdkörperanteil 276
6.2.2...... Bestimmung und Beeinflussung des Fremdkörperanteils. 278
7 Leittechnisches Konzept 280
7.1......... Gebäudeleittechnik (GLT) 280
7.2......... Anlagenvisualisierung und -steuerung über LabVIEW™... 282
8 Weitere Nutzung der Anlage. 285
8.1......... Nutzung der Anlage für Lehrzwecke. 285
8.2......... Nutzung der Anlage zum Wissenstransfer 286
8.3......... Regionale und überregionale Wirksamkeit 289
9 Ableitung zukünftiger
Untersuchungsschwerpunkte an den Versuchsanlagen. 292
10 Zusammenfassung. 293
11 Literaturverzeichnis. 294
Anlagenverzeichnis. 297
Abbildungsverzeichnis
Abbildung 2‑1: 3D-Ansicht Versuchskomplex
TCV II, Standort ZVII b (Ingenieurbüro GENOM, 2013) 25
Abbildung 2‑2: Temperiergerät Unichiller
Fa. Huber. 26
Abbildung 2‑3: Paraffinspeicher (links),
Natriumacetatspeicher (rechts) ohne Isolierung. 27
Abbildung 2‑4: Hydraulische Verschaltung
zwischen Temperiergerät (im Hintergrund) und Paraffinspeicher mit
Temperatursensorik 28
Abbildung 2‑5: R&I-Fließschema
Interimsversuchsstand Halle ZVII b7. 29
Abbildung 2‑6: Aufstellungsplan aller
Versuchsstände im Zittauer Kraftwerkslabor (Erdgeschoss) 30
Abbildung 2‑7: Schematischer
Aufstellungsplan TCV I innerhalb des Zittauer Kraftwerkslabors 31
Abbildung 2‑8: R&I-Schaltbild des
Hauptversuchsstandes TCV I. 32
Abbildung 2‑9: Kältespeicher 33
Abbildung 2‑10: Neukonstruktion Latentwärmespeicher
2 aus Paraffin (Weinbrenner, 2014) 35
Abbildung 2‑11: Mischventil mit Stellantrieb
und Spindelheizung Kältespeicher 37
Abbildung 2‑12: Mischventil mit Stellantrieb
Wärmespeicher 37
Abbildung 2‑13: Umwälzpumpe Sekundärkreislauf. 38
Abbildung 2‑14: Strömungsverlauf bei Betrieb
mit Kältespeicher 39
Abbildung 2‑15: Strömungsverlauf bei Betrieb
Wärmespeicher 40
Abbildung 2‑16: hydraulische Schaltung für
Hallenzuluft, Hallenabluft und Holztrockner (Sauter-Cumulus GmbH, 2013) 41
Abbildung 2‑17: hydraulische Schaltung für
BHKW, Vergaser, Kessel, Wirbelschicht, Fernwärme und Rückkühlwerk
(Sauter-Cumulus GmbH, 2013) 41
Abbildung 2‑18: Pufferspeicher TCV II;
Volumen 2200 l, gelb: Temperaturfühler GLT, schwarz: Heizpatronen
5x6 kW 43
Abbildung 2‑19: Visualisierung
Gebäudeleittechnik Pufferspeicher (Sauter-Cumulus GmbH, 2013) 44
Abbildung 2‑20: Versuchsstand
Biomassetrocknung (Ingenieurbüro GENOM, 2013) 48
Abbildung 2‑21: Aufbau Versuchsstand
Biomassetrocknung, 3D Grafik (Ingenieurbüro GENOM, 2013) 49
Abbildung 2‑22: Versuchsstand
Biomassetrocknung. 49
Abbildung 2‑23: Wärmerückgewinnungseinheit
(noch unisoliert) als Komponente des Versuchsstandes Biomassetrocknung 50
Abbildung 2‑24: Einbindung der
Wärmerückgewinnungseinheit in den Versuchsstand Biomassetrocknung 51
Abbildung 2‑25: Versuchsstand
Thermochemischer Gaserzeuger und BHKW (Ingenieurbüro GENOM, 2013) 52
Abbildung 2‑26: Draufsicht Holzvergaser BHKW
(Ingenieurbüro GENOM, 2013) 53
Abbildung 2‑27: Aufbau Versuchsanlage in der
Laborhalle. 54
Abbildung 2‑28: Holzvergasereinheit ohne BHKW
(Spanner Re² GmbH, 2010) 54
Abbildung 2‑29: BHKW... 56
Abbildung 2‑30: vereinfachtes
Anlagenfließbild TCV II. 57
Abbildung 2‑31: Fließbild Nachreformer
(Spanner Re² GmbH, 2014) 58
Abbildung 2‑32: Installierter
Nachreformer I. 58
Abbildung 2‑33: Installierter
Nachreformer II. 58
Abbildung 2‑34: Brennkammer
Nachreformer 59
Abbildung 2‑35: Brennkammer
Nachreformer im Betriebszustand. 59
Abbildung 2‑36: Versuchsanlage
Wirbelschichtverbrennung. 60
Abbildung 2‑37: Messstellenliste TCV I. 63
Abbildung 2‑38: R&I-Schema der Gesamtanlage
TCV I. 64
Abbildung
2‑37: R&I-Schema der
Gesamtanlage TCV II. 70
Abbildung 2‑40: Auszug aus der
Messstellenliste TCV II (Auswahl betrifft Biomassetrockner) 71
Abbildung 2‑41: Versuchsaufbau Standort
Hochschule Zittau Halle 7b. 75
Abbildung 2‑42: Versuchsstand TCV I am
Standort Zittauer Kraftwerkslabor 75
Abbildung 3‑1: Ladezyklus Messfahrt I. 85
Abbildung 3‑2: Messfahrt II mit Vor- und
Rücklauftemperatur für Lade- und Entladezyklus 86
Abbildung 3‑3: Messfahrt III mit Vor- und
Rücklauftemperaturen für Lade- und Entladezyklus 88
Abbildung 3‑4: Beispielhafter Auszug der
aus der Access-Datenbank exportierten Tabellenblätter mit den Versuchsdaten 90
Abbildung 3‑5: Notizen aus dem Logbuch. 92
Abbildung 3‑6: Volumenstrom des
Trocknungsmittels. 108
Abbildung 3‑7: Temperaturen und relative
Feuchte des Trocknungsmittels. 108
Abbildung 3‑8: absolute Feuchte des
Trocknungsmittels. 109
Abbildung 3‑9: Temperaturen und
Volumenstrom des Heizmittels. 110
Abbildung 3‑10: thermische Leistung des
Heizmittels. 110
Abbildung 3‑11: elektrische Leistung des
Trockners. 111
Abbildung 3‑12: Wasserbilanz des
Trocknungsmittels. 112
Abbildung 3‑13: Volumenströme von Reformerfrisch-,
Spül- und Reformerluft 115
Abbildung 3‑14: Temperaturen von Frischluft
des Reformers, Spülluft und Reformerluft 115
Abbildung 3‑15: Masse an Holzhackschnitzeln. 117
Abbildung 3‑16: Massenstrom der
Holzhackschnitzel 117
Abbildung 3‑17: Druck am Ein- und Austritt
des Reformers. 118
Abbildung 3‑18: Differenzdruck zwischen Ein-
und Austritt des Reformers. 119
Abbildung 3‑19: Temperaturen im Reformer und
Mittelwert 120
Abbildung 3‑20: Differenzdruck, Temperatur im
Reformer und der Reformerluft 121
Abbildung 3‑21: Temperaturen am Austritt von
Reformer und Nachreformer mit mittlerer Temperatur im Reformer 121
Abbildung 3‑22: Temperatur im Nachreformer 122
Abbildung 3‑23: Elektrische Leistung des
Kompressors und des Reformers. 123
Abbildung 3‑24: Druck in der Produktgasstrecke. 124
Abbildung 3‑25: Differenzdruck über
Abschnitten der Produktgasstrecke. 125
Abbildung 3‑26: Volumenstrom des Produktgases. 126
Abbildung 3‑27: Temperaturen des Produktgases
mit mittlerer Temperatur im Reformer 126
Abbildung 3‑28: Zusammensetzung des
Produktgases. 127
Abbildung 3‑29: Sauerstoffkonzentration und
Druck des Produktgases. 128
Abbildung 3‑30: Sauerstoffkonzentration im
Produktgas (Zoom) 128
Abbildung 3‑31: Wassergehalt im Produktgas. 129
Abbildung 3‑32: Wassergehalt im Produktgas
und Temperatur im Reformer 130
Abbildung 3‑33: Temperatur der Fackel 131
Abbildung 3‑34: Temperatur im Kühlkreis des
Vergasers. 132
Abbildung 3‑35: Temperatur im Kühlkreis des
Vergasers (Zoom) 133
Abbildung 3‑36: Temperaturen u. Volumenstrom
in der Pufferschleife des Vergasers. 133
Abbildung 3‑37: Wärmestrom zur
Pufferspeicherschleife des Vergasers. 134
Abbildung 3‑38: Elektrische Leistung des BHKW
(brutto, netto) 135
Abbildung 3‑39: Volumenstrom von Produktgas,
Motorluft und Abgas. 136
Abbildung 3‑40: Temperaturen von Produktgas,
Motorluft und Motorgas. 137
Abbildung 3‑41: Sauerstoffkonzentration in
Produktgas und Motorgas. 137
Abbildung 3‑42: Temperatur im BHKW-Motor
(Zylinder) 138
Abbildung 3‑43: Temperaturen des BHKW-Abgases. 138
Abbildung 3‑44: Zusammensetzung des
BHKW-Abgases. 139
Abbildung 3‑45: Temperaturen im Kühlkreis des
BHKW... 140
Abbildung 3‑46: Temperaturen und Volumenstrom
in der Pufferschleife des BHKW... 141
Abbildung 3‑47: Wärmestrom zur Pufferschleife
des BHKW... 141
Abbildung 3‑48: Temperaturdifferenzen der
Produktgasstrecke (berechnet) 143
Abbildung 3‑49: Normdichte des Produktgases
(berechnet) 143
Abbildung 3‑50: Heizwert des Produktgases
(berechnet) 144
Abbildung 3‑51: Normdichte des BHKW-Abgases
(berechnet) 145
Abbildung 3‑52: Volumenstrom des Produktgases. 146
Abbildung 3‑53: Temperaturen des Produktgases
mit mittlerer Temperatur im Reformer 147
Abbildung 3‑54: Zusammensetzung des
Produktgases. 148
Abbildung 3‑55: Elektrische Leistung des BHKW
(brutto, netto) 148
Abbildung 3‑56: Volumenstrom des Abgases. 149
Abbildung 3‑57: Temperaturen des BHKW-Abgases. 150
Abbildung 3‑58: Zusammensetzung des
BHKW-Abgases. 150
Abbildung 3‑59: Massenströme in den und aus
dem Reformer 153
Abbildung 3‑60: Massenströme in den
(summarisch) und aus dem Reformer 154
Abbildung 3‑61: Massenströme in den und aus
dem BHKW-Motor 156
Abbildung 3‑62: Massenströme in den
(summarisch) und aus dem BHKW-Motor 156
Abbildung 3‑63: Gemessener und berechneter
Wärmestrom zur Pufferspeicherschleife des Vergasers und deren Verhältnis 159
Abbildung 3‑64: Temperaturen im Kühlkreis des
Vergasers. 160
Abbildung 3‑65: Zusammenarbeit der
Institutionen im Rahmen der Laboranalysen. 161
Abbildung 3‑66: Korngrößenverteilung der HHS. 166
Abbildung 3‑67: PAK-Messung Filterstaub. 167
Abbildung 3‑68: PAK-Messung Reststoff nach NR.. 168
Abbildung 3‑69: Schwermetallanalyse HHS. 169
Abbildung 3‑70: Schwermetallanalyse
Filterstaub. 170
Abbildung 3‑71: Schwermetallanalyse Reststoff. 170
Abbildung 3‑72: Schwermetallanalyse Vergleich
HHS-Filterstaub-Reststoff (Gehalte bezogen auf den Ascheanteil) 171
Abbildung 3‑73: Versuchsaufbau natürliche u.
künstliche Alterung des Reststoffes. 173
Abbildung 3‑74: Gesamtgehalt an gelösten
Feststoffen bei natürliche Alterung des Reststoffes 174
Abbildung 3‑75: Gesamtgehalt an gelösten
Feststoffen bei künstlicher Alterung des Reststoffes 175
Abbildung 3‑76: Bilanzgrenze
Biomassetrocknungsanlage. 178
Abbildung 3‑77: Grafische Darstellung der
Massenbilanzierungsergebnisse der Biomassetrocknungsanlage mittels
Sankey-Diagramm 180
Abbildung 3‑78: Grafische Darstellung der
energetischen Bilanzierungsergebnisse der Biomassetrocknungsanlage mittels
Sankey-Diagramm.. 182
Abbildung 3‑79: Bilanzgrenze
Biomassevergasungsanlage. 183
Abbildung 3‑80: Grafische Darstellung der
Massenbilanzierungsergebnisse der Biomassevergasungsanlage mittels
Sankey-Diagramm 184
Abbildung 3‑81: Grafische Darstellung der
energetischen Bilanzierungsergebnisse der Biomassevergasungsanlage mittels
Sankey-Diagramm.. 186
Abbildung 3‑82: Bilanzgrenze Reformer 187
Abbildung 3‑83: Grafische Darstellung der
Massenbilanzierungsergebnisse des Reformers mittels Sankey-Diagramm 188
Abbildung 3‑84: Grafische Darstellung der
energetischen Bilanzierungsergebnisse des Reformers mittels Sankey-Diagramm 189
Abbildung 3‑85: Variation der Parameter zur
Ermittlung einer Bandbreite des Kaltgaswirkungsgrades 191
Abbildung 3‑86: Bilanzgrenze BHKW... 192
Abbildung 3‑87: Grafische Darstellung der
Massenbilanzierungsergebnisse des BHKW mittels Sankey-Diagramm 193
Abbildung 3‑88: Grafische Darstellung der
energetischen Bilanzierungsergebnisse des BHKW mittels Sankey-Diagramm 194
Abbildung 3‑89: Bilanzgrenze Nachreformer 195
Abbildung 3‑90: vereinfachtes Schema des NR
inkl. der für die Bilanzierung zu betrachtenden Stoffströme (Spanner Re² GmbH,
2014) 195
Abbildung 3‑91: Grafische Darstellung der
Massenbilanzierungsergebnisse des Nachreformer mittels Sankey-Diagramm 197
Abbildung 3‑92: Grafische Darstellung der
energetischen Bilanzierungsergebnisse des NR mittels Sankey-Diagramm 198
Abbildung 3‑93: Temperaturverlauf Reformer
(Standarddüse) 199
Abbildung 3‑94: Bettmaterialzusammensetzung,
wasserfrei 202
Abbildung 3‑95: Luftdüsengeometrie und
Luftverteilung. 203
Abbildung 3‑96: Vergleich der
Reformerinnentemperatur Düsen Typ A und Typ F. 205
Abbildung 3‑97: Vergleich der
Bettmaterialzusammensetzung Düsen Typ A und Typ F. 206
Abbildung 4‑1: Auszug aus einer
bereinigten Datenmatrix mit Visualisierung der Häufigkeiten 209
Abbildung 4‑2: M1101.. 211
Abbildung 4‑3: T1206.. 211
Abbildung 4‑4: P1103.. 211
Abbildung 4‑5: F2301.. 211
Abbildung 4‑6: rxy
APB-bereinigt, KKS-Sortierung. 214
Abbildung 4‑7: rxy
APB-bereinigt, rxy-Sortierung. 215
Abbildung 4‑8: rxy;z
APB-bereinigt, KKS-Sortierung. 216
Abbildung 4‑9: rxy;z
APB-bereinigt, rxy-Sortierung. 217
Abbildung 4‑10: rxy
IQR-bereinigt, KKS-Sortierung. 218
Abbildung 4‑11: rxy
IQR-bereinigt, rxy-Sortierung. 219
Abbildung 4‑12: rxy;z
IQR-bereinigt, KKS-Sortierung. 220
Abbildung 4‑13: rxy;z
IQR-bereinigt, rxy-Sortierung. 221
Abbildung 4‑14: APB bereinigt 223
Abbildung 4‑15: IQR bereinigt 223
Abbildung 4‑16: APB bereinigt 223
Abbildung 4‑17: IQR bereinigt 223
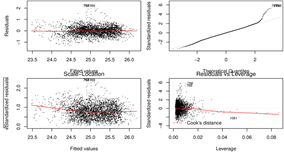
Abbildung 4‑18: lineare Regression von CO ... 224
Abbildung 4‑19: ... mit Modellanalyse. 224
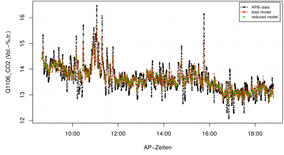
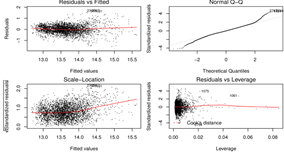
Abbildung 4‑20: lineare
Regression von CO2 ... 225
Abbildung 4‑21: ... mit Modellanalyse. 225
Abbildung 4‑22: lineare Regression von H2 ... 225
Abbildung 4‑23: ... mit Modellanalyse. 225
Abbildung 4‑24: lineare Regression von CH4
... 225
Abbildung 4‑25: ... mit Modellanalyse. 225
Abbildung 4‑26: lineare Regression von O2 ... 226
Abbildung 4‑27: ... mit Modellanalyse. 226
Abbildung 4‑28: IQR choices=c(1,2) 230
Abbildung 4‑29: IQR choices=c(1,3) 230
Abbildung 4‑30: IQR choices=c(1,4) 231
Abbildung 4‑31: IQR choices=c(2,3) 231
Abbildung 4‑32: APB choices=c(1,2) 232
Abbildung 4‑33: APB choices=c(1,3) 232
Abbildung 4‑34: APB choices=c(1,4) 232
Abbildung 4‑35: APB choices=c(2,3) 232
Abbildung 4‑36: barplot der Anzahl der
Mitglieder der 155 ... 234
Abbildung 4‑37: ... der 29 ... 234
Abbildung 4‑38: und der 4 Faktorstufen. 235
Abbildung 4‑39: Mittelwerte und
Standardabweichungen der 155. 235
Abbildung 4‑40: ... der 29 ... 236
Abbildung 4‑41: und der 4 Faktorstufen. 236
Abbildung 4‑42: boxplot der 155 ... 237
Abbildung 4‑43: ... der 29 ... 237
Abbildung 4‑44: und der 4 Faktorstufen. 237
Abbildung 4‑45: Dichtefunktionen der
F-Verteilung für die Freiheitsgrade df1 und df2 239
Abbildung 4‑46: Voraussetzungen der 155 ... 240
Abbildung 4‑47: ... der 29 ... 241
Abbildung 4‑48: und der 4 Faktorstufen. 241
Abbildung 5‑1: Simulationsmodell der
Versuchsanlage in Ebsilon®Professional (Übersicht) 246
Abbildung 5‑2: Auswirkungen
einer Variation der Reaktionstemperatur auf die Zusammensetzung des
Produktgases 259
Abbildung 5‑3: Produktgaszusammensetzung
in Abhängigkeit von der Reaktionstemperatur zwischen 400 °C und
1100 °C 260
Abbildung 5‑4: Zellenraster mit
Volumensegmenten und Wärmeströmen. 262
Abbildung 5‑5: Rohrquerschnitt
Simulationsmodell 264
Abbildung 5‑6: spezifische Wärmekapazität
(RT70HC) im Schmelzbereich. 266
Abbildung 5‑7: Rohrquerschnitt mit
Monitorpunkten. 266
Abbildung 5‑8: PCM-Temperaturverläufe von
Kern- und Wandtemperatur 267
Abbildung 6‑1: Prinzip sensorgestützte
Sortierung (Mogensen GmbH & Co. KG, 2014) 269
Abbildung 6‑2: Defekte Ausförderschnecke
durch verdichtete Holzhackschnitzel 271
Abbildung 6‑3: Verblockung
Hackschnitzelwaage, rechteckiger Auswurftrichter 271
Abbildung 6‑4: Holzhackschnitzelwaage mit
kegligem Auswurftrichter 272
Abbildung 6‑5: Brückenbildung
Kratzkettenförderer 272
Abbildung 6‑6: Siebanalyseergebnisse
Hackgut G30. 275
Abbildung 6‑7: Feinanteilabsiebung. 275
Abbildung 6‑8: Grobkorn in Hackschnitzeln. 276
Abbildung 6‑9: Kunststoffabrieb aus dem
Kratzkettenförderer 277
Abbildung 6‑10: Gewebereste eines Big Bag. 277
Abbildung 6‑11: abgescherte Rostwelle. 278
Abbildung 7‑1: Schaltung für Hallenzuluft,
Hallenabluft und Holztrockner (Sauter-Cumulus GmbH, 2013) 280
Abbildung 7‑2: Schaltung für BHKW,
Vergaser, Kessel, Wirbelschicht, Fernwärme und Rückkühlwerk (Sauter-Cumulus
GmbH, 2013) 281
Abbildung 7‑3: Visualisierung
Gebäudeleittechnik Pufferspeicher (Sauter-Cumulus GmbH, 2013) 282
Abbildung 7‑4: Anlagenvisualisierung mit
LabVIEW™... 283
Abbildung 7‑5: Darstellung Produktgastrend
in LabVIEW™... 284
Abbildung 8‑1: Feierliche Eröffnung
Versuchsstand TCV II am 12.07.2013. 287
Abbildung 8‑2: Herkunft Besucher
Versuchsstand TCV (national) 290
Abbildung 8‑3: Herkunft Besucher
Versuchsstand TCV (international) 291
Tabellenverzeichnis
Tabelle 2‑1: Übersicht der Messtechnik an
der Versuchsanlage TCV I. 62
Tabelle 2‑2: Übersicht der Parameter zur
Bilanzierung von Holzvergaser-BHKW (DBFZ Report Nr. 18, 2013) 66
Tabelle 2‑3: Übersicht der vorhandenen
Messtechnik an den Versuchsanlagen TCV II. 67
Tabelle 2‑4: Übersicht der zusätzlich
installierten Messtechnik an den Versuchsanlagen TCV II 68
Tabelle 2‑5: Übersicht der messbaren
Gaskomponenten. 73
Tabelle 2‑6: Messgenauigkeit der
Produktgaskomponenten. 73
Tabelle 3‑1: Übersicht der durchgeführten
Messfahrten im Teilprojekt TCV.. 79
Tabelle 3‑2: Werteübersicht Messfahrt I
(24.04.2014) mit Paraffinspeicher 83
Tabelle 3‑3: Werteübersicht Messfahrt II
(17.-19.06.2014) Natriumacetatspeicher 83
Tabelle 3‑4: Werteübersicht Messfahrt III
(09.-11.07.2014) Natriumacetatspeicher 83
Tabelle 3‑5: Allgemeine stoffspezifische
Konstanten. 93
Tabelle 3‑6: Stationäre Messwerte der
Trocknungsanlage. 102
Tabelle 3‑7: Stationäre Messwerte des
Vergasers. 103
Tabelle 3‑8: Stationäre Messwerte des
Vergasers (Fortsetzung) 104
Tabelle 3‑9: Stationäre Messwerte des BHKW... 105
Tabelle 3‑10: Stationäre Messwerte des
Vergaser-Kühlkreises. 105
Tabelle 3‑11: Stationäre Messwerte des
BHKW-Kühlkreises. 106
Tabelle 3‑12: Zusammenfassung der wichtigsten
Versuchsdaten vom 13.06.2014 für den stationären Auswertungszeitraum von
12:35 – 15:35 Uhr 113
Tabelle 3‑13: Zusammenfassung der wichtigsten
Versuchsdaten vom 03.07.2014 für den stationären Auswertungszeitraum von
12:15 – 13:15 Uhr 151
Tabelle 3‑14: Massenbilanz des Reformers. 155
Tabelle 3‑15: Stickstoffbilanz des Reformers. 155
Tabelle 3‑16: Massenbilanz des BHKW... 157
Tabelle 3‑17: Sauerstoffbilanz des BHKW
(Motorgas) 157
Tabelle 3‑18: Stickstoffbilanz des BHKW... 158
Tabelle 3‑19: Temperaturkorrektur (Kühlkreis
Vergaser) 160
Tabelle 3‑20: Aufteilung der Wärmeströme
zwischen Produktgasstrecke und Kühlkreis des Vergasers 160
Tabelle 3‑21: Übersicht durchgeführte
Laboranalysen. 163
Tabelle 3‑22: Ergebnisse der Laboranalysen
für den Versuch 03.07.14. 164
Tabelle 3‑23: Ergebnisse und Vergleich der
Siebanalyse HHS. 165
Tabelle 3‑24: Übersicht Schwermetallanalyse
(Methode und Norm) 168
Tabelle 3‑25: Grenzwerte für den Gesamtgehalt
an gelösten Feststoffen gemäß (Deponieverordnung (DepV), 2009) 172
Tabelle 3‑26: Übersicht der notwendigen
Bilanzierungsparameter (in Anlehnung an (DBFZ Report Nr. 18, 2013)) 177
Tabelle 3‑27: In- und Output-Größen der
Biomassetrocknungsanlage. 178
Tabelle 3‑28: Massenbilanz
Biomassetrocknungsanlage. 179
Tabelle 3‑29: Energiebilanz
Biomassetrocknungsanlage. 181
Tabelle 3‑30: Bilanzkennzahlen der
Biomassetrocknungsanlage. 182
Tabelle 3‑31: Massenbilanz
Biomassevergasungsanlage. 183
Tabelle 3‑32: Stoffbilanz Biomassevergasungsanlage. 184
Tabelle 3‑33: Energiebilanz
Biomassevergasungsanlage. 185
Tabelle 3‑34: Bilanzkennzahlen der
Biomassevergasungsanlage. 186
Tabelle 3‑35: Massenbilanz des Reformers. 188
Tabelle 3‑36: Energiebilanz Reformer 189
Tabelle 3‑37: theoretischer
Kaltgaswirkungsgrad. 190
Tabelle 3‑38: Massenbilanz des BHKW... 192
Tabelle 3‑39: Energiebilanz des BHKW... 194
Tabelle 3‑40: NR-Stoffströme. 196
Tabelle 3‑41: Massenbilanz des Nachreformer 196
Tabelle 3‑42: Energiebilanz des Nachreformer 198
Tabelle 3‑43: Zusammensetzung Bettmaterial 201
Tabelle 3‑44: Düsengeometrie. 203
Tabelle 3‑45: Grafische Darstellung der
Düsengeometrien. 204
Tabelle 3‑46: Vergleich der trockenen
Produktgaszusammensetzung bei Variation der Düsentypen A und F 206
Tabelle 4‑1: Statistische Kenngrößen des
Zeitraums 2014-07-03 08:04:59 CET - 2014-07-03 18:50:09 CET 210
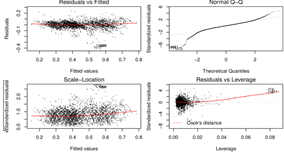
Tabelle 4‑2: Pr(>|t|) best model 227
Tabelle 4‑3: Pr(>|t|) short model 227
Tabelle 4‑4: Wichtigkeit der
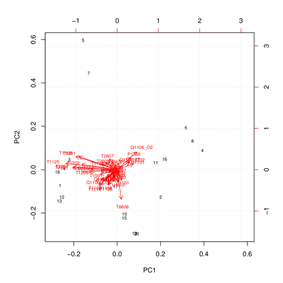
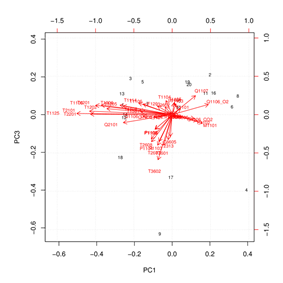
Hauptkomponenten für den geclusterten IQR- bzw. APB-Datensatz 229
Tabelle 4‑5: Pr(>|t|) einseitige
ANOVA.. 243
Tabelle 5‑1: Parameter von Vergaser und
Produktgas mit Kühlkreis und Pufferspeicherschleife 248
Tabelle 5‑2: Parameter von BHKW und Abgas
mit Kühlkreis und Pufferspeicherschleife. 249
Tabelle 5‑3: Massenbilanz
Biomassevergasungsanlage. 251
Tabelle 5‑4: Stoffbilanz
Biomassevergasungsanlage (aus Messwert/Simulation) 251
Tabelle 5‑5: Bilanzierung
Biomassevergasungsanlage (Vergaser und BHKW) 252
Tabelle 5‑6: Bilanzkennzahlen der
Biomassevergasungsanlage. 253
Tabelle 5‑7: Vorgabewerte
Simulation. 264
Tabelle 6‑1: Übersicht Störstoffe im
Brennstoffstrom.. 270
Tabelle 6‑2: Klassifizierung von Hackgut
nach (ÖNORM M 7133, 1998) 274
Tabelle 8‑1: Übersicht studentischer
Arbeiten im Teilprojekt TCV.. 285
Tabelle 8‑2: Übersicht der
Anlagenführungen für das Projekt TCV.. 288
Abkürzungsverzeichnis
|
AG
|
Abgas (BHKW)
|
KKS
|
Kraftwerk-Kennzeichensystem
|
|
BHKW
|
Blockheizkraftwerk
|
KWK
|
Kraft-Wärme-Kopplung
|
|
BK
|
Brennkammer
|
LKS
|
Latentkältespeicher
|
|
C
|
elektrische Leitfähigkeit
|
LWS
|
Latentwärmespeicher
|
|
C
|
Kohlenstoff
|
M
|
Motor
|
|
CAD
|
Computer-aided design
|
M
|
Feuchte/Wassergehalt (KKS)
|
|
CFD
|
Computational Fluid Dynamics
|
MG
|
Motorgas (Gemisch aus Produktgas und
Motorluft)
|
|
CO
|
Kohlenstoffmonoxid
|
ML
|
Motorluft
|
|
CO2
|
Kohlenstoffdioxid
|
MS
|
Massenstrom
|
|
CH4
|
Methan
|
MW
|
Mittelwert
|
|
DBFZ
|
Deutsches Biomasseforschungszentrum
|
N
|
elementarer Stickstoff
|
|
DIN
|
Deutsches Institut für Normung e.V.
|
N2
|
Stickstoff
|
|
DOE
|
Design of Experiment
|
n.b.
|
nicht bekannt
|
|
dp
|
Differenzdruck
|
NF
|
Notfilter (Produktgasstrecke)
|
|
EPA
|
US-Environmental
Protection Agency
|
NIR
|
Nahinfrarotspektroskopie
|
|
F
|
Filter (Produktgasstrecke)
|
NOx
|
Stickoxide
|
|
F
|
Volumenstrom (KKS)
|
NR
|
Nachreformer
|
|
FW
|
Fernwärme
|
O
|
elementarer Sauerstoff
|
|
H
|
elementarer Wasserstoff
|
O2
|
Sauerstoff
|
|
H2
|
Wasserstoff
|
P
|
Druck (KKS)
|
|
H2O
|
Wasser
|
PAK
|
Polyzyklische aromatische
Kohlenwasserstoffe
|
|
HC
|
langkettige Kohlenwasserstoffe
|
PCM
|
Phase Change Material
|
|
HHS
|
Holzhackschnitzel
|
PG
|
Produktgas
|
|
HSZG
|
Hochschule Zittau/Görlitz
|
PN
|
Probenahme
|
|
HVG
|
Holzvergaser (Vergaser)
|
PTB
|
Physikalisch-Technische Bundesanstalt (Zeitserver)
|
|
KAT
|
Katalysator (Abgasbehandlung)
|
RME
|
Rapsmethylester
|
|
Q
|
Zusammensetzung (KKS)
|
RL
|
Reformerluft
|
|
R
|
Reformer
|
R&I
|
Rohrleitungs- und Instrumentenfließschema
|
|
RWTH
|
Rheinisch-Westfälische Technische
Hochschule
|
|
|
|
S
|
Schwefel
|
|
|
|
SL
|
Spülluft (Abgas des Nachreformers)
|
|
|
|
T
|
Temperatur (KKS)
|
|
|
|
TCV
|
Thermochemisches Versuchsfeld
|
|
|
|
U
|
thermische Leistung (KKS)
|
|
|
|
VDI
|
Verein Deutscher Ingenieure
|
|
|
|
VS
|
Volumenstrom
|
|
|
|
wf
|
wasserfrei
|
|
|
|
WT
|
Wärmeübertrager (Wärmetauscher)
|
|
|
|
ZIM
|
Zentrale Innovationsprogramm Mittelstand
|
|
|
|
ZKWL
|
Zittauer Kraftwerkslabor
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Holzverstromung im Leistungsbereich um oder unter 100 kWel
wird von Kommunen, Gewerbe und Privatpersonen nachgefragt. Die hocheffiziente
energetische Nutzung von Holz und holzartigen Energierohstoffen in kleinen
Anlagen steht jedoch erst am Beginn der Entwicklung. Erste Ansätze zur
Marktfähigkeit deuten sich seit 2009 an. Die Hochschule Zittau/Görlitz (HSZG) arbeitet
mit dem bisher erfolgreichsten industriellen Anbieter zusammen, um neue
Entwicklungsziele anzustreben, insbesondere den Betrieb ohne Beaufsichtigung,
eine Wirkungsgradsteigerung sowie eine Erweiterung des Brennstoffbandes.
Das Projekt „Thermochemisches Versuchsfeld“ (TCV) hat zum
Ziel, Wissen für die effiziente Gestaltung und Nutzung von dezentralen Wärme-
und Stromversorgungseinrichtungen auf der Basis von Biomasse als
Energierohstoff zu generieren. Der Fokus liegt dabei auf Holz und holzartigen
Energierohstoffen und den primär zu beherrschenden thermochemischen
Konversionsverfahren. In diesem Zusammenhang spielen in der flexiblen
praktischen Anwendung kurzzeitige Speichermöglichkeiten für Heizwärme und
Klimatisierungskälte eine große und zunehmend bedeutsame Rolle. Dazu gehören
Latentwärmespeicher und Latentkältespeicher verschiedener Ausführungsarten.
Projektschwerpunkt ist es folglich, mit Hilfe von
Versuchsanlagen das Verhalten von Einzelkomponenten (Trockner, Vergaser, BHKW, sensibler
Wärmespeicher, Latentwärme/-kältespeicher) im System und das Systemverhalten
inklusive der Quer- und Rückkopplungen zu untersuchen und zu analysieren. Dies
soll dazu führen, dass der Wirtschaft Wissen bereitgestellt wird, mit dessen
Hilfe die Technologie weiterentwickelt wird.
Fachlich beziehen sich die wissenschaftlichen Aktivitäten
auf das Zusammenführen ausgeprägter wissenschaftlicher Methodiken im Bereich
der Berechnung zeitlich veränderlicher (also dynamischer bzw. instationärer)
thermochemischer Prozesse mit der für Fachhochschulen typischen Praxisnähe. So
wird die Untersuchung der eigentlichen thermochemischen Konversion flankiert
durch Untersuchungen zur effizienten technischen Brennstofftrocknung und zur
zeitlichen Speicherung von Klimakälte und Heizwärme. Alle drei hier genannten
flankierenden Prozesse müssen im Zusammenspiel mit der eigentlichen Verstromung
besser als bisher beherrscht werden, um die Flexibilität gegenüber schwankenden
elektrischen Netzanforderungen zu verbessern.
Der im Rahmen des Projektes erreichte Arbeitsstand (12/2014)
kann wie folgt beschrieben werden. Der Aufbau und die Inbetriebnahme der
Anlagen wurden abgeschlossen. Seit Juli 2013 laufen Versuchsreihen. Es konnten
viele Detailprobleme auf dem Weg zu einer umfassenden Untersuchung des
Systemverhaltens unter Hochschulbedingungen gelöst werden. Auf dem Weg zu einem
umfassenden Verständnis der thermochemischen und physikalischen Vorgänge hat
sich auf Basis der umfangreichen Ausrüstung und der systematischen
Herangehensweise herausgestellt, dass der Handlungsbedarf im Bereich der
Erfassung permanenter Stoff- und Energieströme und ihrer Charakteristik noch
größer ist als erwartet. Deshalb wurde diesem Teilaufgabenbereich verstärkte
Aufmerksamkeit gewidmet.
Durch die besonderen Möglichkeiten des Projektes bezüglich
der Erfassung großer Mengen redundanter Daten ist besonderer Handlungsbedarf
bei der Validierung von Daten für die Bilanzierung von
energieverfahrenstechnischen Anlagen identifiziert worden. Die Gefahr, trotz
funktionierender Sensorik und Messdatenerfassung, falsche Werte in Berechnungen
zu übernehmen, wurde durch die konsequente Anwendung der Bilanzierungsmethodik
transparent gemacht. Dieses Ergebnis fließt unmittelbar in die
Weiterentwicklung der Technologie ein.
Durch das Projekt konnte die Forschungsinfrastruktur in der
Region so weiterentwickelt werden, dass Anziehungskraft auf unternehmerische
Aktivitäten ausgeübt wird. Inzwischen gibt es zwei weitere Betreiber von
holzgefeuerten kleinen Kraft-Wärme-Kopplung-(KWK)-Anlagen im Landkreis Görlitz,
mit denen sich ebenfalls Kooperationen entwickelt haben. Die HSZG ist als
Kompetenzträger im Bereich Strom- und Wärmeerzeuger stärker sichtbar geworden.
Weiterhin stoßen die neuen Möglichkeiten der experimentellen
Infrastruktur und Versuchstechnik auf Interesse bei Stadtwerken und
Regionalversorgern.
Aus der Mitgliedschaft der HSZG im ZIM-Netzwerk „Holzstrom“ haben sich
eine Reihe von fachlichen Konsultationen und Kooperationen ergeben (Spanner Re2
GmbH, AixEnviro GmbH Aachen, Entrade AG, Institut TEER der RWTH Aachen,
Fraunhofer Institut UMSICHT Oberhausen).
Die Versuchsanlagen des TCV unterteilen sich aufgrund ihrer
Versuchsziele in zwei Teilanlagen.Die Teilanlage TCV I befasst sich mit
der Wärme- und Kältespeicherung in Speichern, deren Speicherwirkung im
Phasenübergang fest/flüssig bzw. flüssig/fest liegt.Die Teilanlage TCV II
befasst sich mit der Konditionierung und der thermochemischen Umwandlung
biogener Festbrennstoffe in ein brennbares Gas und dessen direkte Nutzung in
einem Blockheizkraftwerk (BHKW) zur Bereitstellung von Wärme und Strom.
Aufgrund der benötigten Stellflächen war es nicht möglich,
beide Teilanlagen am Standort des Zittauer Kraftwerkslabor, Friedensstraße
Zittau, zu integrieren. Aus diesem Grund wurde nur die Versuchsanlage TCV I
an der Friedensstraße aufgebaut. Die Versuchsanlage TCV II wurde in einer
leerstehenden Bestandsimmobilie der HSZG (Laborkomplex ZVII b, Pistoiaer
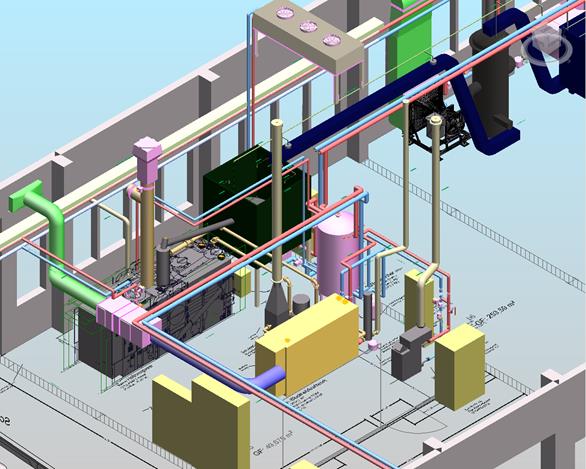
Weg, Zittau) installiert.Die Integration der Versuchsanlage in den
Hallenkomplex ZVII b ist in Abbildung 2‑1 dargestellt. Das Bild
entstammt einer früheren Planungsphase, weshalb die erst im letzten Projektjahr
errichteten Anlagen (Interimsversuchsstand zur Wärmespeicherung;
Wirbelschichtanlage; Wärmerückgewinnungseinheit) nicht mit in der
Planungszeichnung enthalten sind. Die Laborfläche beträgt ca. 500 m2.

Abbildung 2‑1: 3D-Ansicht Versuchskomplex
TCV II, Standort ZVII b (Ingenieurbüro GENOM, 2013)
Die Versuchsanlage TCV II umfasst folgende
Hauptkomponenten:
·
Vollautomatische Holztrocknungsanlage
·
Thermochemische Gaserzeugung, Gasreinigung und BHKW
·
Wirbelschichtverbrennungsanlage
·
Wärmemanagement inkl. komplexer Leittechnik
Der TCV I-Interimsversuchsstandes
dient der Erprobung einzelner Versuchskomponenten sowie der Entwicklung von
verschiedenen Versuchsplänen. Dieser Versuchsstand benötigt nicht die gesamte
Peripherie des Hauptversuches, sondern lediglich einige Komponenten davon.
Aufgebaut wurde der Versuchsstand
in Halle 7 des Laborhallenkomplexes Z VII b. Da in dieser Halle auch der
Brennstoff des zweiten Teils des Thermochemischen Versuchsstandes lagert, wurde
als Staubschutz eine Messkabine inklusive eines entsprechenden Stromanschlusses
zum Betreiber der Versuchsanlage gebaut.
Neben der Elektroinstallation ist
das Temperiergerät (vgl. Abbildung
2‑2) ein wesentlicher Bestandteil der Anlage.
Mit Hilfe dessen kann das Wärmeträgermedium im Bereich von ‑20…100 °C
bereitgestellt werden. Speziell der untere Temperaturbereich stellt an das Wärmeträgerfluid
besondere Anforderungen. Eingesetzt wird Wasser, dem gegen das Einfrieren ein
Kühlmittel (Glykol) zugesetzt wird. Durch die Zumischung von Glykol sinken die
Wärmekapazität sowie die Wärmeleitfähigkeit des Gemisches im Vergleich zu
Wasser. Die Senkung der beiden Stoffwerte kann durch eine Erhöhung des
Wärmeträgermassenstromes adäquat ausgeglichen werden. Das Temperiergerät ist
mit einer Heizleistung von 30 kW und einer Kälteleistung von 15 kW
(bei 0°C) bzw. 3,7 kW (bei ‑20°C) ausgewiesen, wobei die
Kondensation des Kältemittels luftgekühlt erfolgt. Das Wärmeträgermedium kann
mit einer integrierten Umwälzpumpe auf einen maximalen Förderdruck von
4,7 bar, bei einer Förderleistung von 210 l/min, gebracht werden.
Durch die Möglichkeit von Heizen und Kühlen mit diesem Temperiergerät, ist für
den Versuchsstand ein Höchstmaß an Flexibilität bei zugleich maximalen
Leistungsparametern sichergestellt.

Abbildung 2‑2: Temperiergerät Unichiller
Fa. Huber
Weitere Bestandteile des Interimsversuchsstandes bilden zwei
Latentwärmespeicher (vgl. Abbildung 2‑3) die zeitlich versetzt
Aufstellung fanden. Der mit Paraffin gefüllte Kunststoffbehälter der Firma
Panda Umwelttechnik wurde hochschulintern für dieses Projekt zur Verfügung
gestellt. Der mit 1280 l Paraffin gefüllte Behälter weist nach
Herstellerangaben eine Speicherkapazität von 398 kWh (zwischen
5…98 °C) auf. Die Wärmeübertragung wird durch einen harfenförmig
aufgebauten Kunststoffwärmeübertrager innerhalb der Speichermasse realisiert.
Der zweite Latentspeicher wurde ebenfalls hochschulintern für diesen Versuch
bereitgestellt. Dieser aus Edelstahl gefertigte Speicher stammt von der Firma
Alfred Schneider GmbH und ist mit 1015 kg Natriumacetat gefüllt. Ein
Wärmetauscher aus Kupfer, der ebenfalls direkt vom Wärmeträger durchströmt
wird, soll einen optimalen Wärmeübergang an die Speichermasse garantieren. Im Temperaturbereich
von 40…100 °C beträgt die Speicherkapazität laut Herstellerangaben
122 kWh.

Abbildung
2‑3: Paraffinspeicher (links), Natriumacetatspeicher
(rechts) ohne Isolierung
Das Bindeglied zwischen
Temperiergerät und Speicher stellt die hydraulische Verschaltung dar (vgl. Abbildung 2‑4). Mit Hilfe einer Bypass-Schaltung kann
der Volumenstrom des Wärmeträgermediums, welches durch den Speicher strömt,
geregelt werden. Des Weiteren dient das Rohrsystem zur Aufnahme der
Messsensorik (Volumenstrom- Temperatur- und Druckmessung). Die
Verrohrungen sowie die flexiblen Anschlussleitungen, welche Schwingungen der
einzelnen Komponenten entkoppeln, sind in der Rohrnennweite DN 32 ausgeführt.
Da die Messwertaufnahme unmittelbar an den Wärmespeichern erfolgt und somit
eine genaue Bilanzierung möglich ist, wurde auf eine Isolierung zur
Kostenersparnis verzichtet.
Für das Umwälzen des Wärmeträgermediums steht innerhalb des
Temperiergerätes eine ausreichend dimensionierte Pumpe zur Verfügung. Das
mobile Ständerwerk, an dem die Verrohrung installiert ist, wurde aus
Stahl-Systemprofilen gefertigt. Diese bieten ein höchstes Maß an flexibler
Gestaltung des konstruktiven Versuchsaufbaus und sind beliebig erweiterbar.

Abbildung
2‑4: Hydraulische Verschaltung zwischen Temperiergerät (im
Hintergrund) und Paraffinspeicher mit Temperatursensorik
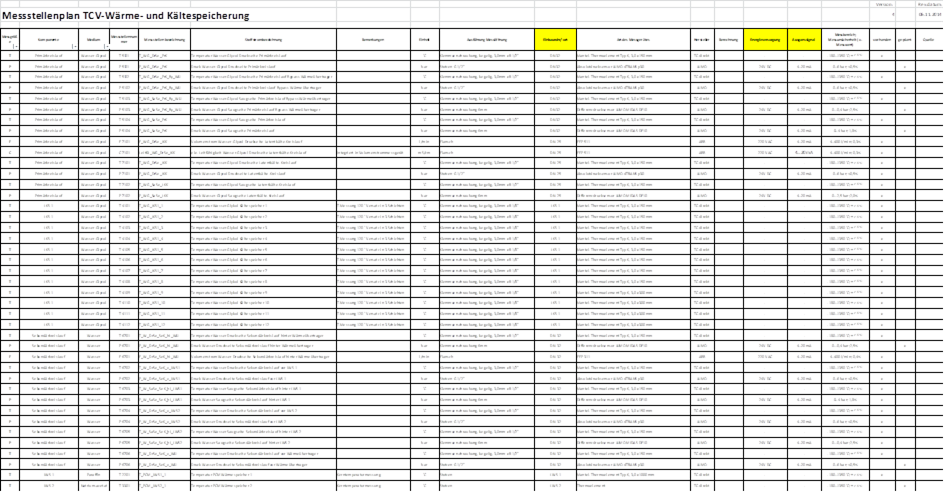
Zusammenfassend ist in Abbildung 2‑5 ein vereinfachtes Rohrleitungs- und
Instrumentenfließschema des Interimsversuchsstandes dargestellt. Geregelt wird
der Volumenstrom durch das Bypass-Ventil, welches als elektrisch ansteuerbares
Mischventil (0…10 V) ausgeführt ist. Die Verarbeitung und Speicherung der
Messwerte von Temperatur und Volumenstrom erfolgte durch das Messwerterfassungssystem
des benachbarten Versuchsstandes TCV II.
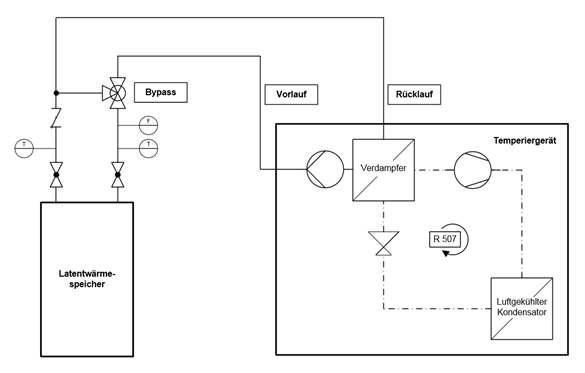
Abbildung
2‑5: R&I-Fließschema Interimsversuchsstand Halle ZVII b7
Mit Hilfe dieses Versuchsstandes konnte der grundsätzlich
geplante Versuchsaufbau konstruktiv und praxisbezogen getestet werden. Die
Installation und Positionierung der Messwertaufnahme spielt ebenfalls eine
wichtige Rolle.
Alle festgestellten konstruktiven und messtechnischen
Verbesserungsmöglichkeiten gingen anhand der Auswertung der Messergebnisse in
die Planung des Hauptversuchstandes mit ein. Des Weiteren gaben die Messfahrten
mit diesem Versuchsaufbau Auskunft über die Speicherkapazität, Lade- und
Entladeleistung sowie einen zeitlichen Überblick über die einzelnen Lade- und
Entladezyklen des jeweiligen Wärmespeichers. Mit den Ergebnissen dieser
Messungen konnten erste Vergleiche mit dem angegebenen Leistungsparameter des
Herstellers angestellt werden.
Der Hauptversuchsstand dient zur detaillierten Untersuchung
von Wärme- und Kältespeichern hinsichtlich ihres dynamischen Verhaltens, ihrer
Leistungsfähigkeit sowie Zyklenstabilität.
Als Teil eines Verbundes von insgesamt vier Versuchsständen
kommt der Hauptversuchsstand TCV I innerhalb des Zittauer Kraftwerkslabors
zur Aufstellung. Dieses Labor befindet auf dem Grundstück der Zittauer
Stadtwerke, unweit entfernt der Hochschule Zittau/Görlitz. Innerhalb des
Kraftwerkslabors gibt es zwei Ebenen, das Kellergeschoss sowie das Erdgeschoss.
Der Versuchsstand TCV I befindet sich im rechten Abschnitt des
Erdgeschosses, direkt neben dem Haupteingang (vgl. Abbildung
2‑6).
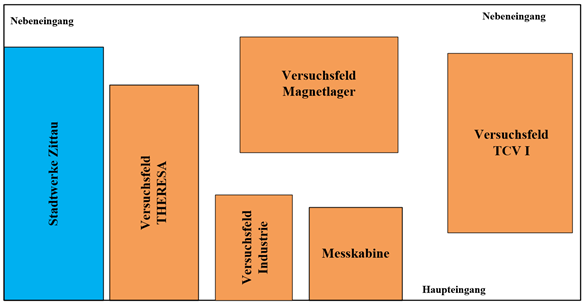
Abbildung
2‑6: Aufstellungsplan aller Versuchsstände im Zittauer
Kraftwerkslabor (Erdgeschoss)
Im Bereich des Versuchsstandes TCV I sind keine
umfassenden Bodensanierungsmaßnahmen vorgenommen worden. Dieser Tatsache geschuldet
mussten, begrenzt durch die maximale Bodenbelastung von 200 kg/m²,
Lastverteilungsplatten verlegt werden. In einer schematischen Übersicht des
Versuchstandes (vgl. Abbildung 2‑7) sind die Bereiche der
Lastverteilungsplatten grau hinterlegt. Auf diesen Platten findet der gesamte
Hauptversuchsstand seine Aufstellung. Hydraulisch ist jeder Speicher mit dem
Temperiergerät über eine Rohrtrasse verbunden. Für elektrische Anschlüsse und
Messleitungen steht eine eigene Kabeltrasse zur Verfügung. Die elektrische
Unterverteilung sowie ein Schrank für die Messwerterfassung sind am Rand des
Versuchsstandes positioniert.
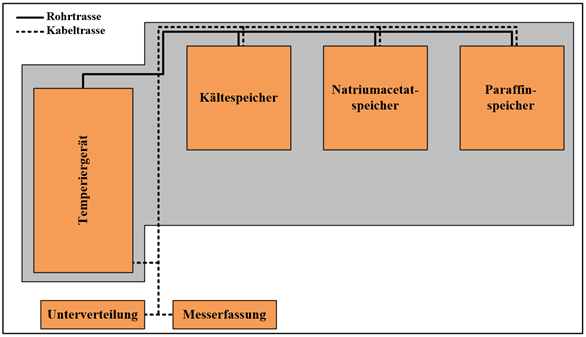
Abbildung 2‑7: Schematischer Aufstellungsplan TCV I innerhalb des Zittauer
Kraftwerkslabors
Mit dem Aufbau des Hauptversuchsstandes wurde der
Interimsversuchsstand abgebaut. Der Großteil der Peripherie, Verrohrungen,
Ständerwerk und Sensorik fanden aufgrund der flexiblen Ausführungen jedoch am
Standort des Zittauer Kraftwerkslabor neue Verwendung.
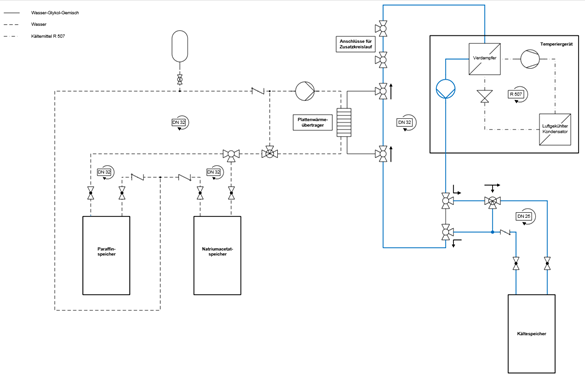
In Abbildung 2‑8 ist ein Rohrleitungs- und
Instrumentenfließschema des Hauptversuchsstandes ersichtlich. Folgende
Informationen können aus diesem Schema entnommen werden:
·
Übersicht Hauptkomponenten (Temperiergerät, Wärme- und
Kältespeicher)
·
Positionierung von Ventilen, Hähnen und Absperrarmaturen
·
Lage des Wärmeübertragers, des Ausdehnungsgefäßes sowie der
Umwälzpumpen
·
Medienverläufe und Rohrnennweiten
·
Messstellenübersicht mit Nummerierung
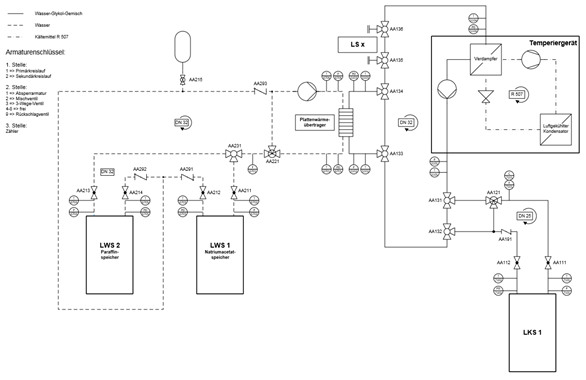
Abbildung 2‑8: R&I-Schaltbild des
Hauptversuchsstandes TCV I
Innerhalb des Hauptversuches kommen mehrere Medien als
Wärmeträger zum Einsatz. Im Bereich der Kältespeicherung (Primärkreislauf) muss
ein Wasser-Glykol-Gemisch verwendet werden um ein Einfrieren des Wärmeträgermediums
auszuschließen. Im Bereich der Wärmespeicher (Sekundärkreislauf) kommt aufgrund
des Temperaturniveaus, welches über dem Gefrierpunkt liegt, Wasser zum Einsatz.
Diese Leitungen sind aufgrund der nicht vorhandenen äußeren Kondensatbildung
aus einfachem C-Stahl gefertigt. Eine Legende für die verschiedenen markierten
Medienrohre ist ebenfalls in Abbildung 2‑8 ersichtlich.
Temperiergerät
Dieses Gerät findet in derselben Ausführung, wie in Kapitel 2.1.2 beschrieben, innerhalb des Kraftwerkslabors Aufstellung.
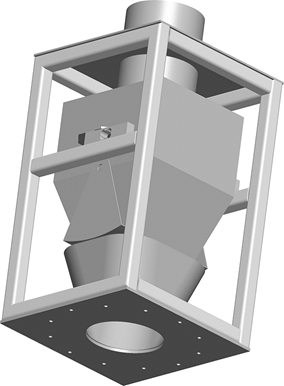
Kältespeicher
Der Kältespeicher ist in Anlehnung des von der Technischen Universität
Dresden beschriebenen Versuchsspeichers
ausgelegt worden. Es handelt sich um einen einfachen Druckbehälter aus
Edelstahl (1.4301/1.4307), der von der Firma Heidenia Anlagenbau GmbH in Pirna
gefertigt wurde.

Abbildung
2‑9: Kältespeicher
Der Behälter (vgl. Abbildung 2‑9) mit einem
Gesamtvolumen von ca. 400 l wurde stehend installiert. Im oberen und
unteren Bereich des zylindrischen Innenmantels sind mehrere Haltepratzen
eingeschweißt, die das Auflager für je ein Lochblech bilden. Zwischen diesen
Blechen können verschiedene Schüttungen aus Latentspeichermaterialien
eingebracht und umströmt werden. Innerhalb dieses Bereiches sind 12 Stutzen für
Temperaturmessungen in verschiedenen Höhen und Querschnitten vorgesehen. Das
Befüllen und Entleeren des Speichermaterials kann durch zwei Handlöcher oder
durch die obere Öffnung erfolgen. Während des Versuches kann die Schüttung mit
Hilfe von zwei Schaugläsern beobachtet werden. Das Wärmeträgermedium strömt
durch den unteren Stutzen in den Behälter ein, durchströmt die Schüttung und
verlässt durch den oberen Stutzen wieder den Kältespeicher.
Als Isolationsmaterial kommt temperaturbedingt Armaflex mit
einer Dämmstärke von 50 mm zum Einsatz. Die Isolierung wird an den Stößen
verklebt, so dass kein Schwitzwasser auftreten kann.
Die technischen Daten dieses Kältespeichers können wie folgt
zusammengefasst werden:
·
Gesamtvolumen = 400 l
·
Gesamtgewicht = ca. 400 kg
·
Gesamthöhe = 2034 mm
·
Mantelinnendurchmesser = 609 mm
·
Wandstärke = 3 mm
·
Behältermaterial = Edelstahl (1.4301/1.4307)
·
Höhe Speicherschicht = 800 mm
·
Isoliermaterial = Armaflex (50 mm)
·
Betriebsdruck = max. 4 barÜ
·
Betriebstemperatur = max. 100°C
Natriumacetatspeicher
Dieser Wärmespeicher wird aus dem Interimsversuchsstand übernommen,
um weitere Messungen durchführen zu können. Alle relevanten technischen Daten
sind in Kapitel 2.1.2 bereits zusammengefasst dargestellt.
Paraffinspeicher
Mit Hilfe der Versuchsfahrt des in Kapitel 2.1.2 beschriebenen Paraffinspeichers konnten mehrere Mängel in Bezug auf dessen
Konstruktion lokalisiert werden:
·
Das Paraffin umschließt den liegenden Kunststoffwärmeübertrager
komplett → das sich erwärmende flüssige Paraffin kann sich nicht
ausdehnen, da es noch mit festem Paraffin umschlossen ist →
Spannungsbildung die zu Schäden am Wärmeübertrager führen
·
Wärmeträgerfluid strömt durch die Wärmeübertragerrohre und gibt
Wärme an das umschließende Paraffin ab → sehr langer Zeitraum notwendig
bis komplettes Paraffin verflüssigt ist
Diese Mängel führten zu einer Neukonstruktion eines
Paraffinspeichers (vgl. Abbildung 2‑10). Dieser in Rohrbündelform
ausgeführte Wärmespeicher, ist deutlich kleiner und weist somit kürzere Lade-
und Entladezeiten auf. Der Wärmeübertrager ist vertikal angeordnet, welches ein
Ausdehnen des flüssigen Paraffins in selbige Richtung zulässt. Somit kommt es
zu keinerlei Spannungen zwischen ausdehnenden Paraffin und Wärmeübertrager. Um
einen definierten zeitlichen Wärmeübergang zu erreichen, umströmt das
Wärmeträgerfluid die mit Paraffin gefüllten Rohre (umgekehrt zu „altem“
Speicher). Das Paraffin kann sich während der Erwärmung in ein dafür
vorgesehenen Raum am oberen Ende des Speichers ausdehnen. Das untere Ende des
Speichers ist so konstruiert, das ein Austausch des Latentspeichermaterials
jederzeit realisierbar ist. Um Wärmeverluste mit der Umgebung zu minimieren,
ist der zylindrische Teil des Wärmespeichers mit Steinwolle (100 mm)
isoliert.
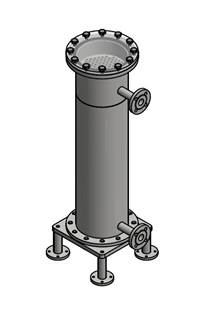
Abbildung 2‑10: Neukonstruktion
Latentwärmespeicher 2 aus Paraffin (Weinbrenner, 2014)
Die technischen Daten des neuen Speichers können wie folgt
zusammengefasst werden:
·
Konstruktion als Rohrbündel-Wärmeübertrager
·
Behältermaterial = Stahl (P265GH/P235GH)
·
Mantelinnendurchmesser = 273 mm
·
Gesamthöhe = 1298 mm
·
Rohranzahl = 110
·
Rohrinnendurchmesser = 18 mm
·
Rohrwandstärke = 1 mm
·
einflutige Ausführung mit 5 Umlenksegmenten
·
Isoliermaterial = Steinwolle (100 mm)
·
mantelseitiger Betriebsdruck = max. 1 barÜ
·
Betriebstemperatur = max. 110°C
Verrohrung
Bei der Installation der Rohrtrasse des Hauptversuchsstandes
wurden zwei Materialien verwendet. Im Bereich der Kältespeicherung
(Primärkreislauf) kann es, begründet durch den Temperaturunterschied, zwischen
Medientemperatur (-20°C) und Umgebungstemperatur zu Kondensation an den
Außenwänden der Verrohrungen kommen. Aus diesem Grund wurde als Material
Edelstahl gewählt. Im Gegensatz dazu wurde im Bereich der Wärmespeicherung, bei
der keine Kondensationserscheinungen auftreten, verzinkter C-Stahl eingesetzt.
Die verzinkte Schicht ist vom Hersteller nicht als korrosionshemmende Schicht
freigegeben, was die Wahl von Edelstahl im Bereich der Kältespeicherung
ebenfalls rechtfertigt.
Die Verrohrung ist in Anlehnung an die werksseitig
vorhandenen Anschlüsse des Temperiergerätes dimensioniert worden. Mit Ausnahme
des Kältekreislaufes, welcher in DN 25 ausgeführt ist, besitzt die
restliche Verrohrung eine Nennweite von DN 32. Bei der Isolierung des Rohrsystems
kommt im Kältebereich Armaflex-Isolierung und im Wärmebereich eine
Standard-Isolierung (Mineralwolle) zum Einsatz.
Wärmeübertrager
Der Wärmeübertrager, der das Bindeglied zwischen Primär- und
Sekundärkreislauf bildet, ist als Plattenwärmeübertrager (Firma Sondex)
ausgeführt. Folgende technische Details weist dieser auf:
·
Plattenanzahl = 50
·
Effektive Fläche = 1,61 m²
·
K-Wert = 3720
·
max. Temperatur = 185°C
·
max. Druck = 25 bar
·
Volumen = 3 l
·
Gewicht = 7 kg
·
Anschlüsse = 1 Zoll Gewinderohrstutzen
Mischventile
Im Versuchsaufbau wurden für die Volumenstromregelung zwei
Mischventile verbaut. Für die Regelung des Volumenstromes im Kreislauf des
Kältespeichers kommt ein Mischventil mit Stellantrieb SAX 61 (vgl. Abbildung 2‑11) der Firma Siemens zum Einsatz. Da in diesem Kreislauf
Temperaturen bis ‑20°C auftreten können, ist der Mischer zusätzlich mit
einer Spindelheizung versehen.

Abbildung 2‑11: Mischventil mit Stellantrieb
und Spindelheizung Kältespeicher
Im Bereich der Wärmespeicher wurde ein einfaches Mischventil
mit Stellantrieb der Firma Belimo verbaut (vgl. Abbildung
2‑12). In diesem Bereich ist aufgrund der vorherrschenden Temperaturen
keine Spindelheizung notwendig.

Abbildung 2‑12: Mischventil mit Stellantrieb
Wärmespeicher
Umwälzpumpe
Innerhalb des Primärkreislaufes übernimmt die innerhalb des
Temperiergerätes verbaute Pumpe die Förderung des Wärmeträgermediums. Im
Sekundärkreislauf übernimmt diese Funktion eine zusätzlich installierte
Umwälzpumpe der Firma Grundfos (Abbildung 2‑13).

Abbildung 2‑13: Umwälzpumpe
Sekundärkreislauf
Mit einem Medientemperaturbereich von 0…110°C und einer
maximalen Förderhöhe von 6 m ist diese Pumpe, als eigentliche
Heizsystempumpe, ausreichend für diesen Versuchsaufbau.
Absperrarmaturen
Alle Absperrarmaturen sind für das jeweilige Temperatur- und
Druckniveau ausgelegt. Im Kreislauf des Kältespeichers sind Armaturen
ausgewählt worden, die für einen Temperaturbereich von -20…100°C freigegeben
sind. Im Kreislauf der Wärmespeicher sind hingegen herkömmliche
Heizsystemarmaturen verbaut.
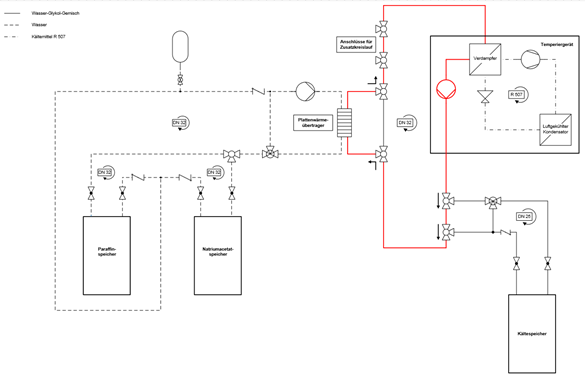
Der Versuchsaufbau ist so flexibel gestaltet, dass durch
Umschalten weniger Ventile verschiedene Speicher durchströmt werden können. In Abbildung 2‑14 ist der Fluidkreislauf für das Durchströmen des Kältespeichers
hervorgehoben. Voraussetzung für das Durchströmen ist eine konstante
Eintrittstemperatur in den Speicher. Diese wird erreicht, indem der Bypass
innerhalb dieses Kreislaufes komplett geöffnet wird, so dass der Speicher nicht
beaufschlagt wird. Das Temperiergerät kann sich auf den voreingestellten Wert
einregeln und sobald dieser erreicht ist, wird der Bypass je nach gefordertem
Volumenstrom geöffnet. Das Wärmeträgerfluid durchströmt den Speicher und gibt
je nach Temperatur Wärme ab oder nimmt sie auf. Über den Rücklauf des Speichers
strömt das Fluid wieder durch die Verrohrung in das Temperiergerät.
Abbildung
2‑14: Strömungsverlauf bei Betrieb mit Kältespeicher
Anhand des Ladevorganges eines Speichers wird der
Fluidkreislauf in Bezug auf einen Wärmespeichertest erläutert. In Abbildung 2‑15 ist ersichtlich, wie der Primärkreislauf bei diesem Vorgang
durchströmt wird. Das Wärmeträgermedium wird innerhalb dieses Kreislaufes auf
eine entsprechend festgelegte Temperatur gebracht. Ist ein nahezu stationärer
Zustand innerhalb des Primärkreislaufes erreicht, werden die Ventile vor und
nach dem Wärmeübertrager geöffnet und dieser durchströmt. Innerhalb des
Sekundärkreises wird der Bypass komplett geöffnet, so dass kein Speicher mit
Heizmedium beaufschlagt wird. Das Wasser innerhalb dieses Kreislaufes wird
ebenfalls auf einen stationären Temperaturzustand gebracht. Dieser ist um die
Grädigkeit des Wärmeübertragers geringer als der des Primärkreislaufes. Ist die
Stationarität gegeben, kann der Bypass in Abhängigkeit des Volumenstromes
geöffnet und je nach Ventilstellung der entsprechende Speicher durchströmt
werden.
Abbildung
2‑15: Strömungsverlauf bei Betrieb Wärmespeicher
Um die Eignung des Standortes festzustellen, wurde neben der
Planung der räumlichen Aufteilung ein Brandschutzgutachten beauftragt. Aufgrund
der Anlageneigenschaften ergaben sich daraus keine besonderen Anforderungen an
den Versuchsaufbau.
Die Hauptaufgabe, neben dem Einbringen der Versuchsanlagen
in die Laborhalle, war die Planung und Errichtung einer geeigneten
Infrastruktur. Diese besteht aus elektrischen Anschlüssen, nebst der
Einspeisestelle für das BHKW, aus einer wasserseitigen Anbindung aller
Komponenten, der Zufuhr von Frischluft durch eine Lüftungsanlage und das
sichere Abführen von gereinigten Abgasen. Für die Steuerung aller Komponenten
wurde eine aufwändige Gebäudeleittechnik installiert. Ebenfalls wurden
Maßnahmen zum Lärmschutz und zur Schonung sensibler Messtechnik ergriffen.
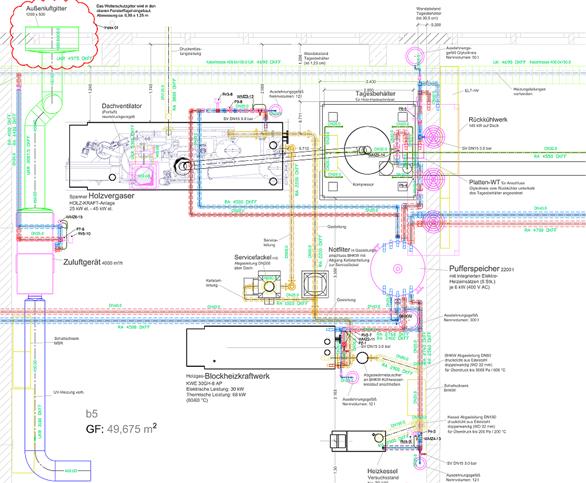
Die unterschiedlichen Anlagenkomponenten bedingen einer
stetigen Wärmezufuhr bzw. Wärmeabfuhr. Das sich daraus ergebende hydraulische
System ist in Abbildung 7‑1 und Abbildung 7‑2 dargestellt.
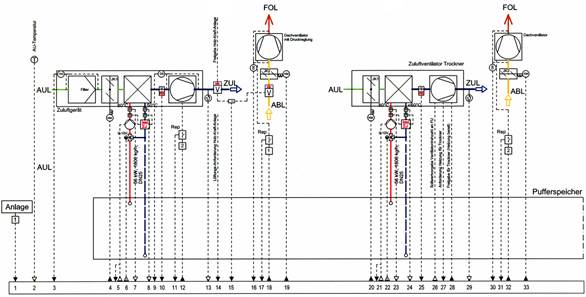
Abbildung 2‑16: hydraulische Schaltung für Hallenzuluft, Hallenabluft und Holztrockner (Sauter-Cumulus GmbH, 2013)
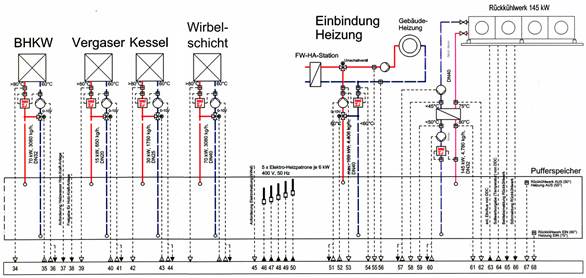
Abbildung 2‑17: hydraulische Schaltung für BHKW, Vergaser, Kessel, Wirbelschicht, Fernwärme
und Rückkühlwerk (Sauter-Cumulus GmbH, 2013)
Als hydraulische Weiche dient ein 2200 l fassender
Pufferspeicher. Als Besonderheit sind in den Pufferspeicher fünf elektrische
Heizpatronen (jeweils 6 kW) integriert. Diese sind so ausgelegt, dass der
vom BHKW erzeugte Strom bilanziell selbst verbraucht wird um einen größeren
Wärmebedarf decken zu können. Des Weiteren wird so ein kurzzeitiger Betrieb des
Holztrockners ohne laufende Wärmeerzeugung der anderen Anlagenteile möglich.
Der Holzvergaser und das BHKW arbeiten durch einen
Plattenwärmeübertrager hydraulisch getrennt vom System. Der Rückkühler ist
ebenfalls durch einen Plattenwärmeübertrager hydraulisch getrennt. Dies wird
durch die Verwendung eines Frostschutzmittels notwendig. Der Kessel, die
Wirbelschichtanlage sowie der Holztrockner sind direkt mit dem System
gekoppelt.
Die Systeme Holzvergaser (thermische Leistung 10 kW),
BHKW (thermische Leistung 60 kW), Kessel (thermische Leistung 15 kW),
elektrische Heizpatronen (thermische Leistung 30 kW) sowie die
Wirbelschicht (thermische Leistung 10-50 kW) liefern Wärme in Form von
Heißwasser in das System. Die Systemleistung beträgt dabei maximal 135 kW,
da die Heizpatronen beim Erreichen der Solltemperatur von ca. 80°C automatisch
ausgeschalten werden. Zudem sind die Heizpatronen im Normalbetrieb nicht
aktiviert.
Dem gegenüber stehen Wärmeverbraucher wie Hallenlüftung
(thermische Maximalleistung 56 kW), Holztrocknungsanlage (thermische
Maximalleistung 56 kW), Fernwärmeeinspeisung (thermische Maximalleistung
100 kW) sowie der Rückkühler (thermische Maximalleistung 145 kW).
Da der Wärmeverbrauch stark von den Witterungsbedingungen
abhängig ist, wurde ein Rückkühler installiert, der in der Lage ist 100% der
erzeugten Wärme auch bei sommerlichen Temperaturen sicher abzuführen und so
einen ganzjährigen Versuchsbetrieb sicherzustellen. Der Rückkühler ist in einer
Vorrangschaltung an letzter Stelle integriert. Das System versucht nach der
Versorgung der Anlagenkomponenten evtl. anfallende Überschusswärme in das
Fernwärmenetz einzuspeisen. Nur wenn das nicht gelingt wird der Rückkühler
aktiviert.
Für die Regelung der unterschiedlichen Temperaturniveaus
werden Mischergruppen und Pumpen mit variabler Drehzahl verwendet. Damit ist es
möglich, Vorlauf- und Rücklauftemperaturen trotz variabler thermischer Leistung
nahezu konstant zu halten. Der verbaute Pufferspeicher (Abbildung
2‑18) dient neben der Eigenschaft als hydraulische Weiche dazu, die
Temperaturniveaus zwischen Vorlauf und Rücklauf durch seine Schichtung zu
gewährleisten.

Abbildung
2‑18: Pufferspeicher TCV II; Volumen 2200 l, gelb:
Temperaturfühler GLT, schwarz: Heizpatronen 5x6 kW
Des Weiteren dämpft er Effekte die durch starke
Leistungsschwankungen (unabhängig ob Wärmeanfall oder Wärmebedarf) entstehen würden.
Die notwendige Frischluftzufuhr in den Laborbereich wird
durch ein Zuluftgerät mit zwei Leistungsstufen sichergestellt. Evtl.
austretende Gase sollen so sicher abgeführt werden. Zudem wird einer
Überhitzung des Raumes entgegengewirkt. Das Lüftungsgerät ist dabei so mit der
Versuchsanlage verschalten, dass eine Freigabe erst dann erfolgt, wenn das
Zuluftgerät arbeitet. Die Abluft wird durch eine differenzdruckgeregelte Abluftleitung
über Dach geführt. Dadurch wird verhindert, dass in der Halle Über- oder
Unterdruck entstehen kann. Besonders Unterdruck ist zu vermeiden, da sonst z.B.
Rauchgase aus Abgasleitungen in die Halle geleitet werden.
Die Steuerung der Peripherie für den sicheren Betrieb der
Versuchsanlagen wird durch eine komplexe Gebäudeleittechnik realisiert. Anhand
von programmierbaren Bausteinen werden alle Pumpen, Stellventile,
Lüftungsgeräte und zugehörige Komponenten geregelt. Die dafür notwendigen
Messgrößen ermittelt die Gebäudeleittechnik unabhängig von der zusätzlich
installierten Messtechnik. Das System ist unabhängig vom Versuchsbetrieb und
gewährleistet auch für zukünftige Aufgaben eine maximale Flexibilität. Die
Bedienung der Leittechnik wird über eine Website realisiert. Neben dem aktuellen
Zustand der Anlage können Parameter für z.B. Solltemperaturen angepasst werden.
Beispielhaft wird in Abbildung 7‑3 die Visualisierung des Pufferspeichers
dargestellt.
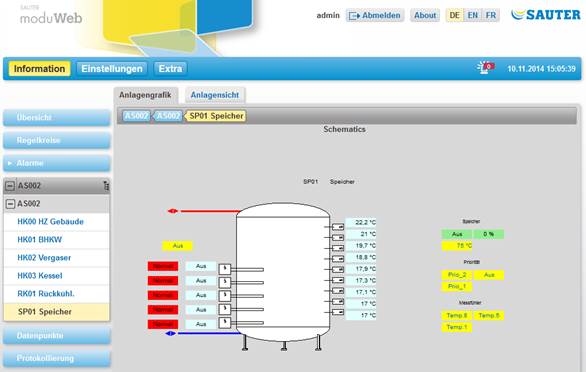
Abbildung 2‑19: Visualisierung Gebäudeleittechnik Pufferspeicher (Sauter-Cumulus GmbH, 2013)
Für die Versuchsauswertung stellt die Gebäudeleittechnik ca.
450 Datenpunkte bzw. Statusmeldungen zur Verfügung. Neben der Regelung des
sicheren Anlagenbetriebs erfasst die GLT durch Wärmemengenzähler, zeitlich aufgelöst,
sämtliche Wärmequellen und Wärmesenken. Dadurch wird ein praxisnaher Betrieb
der Versuchsanlage ermöglicht.
Für einen sicheren Anlagenbetrieb wurde ein
Sicherheitskonzept entwickelt, das an den gefährdeten Anlagenteilen ansetzt.
Dabei wurden gezielt anlageninterne Sicherheitseinrichtungen mit zusätzlichen
Komponenten erweitern bzw. ergänzt. Durch diese Maßnahmen kann im Störfall ein
sicherer Anlagenzustand erreicht und Personen- und Sachschäden vermieden
werden.
Kohlenmonoxidüberwachung (CO-Warner)
Hauptbestandteil des erzeugten Produktgases der
Holzvergasungsanlage ist Kohlenmonoxid. Dieses Gas kann schon in geringen
Konzentrationen Atemnot bis hin zu Atemstillstand verursachen und stellt eine
große Gefahr dar. Der Großteil der Anlage befindet sich Prozessbedingt im Unterdruck,
wodurch ein Gasaustritt praktisch unmöglich ist. Dennoch befinden sich in der
Versuchshalle zwei Kohlenmonoxidsensoren. Diese überwachen ständig die Raumluft
und lösen ab einer Grenze von 300 ppm zwei Warnleuchten und eine Sirene
aus, die zum sofortigen Verlassen der Versuchshalle auffordern. Des Weiteren
wird die Sicherheitskette ausgelöst und der Vergaser augenblicklich ausgeschalten.
Die CO-Sensoren, die Leuchtsignale und die Sirene werden durch eine Batterie
ständig mit Elektroenergie versorgt, so dass diese auch bei einem Stromausfall
zuverlässig funktionieren.
Da sich im Gasanalyseschrank durch Undichtigkeiten
Produktgas anreichern könnte, wurde auch dieser Bereich mit einem CO-Warner
versehen. Eine Warnlampe und eine rot hinterlegte Statusanzeige informieren den
Nutzer über den CO-Alarm.
Löschanlage
Die Integration einer automatischen Löschanlage ist nicht
vorgeschrieben und wurde auch durch das beauftrage Brandschutzgutachten nicht
verlangt. Dennoch wurde aus Sicherheitsgründen eine Sprinkleranlage
installiert. Diese ist hauptsächlich im Bereich der Holztrocknungsanlage und
beim Holzhackschnitzel Tagesbehälters installiert.
Er werden die Temperaturen im Schubbodencontainer, im
Silotrockner und im Kratzkettenförderer II überwacht. Wird eine Grenztemperatur
überschritten werden die benannten Anlagenteile mit Löschwasser geflutet. Die
Temperaturüberwachung erfolgt mit Kapillarröhrchen. Ein 2000 l
Wasserspeicher stellt die Löschwasserversorgung sicher. Dieser ist mit einer
Hochdruckpumpe gekoppelt, die das Löschwasser entsprechend der ausgelösten
Gruppe fördert. Die Nachspeisung erfolgt aus dem Trinkwassernetz. Eine
unterbrechungsfreie Stromversorgung (USV) für diese Anlage ist nicht
vorgesehen. Die Auslösung der Löschanlage erfolgt in zwei getrennten Gruppen.
Gruppe I beinhaltet den Schubbodencontainer, das Trocknungssilo und den ersten
Teil des Kratzkettenförderers II. Die Löschgruppe II beinhaltet den HHS
Tagesbehälter und den zweiten Teil des Kratzkettenförderers II. Eine manuelle
Auslösung durch Handschalter ist in jeder Halle gegeben. Des Weiteren bietet
die Anlage die Möglichkeit der Aufschaltung das Auslösesignals an eine
übergeordnete Leittechnik.
Kameraüberwachung und
Notbeleuchtung
Durch die große Ausdehnung des Versuchsfeldes und der damit
verbundene schlechte Überblick wurden fünf IP Kameras installiert. Dadurch ist
es möglich von der Leitwarte aus die gesamte Versuchsanlage zu überwachen.
Durch Bewegungsmelder wird automatisch das Licht zugeschalten, so dass bei
Dunkelheit kein Lichtschalter gesucht werden muss. Des Weiteren wurde in der
Versuchshalle eine batteriebetriebene LED Notbeleuchtung installiert. Diese
schaltet sich automatisch bei Stromausfall ein und ermöglicht ein sicheres
Verlassen des Labors.
Staubschutz/Lärmschutz
Der Anlagenbetrieb geht einher mit einer nicht zu
verhindernden Staubemission. Des Weiteren konnten aufgrund der installierten
Messtechnik nicht alle Anlagenteile Schallisoliert werden. Um diese Staub- und
Lärmemissionen lokal zu begrenzen wurde eine Trennwand mit einer hoch
effizienten Lärmschutzdämmung inkl. einer dampfdichten Folie in die Halle ZVII b5
installiert. Diese Wand trennt den Bereich der Versuchsanlage vom Bereich mit
Mess-, Regel-, und Steuerungstechnik. Ein weiterer Effekt ist das Zurückhalten
von Abwärme. In der Versuchshalle ZVII b7 wurde eine Kabine mit großen
Öffnungen (verhangen mit transparenten Lamellenvorhängen) installiert. Dadurch
kann Staub, Wärme und vor allem Feuchtigkeit von der Versuchsanlage
Wirbelschichtverbrennung zurückgehalten werden. Der Weiteren befand sich dort
auch der Interimsversuchsaufbau der TCV I.
Einbindung GLT an die
Vergasersteuerung
Die von der GLT gesteuerte Lüftungsanlage wurde durch einen
potenzialfreien Kontakt mit der Vergasersteuerung gekoppelt. Der Vergaser kann
nur gestartet werden, wenn die Lüftungsanlage in Betrieb ist. So wird
verhindert, dass evtl. austretende Gase sich im Raum aufkonzentrieren können.
Ebenso wird ein zu großer Wärmestau verhindert.
Not-Aus-Schleife
In der gesamten Laborhalle sowie an den Komponenten selbst
wurden Not-Aus-Taster installiert um die Anlage im Bedarfsfall sofort
abzuschalten. Ein Betreten des Vergaserbereichs ist dafür nicht notwendig.
Anlageninterne
Sicherheitstechnik
Teilweise verfügen die Versuchsanlagen selbst über notwendige
Sicherheitstechnik, die nicht im Einzelnen beschrieben werden soll. Es werden
anlagenintern Drücke und Temperaturen überwacht und mit hinterlegten
Grenzwerten verglichen. Bei einer Über- oder Unterschreitung der Grenzwerte
erfolgt die sofortige Abschaltung der Anlage.
Der Versuchsstand Biomassetrocknung in einer 3D-Grafik ist
in Abbildung 2‑20 dargestellt.
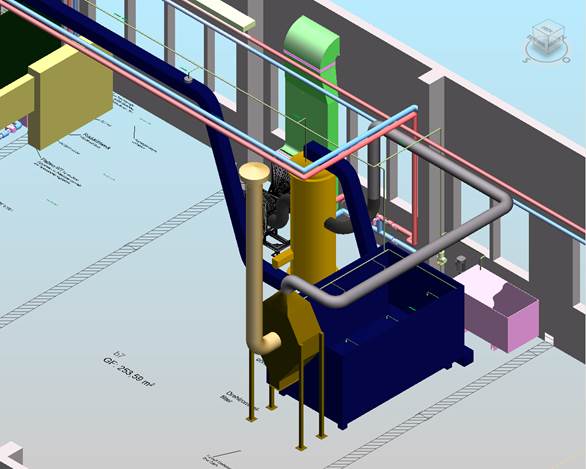
Abbildung
2‑20: Versuchsstand Biomassetrocknung (Ingenieurbüro GENOM, 2013)
Der Versuchsstand Biomassetrocknung besteht aus den
Komponenten:
·
Schubbodencontainer (20 m3)
·
Kratzkettenförderer I
·
Silotrockner (Homogentrockner lt. Hersteller)
·
Kratzkettenförderer II
·
Drehtrommelfilter
·
Wärmerückgewinnungseinheit
Der Aufbau ist Abbildung 2‑21 und Abbildung
2‑22 zu entnehmen.
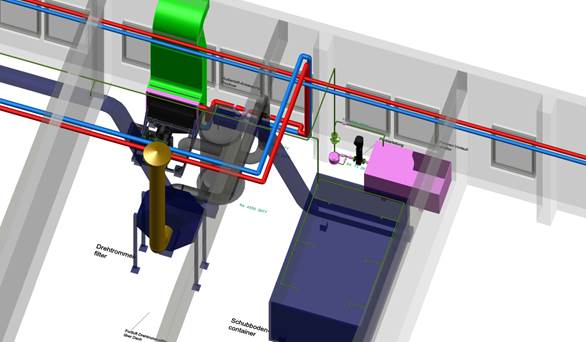
Abbildung
2‑21: Aufbau Versuchsstand Biomassetrocknung, 3D Grafik (Ingenieurbüro GENOM, 2013)






Abbildung
2‑22: Versuchsstand Biomassetrocknung

Abbildung
2‑23: Wärmerückgewinnungseinheit (noch unisoliert) als Komponente
des Versuchsstandes Biomassetrocknung
Die feuchten Holzhackschnitzel (HHS) werden im
Schubbodencontainer gelagert. Dieser fördert die Holzhackschnitzel durch einen
hydraulischen Schubboden in den Kratzkettenförderer I. Von dort gelangen sie in
den Silotrockner. Durch einen Zuluftkanal wird durch ein Gebläse Außenluft
angesaugt und in einem Wasser/Luft-Wärmeübertrager erwärmt. Die Heißluft wird
horizontal durch den Trocknungsbereich des Silotrockners geblasen. Die feuchte,
abgekühlte Luft verlässt durch einen Abluftkanal den Silotrockner, wird in
einem Drehtrommelfilter entstaubt und anschließend über das Hallendach
abgeleitet.
Wenn das Temperaturniveau der Abluft deutlich über dem
Temperaturniveau der angesaugten Außenluft liegt wird die Abluft durch einen
Filter und anschließend in einen innerhalb der Projektbearbeitung
nachgerüsteten Kreuzstrom-Luft/Luft-Wärmeübertrager geleitet. Dort wird die
angesaugte Außenluft vor dem eigentlichen Heizregister vorgewärmt und so eine
effektivere Wärmenutzung realisiert. Diese beiden Anlagenfahrweisen sind
unabhängig voneinander. Durch Umschalten können so die Effekte der
Abwärmenutzung sehr genau untersucht werden. Die Einbindung der
Wärmerückgewinnungseinheit in den verfahrenstechnischen Ablauf der
Biomassetrocknungsanlage ist in Abbildung 2‑24 dargestellt.

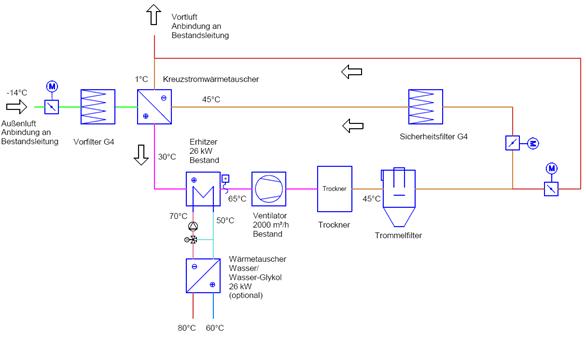
Abbildung
2‑24: Einbindung der Wärmerückgewinnungseinheit in den
Versuchsstand Biomassetrocknung
Der getrocknete Brennstoff verlässt den Silotrockner,
gefördert durch eine hydraulische Schnecke, und gelangt in den
Kratzkettenförderer II. Der Kratzkettenförderer II transportiert die getrockneten
Holzhackschnitzel zum Tagesbehälter des Holzvergasers. Der Tagesbehälter
verfügt über eine mechanische Füllstandsüberwachung (Drehflügelsensor). Wenn
der Tagesbehälter gefüllt ist, schaltet die Trocknungsanlage selbstständig aus.
Wenn genügend Holzhackschnitzel vergast wurden, schaltet der Trockner
automatisch wieder ein. Um ein zu starkes Takten zu verhindern werden frei
wählbare Totzeiten eingestellt.
Der Versuchsstand Biomassevergasung in einer 3D-Grafik ist
in Abbildung 2‑25 dargestellt.
Abbildung
2‑25: Versuchsstand Thermochemischer Gaserzeuger und BHKW (Ingenieurbüro GENOM, 2013)
Der Versuchsstand Biomassevergasung besteht aus den
Komponenten:
·
Holzhackschnitzeltagesbehälter
·
Thermochemische Gaserzeugung und Reinigung
·
Blockheizkraftwerk
·
Sicherheitsfackel/Servicefackel
·
Reststoffnachverbrennungseinheit (Nachreformer)
Der Holzhackschnitzeltagesbehälter, der Thermochemische
Gaserzeuger mit Gasreinigung, das BHKW und die Sicherheitsfackel sind in Abbildung 2‑26 dargestellt.
Abbildung
2‑26: Draufsicht Holzvergaser BHKW (Ingenieurbüro GENOM, 2013)
Der Aufbau der Holzvergasungsanlage in der Laborhalle ist in
Abbildung 2‑27 dargestellt. Links im Bild ist der thermochemische
Gaserzeuger dargestellt, danach folgt etwas weiter rechts (im Hintergrund) der
Holzhackschnitzel-Tagesbehälter, gefolgt von der Servicefackel. Rechts im Bild
ist das BHKW dargestellt.





Abbildung
2‑27: Aufbau Versuchsanlage in der Laborhalle
Eine schematische Darstellung der Vergasereinheit ist Abbildung 2‑28 zu entnehmen.
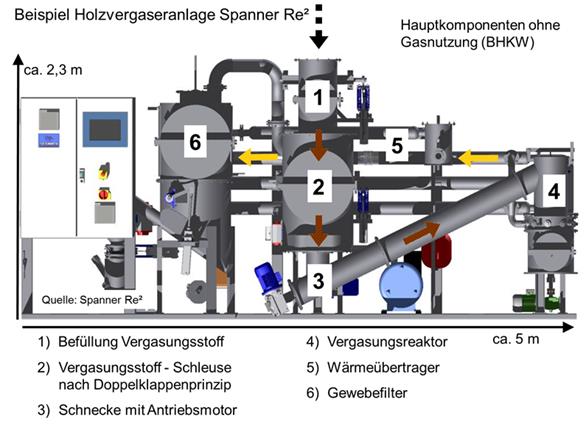
Abbildung
2‑28: Holzvergasereinheit ohne BHKW (Spanner Re² GmbH, 2010)
Die getrockneten HHS werden durch den Kratzkettenförderer II
in den Tagesbehälter gefördert. Darin befindet sich ein Drehfederteller, der
die HHS in einer Schnecke schiebt. Diese Schnecke befördert die HHS in das
Doppelschleusensystem des Holzvergasers. Vor der ersten Schleuse ist eine
Durchlaufwaage installiert um den Brennstoffbedarf möglichst genau zu
ermitteln.
Das Doppelschleusensystem ist notwendig, da dieser
Anlagenteil bei leichtem Überdruck betrieben wird. Des Weiteren befindet sich
eine kleine Vorratsmenge HHS in der Anlage. Dadurch kann die Anlage für kurze
Zeit ohne die erneute Zufuhr von Brennstoff aus dem Tagesbehälter betrieben
werden.
Nach dem Doppelschleusensystem gelangt der Brennstoff über
einer Füllschnecke in den Reformer. Im Reformer wird der Brennstoff Holz unter
Zugabe von vorgewärmter Umgebungsluft durch eine Teiloxidation in ein
Brennbares Produktgas umgewandelt. Das Produktgas verlässt im unteren Bereich
des Reformers dieses Bauteil, durchströmt den Nachreformer um anschließend in
einem System aus Wärmeübertragern um soweit abgekühlt zu werden, dass es in den
Gewebefilter eingeleitet werden kann. Die Gaskühlung dient einerseits der
Luftvorwärmung für die Vergaserzuluft, andererseits zur
Brauchwarmwasserbereitstellung. Aus diesem Anlagenteil können ca. 10 kW
thermische Energie ausgekoppelt werden. Das Produktgas durchströmt den
Gewebefilter und wird dort entstaubt.
Das gereinigte Produktgas durchläuft einen weiteren
Wärmeübertrager bevor es durch einen Notfilter geleitet wird. Dieser Filter
kann bei einem Riss im Gewebefilter für kurze Zeit (bis zum Anlagenstillstand)
den Staub aus dem Produktgas Filtern, damit dieser nicht zum Motor gelangt. Das
Produktgas wird direkt vor dem Motor (Abbildung 2‑29) mit Umgebungsluft
gemischt. Dies geschieht mittels einer Lambdaregelung und einem Stellmotor an
der Drosselklappe.

Abbildung
2‑29: BHKW
Das Produktgas-/Luft-Gemisch gelangt in dem Motor und wird
dort verbrannt. Die dabei frei werdende mechanische Energie wird durch einen
Asynchrongenerator in elektrische Energie umgewandelt. Die BHKW Leistung
beträgt ca. 30 kW elektrisch. Die bei der Verbrennung entstehende Abwärme
(ca. 60 kW) wird durch mehrere Wärmeübertrager an das Kühlwasser
übertragen und dem System zur Verfügung gestellt. Das BHKW Abgas wird noch vor
dem Abgaswärmeübertrager durch einen Katalysator geleitet und gereinigt bevor
es durch einen druckfesten Schornstein über das Dach die Versuchshalle
verlässt.
In Abbildung 2‑30 ist ein verfahrenstechnisches
Fließbild der wichtigsten Stoffströme dargestellt.
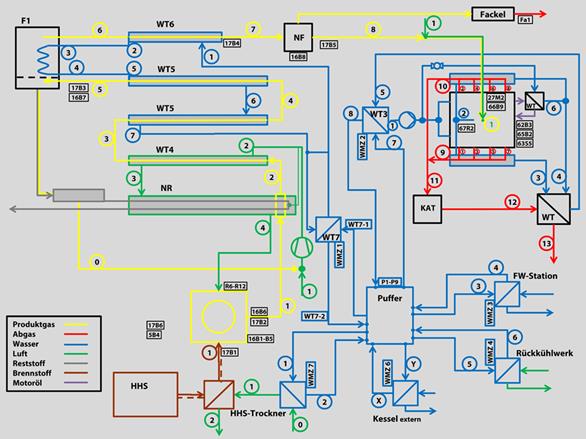
Abbildung
2‑30: vereinfachtes Anlagenfließbild TCV II
Die Versuchsanlage ist so ausgelegt, dass ein Betrieb ohne
Personal möglich ist. Es sind im Normalfall keine Eingriffe für die
Sicherstellung eines stationären Betriebs notwendig.
Reststoffnachverbrennungsreinheit
Der abgeschiedene Filterstaub wird durch eine Schnecke zum
s.g. Nachreformer geführt, dort durch die heiße Produktgasleitung erhitzt und
unter Zugabe von Luft nachverbrannt. Ziel ist es, den Kohlenstoffgehalt im
Filterstaub zu reduzieren. Ebenfalls werden die enthaltenen polyzyklischen
aromatischen Kohlenwasserstoffe (PAK) stark reduziert. Das Verfahrensfließbild
ist in Abbildung 2‑31 dargestellt. Der vergegenständlichte Aufbau ist in Abbildung 2‑32 und Abbildung 2‑33 dargestellt.
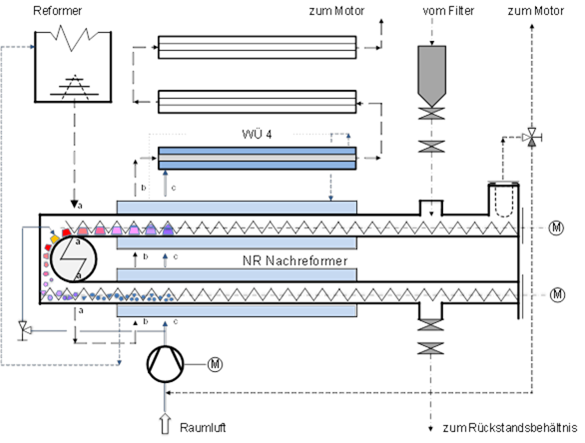
Abbildung
2‑31: Fließbild Nachreformer (Spanner Re² GmbH, 2014)
|

Abbildung
2‑32:
Installierter Nachreformer I
|

Abbildung
2‑33:
Installierter Nachreformer II
|
|

Abbildung
2‑34:
Brennkammer Nachreformer
|

Abbildung
2‑35:
Brennkammer Nachreformer im Betriebszustand
|
Der im Gewebefilter anfallende Filterstaub wird durch zwei
Schleusen in den Sammelbehälter des Nachreformers gefördert. Die Schleusen
dienen der Gasdichtheit. Von dort aus gelangt der Filterstaub durch eine
seelenlose Schnecke zur Brennkammer des Nachreformers (vgl. Abbildung
2‑34). Die Brennkammer besteht aus der gasdichten Produktgasleitung
(dient als Wärmequelle) und einer Verbrennungsluftzuführung. Wie in Abbildung 2‑35 dargestellt, verbrennt der Filterstaub zu einem Reststoff.
Dessen Zusammensetzung unterscheidet sich in Bezug auf Kohlenstoffgehalt und
der Belastung mit PAK deutlich vom Ausgangsmaterial. Der Reststoff wird mit der
unten liegenden Schnecke zur Reststofftonne gefördert und fachgerecht entsorgt.
Der Versuchsstand Wirbelschichtbrennkammer besteht aus den
Komponenten:
·
Brennstoffvorratsbehälter
·
Fluidisierungsluftgebläse
·
Elektrischer Luftvorwärmer
·
Stationäre Wirbelschicht
·
Zyklonabscheider
·
Abgaswärmeübertrager
Der Aufbau ist Abbildung 2‑36 zu entnehmen.
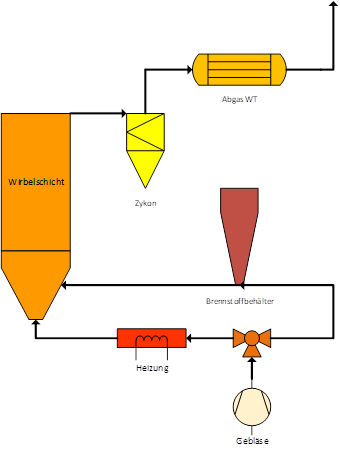
Abbildung
2‑36: Versuchsanlage Wirbelschichtverbrennung
Die Versuchsanlage Wirbelschichtverbrennung dient zur
Untersuchung der thermischen Nachbehandlungen von Reststoffen aus
Biomassevergasungsanlagen. Wirbelschichtfeuerungen eigenen sich besonders für
sehr ballastreiche Brennstoffe. Reststoffe aus Biomassevergasungsanlagen haben
einen sehr hohen Aschegehalt, verbunden mit einem moderaten Heizwert. Aufgrund
des geringen Anteils flüchtiger Bestandteile ist deren Zündwilligkeit sehr
gering. Der Aufbau wird durch eine elektrische Heizung auf Betriebstemperatur
gebracht. Im Anschluss daran wird der Brennstoff durch eine Zellradschleuse dem
Förderluftvolumenstrom zugeteilt. Die bei der Verbrennung entstehenden Abgase
können in einem Abgaswärmeübertrager energetisch genutzt werden, bevor das Gas
durch einen Schornstein die Anlage verlässt.
Die Bereitstellung von Endenergie aus Biomasse ist mit
Konversionsprozessen verbunden, die durch Input und Output von Stoff- und
Energieströmen gekennzeichnet sind. Somit bildet die Energie- und
Stoffbilanzierung (vgl. Kapitel 2.5) des Prozesses eine Voraussetzung für die
technische, ökonomische und ökologische Bewertung der Anlagen. Darüber hinaus
ermöglicht die Kenntnis der Stoff- und Energieströme die Berechnung von
Kenngrößen, mit denen der Konversionsprozess technisch und energetisch charakterisiert
und bewertet werden kann. Dabei muss eine Vermischung der Größen aus
verschiedenen Teilsystemen vermieden werden. Die Stoff- und Energiebilanzierung
beruht auf der Definition eines Bilanzraumes und der Erfassung aller ein- und
ausgehenden Ströme. Die erforderlichen Daten sollten durch direkte, möglichst
redundante Messungen erfasst werden. Ist dies aus Gründen der technischen
Realisierbarkeit nicht möglich, müssen die Daten entweder indirekt aus anderen
Messgrößen oder durch Bilanzierung berechnet werden (Thrän
& Pfeiffer, 2013, S. 53).
Der Versuchsstand TCV I dient der messtechnischen
Untersuchung von thermischen Energiespeichern für den kleintechnischen
Anwendungsbereich der Kälte- und Wärmeversorgung. Dabei wird unter Simulation
variierender Lastprofile das dynamische Verhalten der Be- und Entladung
analysiert. Um die Wärme, die innerhalb des Speichers verbleibt, bestimmen zu
können, ist neben der Messung des Volumenstromes auch die Erfassung der
Eintritts-und Austrittstemperaturen unmittelbar an den Anschlüssen des
Speichers notwendig. Ebenfalls wurde eine Messung des Druckverlustes über den
jeweiligen Speicher installiert, um Rückschlüsse auf die vorhandenen Wärmeübertrager
ziehen zu können. Die elektrische Leitfähigkeit des Mediums wird mittels eines
einstellbaren minimalen/maximalen Grenzwertes überwacht, um damit eventuelle
Leckagen innerhalb des Kältespeichers zu detektieren.
Tabelle 2‑1: Übersicht der Messtechnik an der Versuchsanlage TCV I
|
Betriebsparameter
|
Messort
|
Messgröße
|
Messtechnik
|
Hersteller
|
Anzahl
|
|
Thermodynamische
Zustände
|
Primärkreislauf,
Sekundärkreislauf, Latentwärmespeicher 1, Latentwärmespeicher 2, Latentkältespeicher
|
Temperatur
|
Thermoelemente
|
TC Mess-
und Regel-technik GmbH
|
40
|
|
Primärkreislauf,
Sekundärkreislauf
|
Druck
|
Drucksensoren
|
JUMO GmbH
& Co. KG
|
12
|
|
Wasser-Glykol-Kreisläufe
|
Primärkreislauf,
Sekundärkreislauf
|
Volumenstrom
|
Durchflussmesser
(magn.-induktiv)
|
ABB
Ltd.
|
2
|
|
Primärkreislauf
|
elektrische
Leitfähigkeit
|
Durchflussmesser
(magn.-induktiv)
|
ABB Ltd.
|
1
|
Aufgrund der Vielzahl unterschiedlicher Messparameter an den
Versuchsanlagen erfolgte die Kennzeichnung dieser in Anlehnung an das in der
Kraftwerkstechnik übliche Kraftwerk-Kennzeichensystem (KKS). Das
Kennzeichnungssystem besteht aus einem Leitbuchstaben und vier nachfolgenden
Ziffern. Der Leitbuchstabe charakterisiert die Messgröße, z. B. P für
Druck. Die erste Ziffer beschreibt die Anlagenkomponente (z. B. 1 –
Vergaser). Die zweite Ziffer steht für das Medium (z. B. 1 – Produktgas).
Die letzten beiden Ziffern sind für die fortlaufende Nummerierung der
Messstellen vorgesehen.
Innerhalb des Versuchsstandes TCV I erfolgt die Messung
der physikalischen Größen Druck (P), Temperatur (T), Volumenstrom (F) und
elektrische Leitfähigkeit (C). In Anlehnung an das KKS-System wird darüber
hinaus nach den Komponenten (Primärkreislauf, Sekundärkreislauf,
Latentwärmespeicher 1, Latentwärmespeicher 2, Latentkältespeicher)
und dem Medium (Wasser-Glykol-Gemisch, Speichermasse LWS I, Speichermasse
LWS II, Speichermasse LKS, Wasser) unterschieden. Zur
verfahrenstechnischen Einordnung wurden eine Messstellenliste und ein R&I
erarbeitet. Diese sind in Abbildung 2‑37 und Abbildung
2‑38 dargestellt.
Speziell an Biomassevergasungsanlagen müssen sowohl als
Grundlage der Anlagenbilanzierung als auch für das Verständnis der in den
Reaktoren ablaufenden Reaktionen unterschiedliche Massen- und Volumenströme von
Brenn- /Hilfs- / Reststoffen und Produkten sowie deren Qualität messtechnisch
erfasst werden. Die Genauigkeit der Messwerte bestimmt dabei maßgeblich die
Ergebnisse der Anlagenbilanzierung.
In Tabelle 2‑2 sind die Parameter einer
Biomassevergasungsanlage mit dem entsprechend zu messenden Eigenschaften und
der dafür zur Verfügung stehenden Messtechnik dargestellt.
Tabelle
2‑2: Übersicht der Parameter zur Bilanzierung von
Holzvergaser-BHKW (DBFZ Report Nr. 18, 2013)
|
Betriebsparameter
|
Messort
|
Eigenschaft
|
Messgröße
|
Messtechnik
|
|
Anlagenbetriebsstunden
|
Schaltschank
-Anlagensteuerung
|
Zeit
|
Betriebsstunden
|
Betriebsstunden-zähler
|
|
Brennstoff
|
Anlieferung,
Vergasereintritt
|
Massenstrom,
TS-Gehalt, Brennwert
|
Gewicht,
Brennwert, Elementarzusammensetzung
|
Waage,
Trockenschrank Kalorimeter und Elementaranalyse (Labor)
|
|
Vergasungsmittel
|
Vergasereintritt
|
Volumenstrom,
Temperatur
|
Volumen
|
Staurohr,
Datalogger, Thermoelemente
|
|
Produktgas
|
Motoreintritt
|
Volumen-/Massenstrom,
Temperatur, Zusammensetzung
|
Volumen,
Gaszusammensetzung (CO, CH4, H2, O2, CO2,
H2O)
|
Staurohr,
Datalogger, Thermoelemente, Gasanalyse (rein)
|
|
Motorluft
|
Motoreintritt
|
Volumen-/Massenstrom,
Temperatur
|
Volumen,
Gewicht
|
Volumenbestimmung,
Datalogger,
Thermoelemente
|
|
Reststoffe
(Rostasche, Filterasche, Teer, Kondensat)
|
Austritt
Vergaser, Gasreinigung
|
Massenstrom,
TS-Gehalt, Zusammensetzung, Brennwert
|
Gewicht,
Brennwert
|
Waage,
Kalorimeter und Elementaranalyse (Labor)
|
|
Elektroenergie
|
Netzeinspeiseknoten
|
Leistung
|
-
|
Stromzähler
oder Abrechnung Energieversorger
|
|
Elektroenergie
Eigenbedarf
|
Schaltschrank,
Anlagensteuerung
|
Leistung
|
-
|
Stromzähler
|
|
Wärmeenergie
|
Wärmenetzübergabe
|
Nutzwärmeleistung
|
-
|
Wärmemengenzähler
|
|
Wärmeenergie
Eigenbedarf (z.B. Brennstofftrocknung)
|
Wärmeübertrager,
Trocknung
|
Wärmeleistung-Eigenbedarf
|
-
|
Wärmemengenzähler
|
|
Betriebsmittel
(Zündöl, Motoröl, Aktivkohle)
|
Eintritt
Vergaser, Gasreinigung, Motor
|
Massenstrom,
Brennwert
|
Gewicht,
Volumen, Brennwert
|
Waage,
Gaszähler,
Kalorimeter (Labor)
|
|
Abgas
|
Anlagenaustritt
nach Katalysator
|
Volumenstrom,
Temperatur, Zusammensetzung
|
Volumen,
Gaszusammensetzung (O2, CO, NOx, HC)
|
Gasanalyse,
Thermoelemente, Staurohr
|
|
Thermodynamische
Zustände
|
Trocknung,
Vergaser, Gasreinigung, Motor
|
Druck,
Temperatur
|
-
|
Thermoelemente,
Drucksensoren
|
Im Rahmen des Projektes erfolgte der Aufbau marktüblicher
Anlagen (vgl. Kapitel 1.2). Eine Aufzählung der an den Anlagen schon
vorhandenen und auslesbaren Messgrößen ist in Tabelle
2‑3 ersichtlich.
Tabelle 2‑3: Übersicht der
vorhandenen Messtechnik an den Versuchsanlagen TCV II
|
Betriebsparameter
|
Messort
|
Messgröße
|
Messtechnik
|
Anzahl
|
|
Anlagenbetriebsstunden
|
Vergaser,
BHKW, Biomassetrockner
|
Zeit
|
Betriebsstundenzähler
|
3
|
|
Thermodynamische
Zustände
|
Vergaser,
BHKW
|
Temperatur
|
Thermoelemente
|
11
|
|
Thermodynamische
Zustände
|
Vergaser,
BHKW
|
Druck
|
Drucksensoren
|
8
|
|
Thermodynamische
Zustände
|
Biomassetrockner
|
Temperatur
|
Thermoelemente
|
3
|
Unter Berücksichtigung der für eine Bilanzierung notwendigen
Parameter der Anlagen, wurde die herstellerseitig schon vorhandene
Anlagenmesstechnik durch die nachträgliche Installation zusätzlicher
Messstellen und entsprechender Messtechnik (Gewicht, Konzentration, Temperatur,
Volumenstrom) ergänzt. Darüber hinaus wurde in Bezug auf die entsprechende
Anlagenperipherie weitere Messtechnik zur Erfassung der für eine Bilanzierung
notwendigen Stoff- und Energieströme installiert. Eine Übersicht dieser
geordnet nach den Komponenten der Versuchsanlage erfolgt in Tabelle
2‑4.
Tabelle 2‑4: Übersicht der
zusätzlich installierten Messtechnik an den Versuchsanlagen TCV II
|
Betriebsparameter
|
Messort
|
Messgröße
|
Messtechnik
|
Hersteller
|
Anzahl
|
|
Thermodynamische
Zustände
|
Vergaser,
BHKW, Biomassetrockner, Rückkühler, FW-Station, Lüftung
|
Temperatur
|
Thermoelemente
|
TC Mess-
und Regeltechnik GmbH
|
74
|
|
Thermodynamische
Zustände
|
Biomasse-trockner
|
relative
Gasfeuchte
|
Feuchtesensor
|
Honeywell
Deutschland Holding GmbH
|
2
|
|
Brennstoff
|
Eintritt
Vergaser
|
Gewicht
|
Waage
|
Janner
GmbH
|
1
|
|
Vergasungsmittel
|
Eintritt Vergaser
|
Volumenstrom
|
Staurohr,
Differenzdrucksensor
|
Sensirion
AG
|
3
|
|
Produktgas
|
Eintritt
Motor
|
Volumenstrom
|
Staurohr,
Differendrucksensor
|
Endress&
Hauser AG
|
1
|
|
Produktgas
|
Austritt
Gasreinigung, Eintritt Motor
|
Gaszusammensetzung
(CO, CH4, HC, H2, O2, CO2, H2O)
|
stationäre
Gasanalyse
|
Dr.
Födisch Umweltmesstechnik AG, Bartec GmbH
|
1
|
|
Produktgas
|
Eintritt
Motor
|
Gaszusammensetzung
(O2)
|
Gasanalyse
|
Hamilton
Bonaduz AG
|
1
|
|
Gemisch
Motorluft/Produktgas
|
Eintritt
Motor
|
Gaszusammensetzung
(O2)
|
Gasanalyse
|
Hamilton
Bonaduz AG
|
1
|
|
Motorluft
|
Eintritt
Motor
|
Volumenstrom
|
Staurohr,
Differenzdrucksensor
|
Sensirion
AG
|
1
|
|
Elektroenergie
|
Netzeinspeise-knoten
|
Leistung
|
Stromzähler
|
Socomec
|
1
|
|
Elektroenergie
Eigenbedarf
|
Vergaser,
BHKW, Biomassetrockner
|
Leistung
|
Stromzähler
|
Socomec
|
4
|
|
Wärmeenergie
|
BHKW,
Vergaser, Biomassetrockner, Rückkühler, FW-Station, Lüftung
|
Nutzwärmeleistung
|
Wärmemengenzähler
|
Aquametro
AG
|
6
|
|
Abgas
|
Austritt
Motor nach Katalysator
|
Gaszusammensetzung
(O2, CO, CO2, NOx, HC
|
Gasanalyse
|
Messtechnik
Eheim GmbH
|
1
|
|
Abgas
|
Austritt
Motor nach Katalysator
|
Volumenstrom
|
Staurohr,
Differenzdrucksensor
|
First
Sensor AG
|
1
|
Die Sortierung der Messstellen der Versuchsanlage TCV II
kann nach der Messgröße (Volumenstrom (F), Zusammensetzung (Q), Druck (P),
elektrische Leistung (E), Temperatur (T), thermische Leistung (U), Feuchte (M),
nach der Komponente (BHKW, Fackel, FW-Station, Kessel, Lüftung, Rückkühler,
Trockner, Vergaser) sowie nach dem Medium (Biomasse, Gas (Luft), Gas, Leistung,
Reststoff, Wasser) vorgenommen werden. Die in Anlehnung an das KKS gewählten
Messstellennummern des TCV II finden sich in der Messstellenliste (vgl. Abbildung 2‑40) sowie zur verfahrenstechnischen Einordnung im R&I-Schema
des Thermochemischen Versuchsfeldes (vgl. Abbildung
2‑39) wieder.
Abbildung
2‑39: R&I-Schema der Gesamtanlage TCV II
|
|

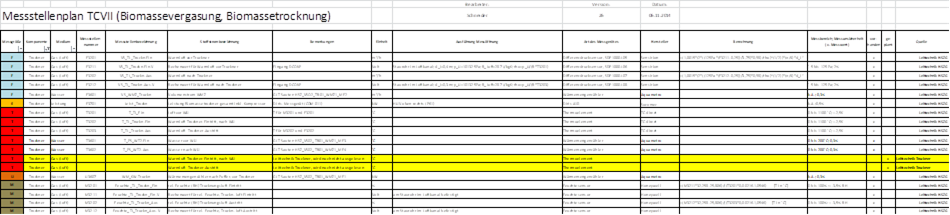
Abbildung
2‑40: Auszug aus der Messstellenliste TCV II (Auswahl
betrifft Biomassetrockner)
Vor allem für die Bilanzierung des thermochemischen
Umwandlungsprozesses ist es notwendig, die Produktgaszusammensetzung möglichst
genau aber auch verzögerungsfrei zu bestimmen. Die installierte
Produktgasanalyse der Fa. Dr. Födisch Umweltmesstechnik AG arbeitet extraktiv.
Das bedeutet, dass über beheizte Gasentnahmesonden und entsprechende Leitungen
ein kleiner Gasvolumenstrom entnommen wird. Dieser wird aufbereitet und in
einem Gasanalysator mit entsprechenden Sensoren hinsichtlich seiner
Zusammensetzung bemessen.
Die installierte stationäre Gasanalyse dient der
kontinuierlichen Messung der Komponenten CO, CO2, CH4, CxHy,
O2 und H2 im Produktgas. Darüber hinaus wird der
Volumenstrom des Produktgases mittels Staurohr und Differenzdrucktransmitter
der Fa. Endress & Hauser AG sowie der Wassergehalt des Produktgases durch
ein Psychrometer der Fa. Bartec GmbH ermittelt. Die entsprechenden
Messwertsignale werden ebenfalls im Analysenschrank verarbeitet und
anschließend visualisiert.
Die Messgasentnahme für die Gasanalyse und
Wassergehaltsmessung kann an zwei verschiedenen Messstellen erfolgen.
Messstelle 1 (MS1) befindet sich direkt nach der Gasreinigung des Vergasers und
Messstelle 3 (MS3) direkt vor dem Motoreintritt. Somit können evtl.
Nachreaktionen, Undichtigkeiten etc. auf dem Gasweg zwischen Vergaser und Motor
detektiert werden. Die Gasanalyse und die Wassergehaltsmessung ist bezüglich
der zwei Messstellen alternierend geschalten, sodass entweder die Gasanalyse
mit MS1 und die Wassergehaltsanalyse mit MS3 verbunden ist oder entsprechend
entgegengesetzt.
Zusätzlich erfolgt an zwei weiteren Messstellen (MS2; MS4)
eine Insitu-Gasanalyse auf den Sauerstoffgehalt. Diese Messwerte werden
anschließend mit der ebenfalls vorhandenen Temperaturmessung kompensiert.
Insitu beschreibt, dass die Messgröße direkt im Prozess und damit
verzögerungsfrei ermittelt wird. Der Sauerstoffgehalt wird dabei zunächst im
Produktgas kurz vor dem Motor gemessen (MS2). Typischerweise liegt dort der
Sauerstoffgehalt bei kleiner 1 Vol.-%. Die verwendete Messtechnik lässt
dabei eine sehr genaue Messung im unteren Messbereich zu. Durch die Messung
kurz vor dem Motor kann darüber hinaus ein Beitrag zur Anlagensicherheit
gewährleistet werden. Dieser Anlageteil wird mit leichtem Unterdruck betrieben.
Evtl. auftretende Undichtigkeiten können anhand eines steigenden
Sauerstoffanteils detektiert werden. Außerdem werden hinsichtlich der
angesaugten Motor-Verbrennungsluft die Temperatur und der Differenzdruck in der
Ansaugleitung erfasst und daraus der Volumenstrom der Verbrennungsluft
ermittelt. Die zweite Sauerstoffmessstelle (MS4) befindet sich ebenfalls direkt
vor dem Motor, jedoch nach der Mischung des Produktgases mit der angesaugten
Verbrennungsluft. An dieser Messstelle kann der Sauerstoffgehalt eines
Produktgas-/Luftgemisches ermittelt werden. Die Beurteilung des
Verbrennungsprozesses im Motor wird dadurch unterstützt. Zudem kann mit dieser
Messstelle der Produktgasvolumenstrom rechnerisch ermittelt werden und somit
die Volumenstrommessung über Staurohr und Differenzdruck validiert werden.
Die entsprechenden Messgrößen der Gasanalyse mit ihrem
Messbereich und dem Messprinzip der jeweiligen Sensoren sind in Tabelle 2‑5 dargestellt.
Tabelle 2‑5: Übersicht der messbaren
Gaskomponenten
|
Messgröße
|
Messbereich
|
Messstelle
|
Messprinzip
|
|
O2
|
0…25
Vol.-%, tr.
|
MS1;
MS3
|
Elektrochemie
|
|
CO
|
0…30
Vol.-%, tr.
|
MS1;
MS3
|
IR-Spektroskopie
|
|
CO2
|
0…20
Vol.-%, tr.
|
MS1;
MS3
|
IR-Spektroskopie
|
|
CH4
|
0…15
Vol.-%, tr.
|
MS1;
MS3
|
IR-Spektroskopie
|
|
CxHy
|
0…15
Vol.-%, tr.
|
MS1;
MS3
|
IR-Spektroskopie
|
|
H2
|
0…25
Vol.-%, tr.
|
MS1;
MS3
|
Wärmeleitfähigkeit
|
|
H2O
|
0…100
Vol.-%
|
MS1;
MS3
|
Psychrometrie
|
|
O2
|
0…25
Vol.-%
|
MS2;
MS4
|
Optisches
Prinzip
|
Die Messgenauigkeit der Gaskomponenten entspricht der
Toleranz des verwendeten Prüfgases zuzüglich der jeweiligen Sensorgenauigkeit
und ist in Tabelle 2‑6 zusammengestellt.
Tabelle 2‑6: Messgenauigkeit der
Produktgaskomponenten
|
|
Prüfgas
HSZG
|
Sensor
|
|
|
Messgröße
|
Genauigkeit
(Vol.-%)
|
Messbereich
(Vol.-%)
|
Sensor-genauigkeit
(Vol.-%)
|
Gesamtunsicherheit
(Vol.-%)
|
|
O2
|
|
0…25
|
+-
0,5
|
+-
0,5
|
|
CO
|
+-
0,02
|
0…30
|
+-
0,6
|
+-
0,62
|
|
CO2
|
+-
0,015
|
0…20
|
+-
0,4
|
+-
0,62
|
|
CH4
|
+-
0,02
|
0…15
|
+-
0,3
|
+-
0,32
|
|
CxHy
|
|
0…15
|
+-
0,3
|
|
|
H2
|
+-
0,201
|
0…25
|
+-
1,2
|
+-
1,4
|
|
H2O
|
|
0…100
|
+-
0,1
|
+-
0,1
|
Die Messwerterfassung und -speicherung an der Versuchsanlage
TCV II erfolgt mittels eines LabVIEW™-basierten Tools auf dem Messrechner
im Wartenraum der TCV II-Versuchsanlage in Halle ZVII, b5 der HSZG. Um die
Schwankungen der Messwerte durch Störgrößen und die dadurch bedingten
Reglereingriffe auszugleichen, müssen die Messungen nach VDI 3986 (VDI 3986, 2000) über einen bestimmten Zeitraum durchgeführt werden. Je nach Möglichkeit
der Messwerterfassungseinrichtung und der Art des Messwertes sollte die
Messaufnahme in einem Zyklus von 1 bis 10 Werten pro min erfolgen. Im Rahmen
der Messdatenerfassung am Versuchsstand werden die Daten in einem Zeitintervall
von 10 s erfasst und in einer Access-Datenbank mit dem aktuellen Zeitstempel
abgespeichert. Die Aufteilung der Tabellenblätter in der Datenbank erfolgt nach
den Funktionsgruppen der Messwerterfassung. Darüber hinaus besteht die
Möglichkeit ein Live-Bild der Anlage mit den aktuellen Messwerten und
entsprechenden Trends, basierend auf hinterlegten R&I-Schemen, als Anzeige
darstellen zu lassen. Weitere Informationen zum Tool der Messwerterfassung und
-speicherung können Kapitel 7.2 entnommen werden.
Weiterhin sollte nach VDI 3986 (VDI 3986, 2000) grundsätzlich
bei der Wahl des Aufstellungsortes der Messumformer darauf geachtet werden,
dass sich die Umgebungstemperatur möglichst nicht ändert, keine mechanischen
Schwingungen der Rohrleitungen oder des Gebäudes eingekoppelt werden und keine
starken elektromagnetischen Felder auftreten. Daher wurden die Messumformer in
speziellen von der Umgebung abgeschlossenen Schaltschränken und in örtlicher Nähe
der Messstellen (Holzvergaser, BHKW, Trockner) installiert.
Die erste Inbetriebnahme des Temperiergeräts fand am
10.02.2014 in der Versuchshalle des Biomassetrocknungsversuchsstandes
(Hochschule Zittau/Görlitz, Halle ZVII b7) statt. Zu Beginn wurde der
Versuchsstand mit einem Paraffinspeicher betrieben.

Abbildung
2‑41: Versuchsaufbau Standort Hochschule Zittau Halle 7b
Nach ersten Test- und Messfahrten kam es zu einem
irreparablen Defekt des Speichers, wodurch die Durchführung von nachfolgenden
Versuchen nicht mehr möglich war. Ersetzt wurde der Paraffinspeicher durch
einen Natriumacetatspeicher. Der neue Speicher wurde am 16.06.2014 in den
Versuchsaufbau integriert, wobei der Umbau genutzt wurde, um zusätzliche
Messtechnik zu installieren. Bei der verwendeten Messtechnik handelte es sich
um Volumenstrommesstechnik sowie einer Differenzdruckmessung über Speicherein-
und austritt.

Abbildung
2‑42: Versuchsstand TCV I am Standort Zittauer
Kraftwerkslabor
Am 02.10.2014 wurde der Versuchsstand vom Standort Zittau
Halle 7b in das Zittauer Kraftwerkslabor der Stadtwerke Zittau GmbH umgesetzt
und anschließend in Betrieb genommen (Temperiergerät, Kältespeicher und
Natriumacetatspeicher siehe Abbildung 2‑42).
Die Inbetriebnahme des Versuchsstandes TCV II lief in
mehreren Teilschritten ab. Der erste Schritt war die Inbetriebnahme des Biomassevergasungsversuchsstandes,
explizit der Holz-Kraft-Anlage der Fa. Spanner Re² GmbH, welche vom 27. bis
28.02.2013 stattgefunden hat. In dieser Zeit wurden die von der Fa. Spanner Re²
GmbH gelieferten Baugruppen anlagentechnisch verbunden und geprüft. So musste
die Gasfackel installiert und in die Steuerung der Biomassevergasungsanlage
integriert werden.
Im Anschluss an die Verknüpfung von Gasfackel und
Biomassevergaser wurde die Anlagensteuerung so parametrisiert, dass die
Sollleistung von 30 kW elektrischer Leistung im Dauerbetrieb erreicht
wird. Im Zuge der Inbetriebnahme wurde zusätzlich eine Feinanteilaussiebung vor
der Brennstoffschleuse des Biomassevergasungsversuchsstandes eingebaut. Die
Biomassevergasungsanlage wurde zeitgleich mit der Sauter-Gebäudeleittechnik
verknüpft. Nach Abschluss der Arbeiten musste die Biomassevergasungsanlage eine
12 stündige Testfahrt ohne Unterbrechung durchlaufen, um die Richtigkeit der
gewählten Parametereinstellungen in der Anlagensteuerung überprüfen zu können.
Die Abnahme des BHKW durch den örtlichen Stromnetzbetreiber
(Stadtwerke Zittau) erfolgte am 05.03.2013. Der Biomassetrocknungsversuchsstand
wurde im Zeitraum vom 05. bis 06.02.2013 in Betrieb genommen und dabei unter
anderem die Kettenspannung der Kratzketten sowie die Steuerung des Vorschubes
im Vorschubcontainer geprüft.
Die Inbetriebnahmen der Gasmesstechnik der Fa. Dr. Födisch
Umweltmesstechnik AG wurde am 23.05.2013 und der Gebäudeleittechnik der Fa.
Sauter-Cumulus GmbH am 14.05.2013 durchgeführt. Des Weiteren fand am 14.05.2013
die Bauabnahme durch die Fa. Bürgel & Schulze Haustechnik GmbH statt.
Bezüglich der Gasmesstechnik wurden am 18.09.2013 weitere Anpassungsarbeiten
durchgeführt. Eine Beschreibung des gebäudeleittechnischen Konzeptes ist in Kapitel
7 dargestellt.
Neben den Inbetriebnahmen der Firmen mussten die
messtechnischen Apparaturen geprüft werden. Es wurde nach ersten erfolgreichen
Tests der Datenbank festgestellt, dass die erfassten Werte für einige
Temperaturmessstellen nicht plausibel waren, so dass eine Nachjustierung der
Thermoelemente stattgefunden hat. Aus den bis dahin gespeicherten Daten konnten
Erkenntnisse erlangt werden, welche neue Fragestellungen ergaben. Um diese
neuen Fragestellungen untersuchen zu können, mussten neue Messstellen
angebracht und entsprechende Messtechnik eingebaut und geprüft werden. So
wurden beispielsweise Temperatur- und Volumenstrom-Messstellen mit zugehöriger
Messtechnik am Nachreformer nachträglich eingebaut. Im Falle der
Volumenstrommessung wurde darüber hinaus ein Prüfstand errichtet, in dem die
Staurohre und Differenzdrucksensoren für die Messaufgaben kalibriert wurden.
Eine Auflistung der im Rahmen des Projektes durchgeführten
Messfahrten ist der Tabelle 3‑1 zu entnehmen. Die Gesamtabnahme des
Versuchsstandes TCV II (Installation und Prüfung aller Komponenten und
Bauteile) erfolgte bis Mitte Juni 2014. Die ersten anlageninternen Daten
konnten jedoch bereits während der Inbetriebnahme der Biomassevergasungsanlage
am 27.02.2013 erfasst werden.
Vom 08.11.2013 bis zum 02.10.2014 befand sich der
Versuchsstand TCV I am Standort der Biomassetrocknungsanlage des TCV II.
Dieser wurde nach der Fertigstellung des Aufstellungsortes im Zittauer
Kraftwerkslabor umgesetzt. Im Rahmen das Teilprojektes TCV I konnten
Vorversuche zur Untersuchung eines Paraffinspeichers und Natriumacetatspeichers
durchgeführt werden. Die aus den ersten Tests gewonnen Erfahrungen, konnten
beim Wiederaufbau im Kraftwerkslabor am Standort der Stadtwerke Zittau GmbH
angewendet werden.
Einen Überblick, welche Daten ermittelt wurden und welche
Messtechnik dafür verwendet wurde, ist in Kapitel 2.2
beschrieben.
Die Hauptziele der Messfahrten gliedern sich in:
A)
Funktionsfähigkeit der Anlage
B)
Funktionsfähigkeit der Messtechnik
C)
Daten für Auswertung
D)
externe Vergleichsmessungen
und sind entsprechend in Tabelle
3‑1 aufgeführt.
Tabelle 3‑1: Übersicht der durchgeführten Messfahrten im Teilprojekt TCV
|
Ort
|
Projekt
|
Anlage
|
Datum
|
Ziel
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
27.02.2013
|
A
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
28.02.2013
|
A
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
11.03.2013
|
B
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
02.07.2013
|
A
|
|
Achental
|
TCV II
|
Biomassetrockner
|
06-07.03.2013
|
D
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
04.07.2013
|
A
|
|
Berthelsdorf
|
TCV II
|
versch. HHS-Trockner
|
08/2012 bis 06/2013
|
D
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
12.07.2013
|
Offizielle Inbetriebnahme
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
09.09.2013
|
B, C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
11.09.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
12.09.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
18.09.2013
|
B
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
19.09.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
27.09.2013
|
B
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
30.09.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
02.10.3013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
09.10.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
14.10.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
23.10.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
28.10.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
07.11.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
08.11.2013
|
B, C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
27.11.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
04.12.2013
|
A, B
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
11.12.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
13.12.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
18.12.2013
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
15.01.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
27.01.2014
|
B
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
30.01.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
13.02.2014
|
B
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
17.03.2014
|
B, C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
04.09.2014
|
B
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
15.04.2014
|
B
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
16.04.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
24.04.2014
|
B
|
|
Zittau
|
TCV I
|
Paraffinspeicher
|
24.04.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
25.04.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
07.05.2014
|
B
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
21.05.2014
|
B
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
03.06.2014
|
C
|
|
Krauscha
|
TCV II
|
Biomassevergaser
|
11.06.2014
|
D
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
13.06.2014
|
C
|
|
Zittau VII/B/7
|
TCV I
|
Natriumacetatspeicher
|
17.-19.06.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
24-26.06.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
02-03.07.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
03.07.2014
|
C
|
|
Zittau VII/B7
|
TCV I
|
Natriumacetatspeicher
|
09.-11.07.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
12-13.08.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassevergaser
|
28.08.2014
|
C
|
|
Burghaun
|
TCV II
|
Biomassevergaser
|
30.09.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
01.10.2014
|
C
|
|
Zittau
|
TCV II
|
Biomassetrockner
|
05.11.2014
|
C
|
Im Rahmen das Teilprojektes TCV I
konnten Vorversuche zur Untersuchung eines Paraffinspeichers und
Natriumacetatspeichers durchgeführt werden.
Damit eine Messfahrt störungsarm und bestmöglich
bilanzierbar ist, muss die Funktionalität der Messtechnik und der
Versuchsanlage vor und während der Versuchsfahrten sichergestellt werden. Dazu
müssen folgende Arbeiten im Vorfeld der Versuche durchgeführt werden:
· Einschalten
der Messwerterfassung und des Volumenstrommessgerätes
· Bypass
innerhalb der hydraulischen Verschaltung vollständig schließen und
Temperiergerät einschalten
· Durchführung
der Entlüftung des Temperiergerätes (anlageninterne Software)
· Temperiergerät
auf Vorlauftemperatur einstellen und Temperierung starten
· Nach
erreichen Solltemperatur ist der Bypass nach Volumenstromvorgabe öffnen
Wie in Kapitel 3.1.2.1 müssen auch bei Messfahrten des
Teilprojektes TCV II im Vorfeld Arbeiten durchgeführt werden, welche
folgende sind:
· Entleerung
Feinanteilsammelsack, abwiegen Leergewicht
· Prüfung
Feinanteilsiebung auf Verstopfung
· Entleerung/Abwiegen
Reststofftonne Biomassevergasungsversuchsstand
· Kontrolle
Kondensatauffanggefäß der Luftzerlegungsanlage
· Kontrolle
Füllstand Vorschubcontainer des Biomassetrocknungsversuchsstandes
· ggf.
Auffüllen des Vorschubcontainers
· Kalibrierung
und Installation an entsprechender Messstelle der mobilen Gasanalysen
· Kontrolle
Füllstand RME bei der stationären Produktgasmesstechnik
· Start
Pumpen im Heizkreislauf
· Start
Software LabVIEW™ zur Datenspeicherung auf Datenbank
· Start
der Gasfackel
· Sichtkontrolle
Versuchsanlage (Wasserdruck interner Heizkreislauf prüfen ect.)
· Prüfung
Funktionalität Füllstandssensoren des Biomassevergaser
Um die Wahrscheinlichkeit des Abbruchs einer Messfahrt aus
technischen Gründen zu minimieren und eine genaue Messung gewährleisten zu
können, müssen während der Messfahrten folgende Arbeiten durchgeführt werden:
· Wechsel
Filtermaterial (Purafil) bei mobiler Abgasanalyse
· Prüfung
auf Brückenbildung am Biomassetrocknungsversuchsstand (ggf. Behebung der
Brückenbildung)
· Kontrolle
des Abfließens des Feinanteils aus der Feinanteilabsiebung
· Sichtkontrolle
Gasfackel (Propan-Stützflamme muss brennen)
· Flanschverbindungen
auf Dichtheit prüfen
Durch Schwingungen verursacht infolge
von Druckstößen, zum Beispiel bei Intensivreinigung des Filtersackes in der
Biomassevergasungsanlage, kann es zum Aufreiben der Flanschdichtungen im
Bereich des Gas-Gas-Wärmeübertragers kommen.
Während der Projektlaufzeit wurden am Interimsversuchsstand
Testmessungen sowie erste längere Messungen mit Latentwärmespeichern
durchgeführt. Die Messungen, die für die Einrichtung und Überprüfung der
Peripherie und Messtechnik des Versuchsstandes dienten, werden nicht einzeln
aufgelistet. Das Hauptaugenmerk liegt im Folgenden auf den durchgeführten
längeren Messungen.
Es standen zwei Latentwärmespeicher (gefüllt mit Paraffin
bzw. Natriumacetat) zur Verfügung, mit denen insgesamt drei Messfahrten
durchgeführt wurden. Die Messwertaufnahme umfasste die Temperaturen des
Heizmediums (Warmwasser) am Ein- und Austritt des Speichers sowie den
Volumenstrom des Heizmediums im Vorlauf.
Wegen eines Defekts am Paraffinspeicher während des
Entladezyklus der ersten Messfahrt konnten für diesen Speicher nur einmalig
Messdaten und auch nur für den Beladezyklus aufgenommen werden.
Ausgehend von den intervallweise  aufgezeichneten
Messwerten von Volumenstrom
aufgezeichneten
Messwerten von Volumenstrom  und
Temperaturdifferenz
und
Temperaturdifferenz  zwischen Vor-
und Rücklauf des Wärmeträgermediums werden die speicherspezifischen Kenndaten
(Speicherkapazität und Speicherdichte) bestimmt. Zunächst wird die in einem
Intervall vom Speicher aufgenommene bzw. abgegebene Wärmemenge mit Hilfe der
Dichte
zwischen Vor-
und Rücklauf des Wärmeträgermediums werden die speicherspezifischen Kenndaten
(Speicherkapazität und Speicherdichte) bestimmt. Zunächst wird die in einem
Intervall vom Speicher aufgenommene bzw. abgegebene Wärmemenge mit Hilfe der
Dichte  sowie der spezifischen
Wärmekapazität
sowie der spezifischen
Wärmekapazität 
|

|
(3- 1)
|
berechnet. Die beiden Stoffwerte Dichte und Wärmekapazität
werden bei vorherrschenden Heizmediendruck und mittlerer Heizmedientemperatur
(Vor- und Rücklauf) ermittelt. Je nach Intervallanzahl  , die einen
gesamten Lade- bzw. Entladezyklus bilden, errechnet sich die gesamte Wärmemenge
, die einen
gesamten Lade- bzw. Entladezyklus bilden, errechnet sich die gesamte Wärmemenge
 die zu- bzw.
abgeführt wird mit
die zu- bzw.
abgeführt wird mit
|

|
(3- 2)
|
Dieser Wert ist gleichbedeutend der Speicherkapazität  , wird jedoch
in der Maßeinheit kWh angegeben und kann wie folgt umgerechnet werden.
, wird jedoch
in der Maßeinheit kWh angegeben und kann wie folgt umgerechnet werden.
|

|
(3- 3)
|
Die Speicherdichte  ist die je
Kilogramm Speichermasse aufgenommene Wärmemenge währen eines kompletten Zyklus.
Sie wird dementsprechend aus der aufgenommenen Wärmemenge des Speichers und der
Speichermasse
ist die je
Kilogramm Speichermasse aufgenommene Wärmemenge währen eines kompletten Zyklus.
Sie wird dementsprechend aus der aufgenommenen Wärmemenge des Speichers und der
Speichermasse  gebildet.
gebildet.
|

|
(3- 4)
|
Aus den nachfolgenden Tabelle 3‑2 bis Tabelle 3‑4 gehen alle relevanten Werte für eine Auswertung der Versuche
Messfahrt I, II und III hervor. Bei den Messfahrten wurde die Dauer der
Be- und Entladung durch die Temperaturdifferenz des Heizmediums (∆T)
bestimmt. Der Speicher galt als vollständig geladen, wenn sich während des
Ladezyklus die Rücklauftemperatur der Vorlauftemperatur anglich. Sobald sich
die Rücklauftemperatur der Vorlauftemperatur anglich, galt der Entladevorgang
als abgeschlossen.
Tabelle 3‑2: Werteübersicht
Messfahrt I (24.04.2014) mit Paraffinspeicher
|
Bezeichnung
|
Symbol
|
Einheit
|
Ladezyklus
|
Entladezyklus
|
|
Zeitdauer
|

|
hh:mm
|
05:40
|
-
|
|
Speichermedientemperatur
|

|
°C
|
50
|
-
|
|
Wärmeträgervorlauftemperatur
|

|
°C
|
76
|
-
|
|
Wärmeträgervolumenstrom
|

|
l/min
|
40
|
-
|
|
∆T Heizmedium am
Zyklusende
|

|
K
|
0,3
|
-
|
|
aufgenommene/
abgegebene Wärme
|
 / /
|
MJ
|
77,6
|
-
|
|
Speicherkapazität
|

|
kWh
|
21,5
|
-
|
|
Speicherdichte
|

|
kJ/kg
|
67,8
|
-
|
Tabelle
3‑3: Werteübersicht Messfahrt II (17.-19.06.2014)
Natriumacetatspeicher
|
Bezeichnung
|
Symbol
|
Einheit
|
Ladezyklus
|
Entladezyklus
|
|
Zeitdauer
|
|
hh:mm
|
26:00
|
23:08
|
|
Speichermedientemperatur
|
|
°C
|
22
|
74
|
|
Wärmeträgervorlauftemperatur
|
|
°C
|
76
|
20
|
|
Wärmeträgervolumenstrom
|
|
l/min
|
10
|
10
|
|
∆T Heizmedium am
Zyklusende
|
|
K
|
0,8
|
0,4
|
|
aufgenommene/
abgegebene Wärme
|
/
|
MJ
|
241,7
|
228,0
|
|
Speicherkapazität
|
|
kWh
|
67,1
|
63,3
|
|
Speicherdichte
|
|
kJ/kg
|
238,1
|
224,6
|
Tabelle 3‑4: Werteübersicht
Messfahrt III (09.-11.07.2014) Natriumacetatspeicher
|
Bezeichnung
|
Symbol
|
Einheit
|
Ladezyklus
|
Entladezyklus
|
|
Zeitdauer
|
|
hh:mm
|
8:14
|
24:15
|
|
Speichermedientemperatur
|
|
°C
|
45
|
74
|
|
Wärmeträgervorlauftemperatur
|
|
°C
|
76
|
20
|
|
Wärmeträgervolumenstrom
|
|
l/min
|
10
|
10
|
|
∆T Heizmedium am
Zyklusende
|
|
K
|
5,0
|
0,1
|
|
aufgenommene/
abgegebene Wärme
|
/
|
MJ
|
139,5
|
131,7
|
|
Speicherkapazität
|
|
kWh
|
38,8
|
36,6
|
|
Speicherdichte
|
|
kJ/kg
|
137,5
|
129,8
|
Messfahrt I
Innerhalb des Ladezyklus wurde die vom Hersteller mit
1.280 l angegebene Speichermasse von 50°C auf 74°C erwärmt (vgl. Abbildung 3‑1). Dazu war eine Zeit von annähernd sechs Stunden erforderlich.
Die aus dem Volumenstrom sowie den Vor- und Rücklauftemperaturen des
Heizmediums errechnete Wärmemenge belief sich für den angegebenen
Temperaturbereich auf 77,6 MJ. Daraus ließ sich eine Speicherkapazität mit
21,5 kWh berechnen. Da keine Angabe über den Schmelzpunkt des eingesetzten
Paraffins bekannt war, konnte dafür nur ein allgemeiner Bereich von 50°C bis
60°C angegeben werden. Während der Messfahrt wurde demzufolge der gesamte
Schmelzbereich des Paraffins abgedeckt. Laut den Herstellerangaben soll der
Speicher im Temperaturbereich von 5…98°C eine Speicherkapazität von
398 kWh aufweisen. Der Großteil davon wird während dem Phasenwechsel
gespeichert bzw. freigesetzt. Dieser wurde während der Messfahrt komplett
durchschritten und es konnten als Ergebnis lediglich 21,5 kWh an Wärme
gespeichert werden. Die Speicherfähigkeit in den beiden sensiblen Abschnitten
unter bzw. über dem Schmelzbereich belief sich lediglich auf einen Bruchteil
der Speicherfähigkeit während des Phasenwechsels.
Die angegebene Speicherkapazität des Herstellers wurde nicht
annähernd erreicht. Begründet werden kann dies in erster Linie mit dem
konstruktiven Aufbau des Wärmeübertragers und dem damit einhergehenden
schlechten Wärmeübergang an das Speichermedium. Denkbar wäre aber auch eine
falsche Berechnung der Speicherkapazität des Herstellers.
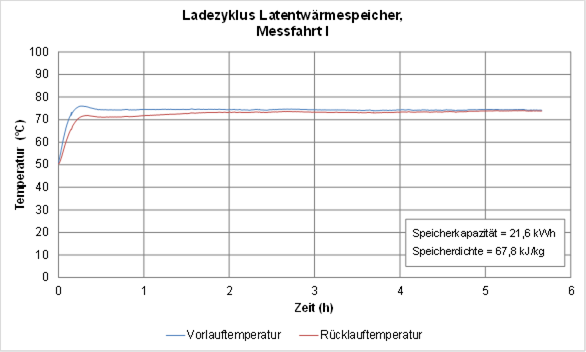
Abbildung
3‑1: Ladezyklus Messfahrt I
Für den Entladezyklus können keine Werte angegeben werden,
da währenddessen ein Defekt am Speicher auftrat. Es kam zu einer Verringerung
des Heizmedienvolumens innerhalb des geschlossenen Heizkreises. Die Ursache
dafür war ein beschädigter Kunststoff-Wärmeübertrager innerhalb der
Speichermasse. Vermutlich kam es durch eine fehlerhafte Anordnung des
Wärmeübertragers innerhalb des Speichers (horizontale anstatt vertikale
Ausrichtung) zu erhöhten mechanischen Spannungen, da das sich um die
Kunststoffrohre befindliche Speichermaterial während des Phasenwechsels, bei
der Schmelze, ausdehnte. In Folge dessen kam es zu einer Überbeanspruchung und
damit zu einem Bruch an verschiedenen Fügestellen des Wärmeübertragers.
Heizmedium und Speichermedium vermischten sich innerhalb des Speichers, was zu
dem Abfall des Füllstandes im Heizkreislauf führte. An diesem Speicher konnten
aufgrund dieses irreparablen Defekts keine weiteren Untersuchungen durchgeführt
werden.
Nachfolgend aufgeführte Mängel des Speichers, die aufgrund
dessen erkannt wurden, bilden die Grundlage für zukünftige Verbesserungen:
1.
Um die horizontal angeordneten Wärmeübertragerrohre schmilzt das
Speichermedium und vergrößert sein Volumen. Das geschmolzene Speichermedium
kann sich durch das umgebende feste Speichermedium nicht ausdehnen, was zu
Spannungen innerhalb der Struktur führt.
Lösungsweg:
Eine vertikale Anordnung der Wärmerohre, um das Ausdehnen des Speichermediums
in die gleiche Richtung zu ermöglichen.
2.
Der Wärmeübertrager ist in das Speichermedium eingebettet. Dadurch wird
eine detaillierte Aussage über den zeitlichen Verlauf des Schmelzens erschwert.
Lösungsweg:
Durch die Befüllung der Rohre mit dem Speichermedium und die Umströmung dieser
mit dem Wärmeträgermedium, wird das Aufschmelzen beherrschbarer und
simulierbar. Durch den festen Durchmesser des Rohres ist eine genaue Berechnung
möglich.
Messfahrt II
Während dieser Versuchsfahrt (vgl. Abbildung
3‑2) wurde der mit 1015 kg Natriumacetat gefüllte
Latentwärmespeicher von einer Umgebungstemperatur von 22 C auf 74°C
aufgeladen und anschließend wieder auf 22°C entladen. Der gesamte
Versuchszeitraum belief sich auf etwas mehr als 49 Stunden.
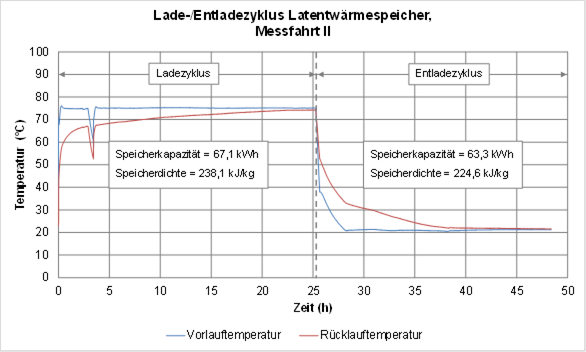
Abbildung 3‑2: Messfahrt II mit Vor- und Rücklauftemperatur für Lade- und Entladezyklus
Durch die Herstellerangabe der Schmelztemperatur von 58°C
konnte die Wärmespeicherung in folgende Abschnitte unterteilt werden:
1.
Sensible Wärmespeicherung des festen Speichermaterials von 22°C auf 58°C
2.
Latente Wärmespeicherung während des Phasenwechsels bei 58°C
3.
Sensible Wärmespeicherung des flüssigen Speichermaterials von 58°C auf
74°C
Innerhalb des gesamten Ladezyklus nahm der Speicher eine
Wärmemenge von 241,7 MJ auf. Umgerechnet führte das zu einer
Speicherkapazität von 67,1 kWh im angegebenen Temperaturbereich von 22°C
bis 74°C. Laut den Herstellerangaben kann mit diesem Speicher eine Speicherkapazität
von 122 kWh im Bereich von 40…100°C erreicht werden. Vergleicht man diese
Angaben, so bleibt festzuhalten, dass nur knapp die Hälfte der angegebenen
Speicherkapazität erreicht werden konnte. Durch den unbekannten inneren Aufbau
des Latentwärmespeichers können jedoch keine Rückschlüsse auf eventuelle
Konstruktionsmängel gezogen werden.
Der Wärmeübergang innerhalb des Natriumacetat-Wärmespeichers
funktioniert im Vergleich zum Paraffinspeicher jedoch deutlich besser. Dies ist
an der Temperaturspreizung des Heizmediums während des Ladevorganges erkennbar.
Ist diese gering, wird weniger Wärme an das Speichermedium abgegeben. Steigt
die Temperaturdifferenz an, bedeutet dies, dass dementsprechend mehr Wärme
abgegeben wird, wodurch automatisch die Temperatur des Rücklaufes sinkt.
Der Unterschied von 3,8 kWh in der Speicherdichte
zwischen Lade- und Entladezyklus kann auf Wärmeverluste während des
Versuchszeitraums zurückgeführt werden. Umgerechnet bedeutet dies, dass
innerhalb von 49 Stunden insgesamt eine Leistung von ca. 80 W an
die Umgebung abgegeben wurde. Dieser Verlust wird als akzeptabel angesehen.
Eine Einsparung an Wärmeverlusten könnte durch die Isolierung der Bodenplatte
des Speichers erzielt werden.
Messfahrt III
Bei der zweiten Messfahrt mit dem Natriumacetat-Wärmespeicher
wurde eine Variation der Ladedauer durchgeführt (vgl. Abbildung
3‑3). Diese wurde von 26 Stunden (vgl. Messfahrt II) auf reichlich
acht Stunden gesenkt. Innerhalb diesem Zeitraum wurde vom Speicher eine
Wärmemenge von 139,5 MJ aufgenommen. Im Vergleich zur Messfahrt II
entsprach das einer 58%-igen Ladung. Ob zu dieser Zeit der Phasenwechsel
bereits abgeschlossen war, kann nicht gesagt werden. Dazu wäre eine
Kerntemperaturmessung notwendig gewesen, welche erst im Hauptversuchsstand zum
Einsatz kommt.
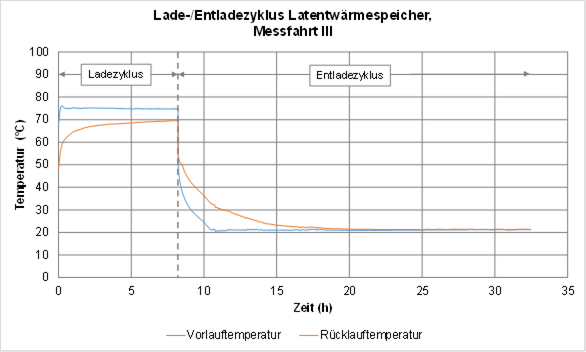
Abbildung
3‑3: Messfahrt III mit Vor- und Rücklauftemperaturen für Lade-
und Entladezyklus
In der Abbildung 3‑3 ist, wie auch in Abbildung 3‑2, erkennbar, dass die Vorlauftemperatur des Heizmediums während
des Ladevorganges sehr schnell der Sollwertvorgabe folgte. Zu Beginn der
Entladung war die Temperaturdifferenz zwischen Rück- und Vorlauf für das
Temperiergerät zu groß. Die vorhandene Kühlleistung reichte nicht aus, um den
eingestellten Volumenstrom mit dieser Temperaturdifferenz zu kühlen. Somit
wurde erst nach drei Stunden der Sollwert des Vorlaufes erreicht.
Die Differenz zwischen den Speicherkapazitäten kann erneut
auf die Wärmeverluste an die Umgebung zurückgeführt werden. Umgerechnet auf den
gesamten Versuchszeitraum betrugen diese knapp 70 W.
Mit Hilfe des Interimsaufbaus konnten wichtige Informationen
in Bezug auf den konstruktiven Aufbau des Hauptversuchsstandes abgeleitet
werden. Die Auswertung der Messfahrten hat mögliche zukünftige
Untersuchungsschwerpunkte hervorgehoben. So kann mit Variation der Lade- bzw.
Entladedauer eine Kennlinie in Bezug auf die Speicherkapazität ermittelt
werden. Ebenfalls ist das dynamische Verhalten des Speichers bei schnell
wechselnden Zyklen von großer Bedeutung. Die Auswertung des Schadens am
Paraffinspeicher hat grundlegende Mängel im konstruktiven Aufbau zu Tage
gefördert. Auf Basis dieses Wissens konnte ein neuer Speicher konstruiert und
gefertigt werden (vgl. Kapitel 1.2 Hauptkomponenten).
Wie in Kapitel 2.2.3.4 beschrieben erfolgt die Datenablage
in einer Access-Datenbank. Für die einheitliche Beschreibung der Datenspalten
wurde zusätzlich aus dem Messstellenplan ein Header mit Beschreibung des
Stoffstromes und Angabe der Einheit entwickelt, der in die aus der Datenbank
exportierten Tabellenblätter integriert wird. Schlussendlich steht der
Auswertung ein Excel-basierter Datensatz zur Verfügung in dem folgende
Tabellenblätter enthalten sind.
·
Logbuch
(Beschreibung der Versuchsfahrt)
·
Gasanalyse
(Temperaturen, Volumenströme, Produktgaszusammensetzung, Anlagenstatus)
·
DCON
(Temperaturen, Volumenströme, Sensorwerte)
·
Vergaser
(Betriebsstunden, Temperaturen, Drücke, Anlagenstatus)
·
Leistungszähler
(elektrische Leistungen)
·
Sauter (Gebäudeleittechnik)
(Temperaturen, Massenströme, Wärmemengen, Anlagenstatus)
·
Sonstiges
(Temperaturen, Volumenströme)
·
Abgasanalyse
(Temperaturen, Gaszusammensetzung)
Abbildung 3‑4 stellt beispielhaft die zuvor
beschriebene Darstellungsform mit einem Auszug der zur Verfügung stehenden
Messdaten dar.
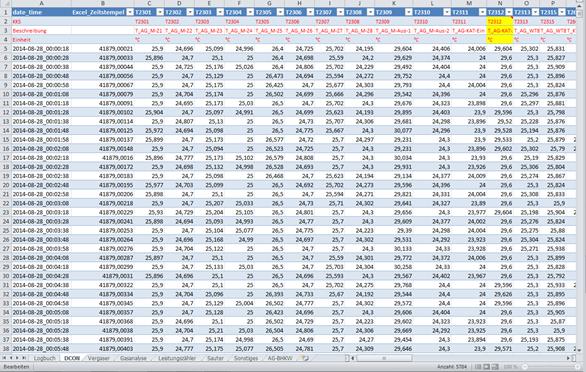
Abbildung
3‑4: Beispielhafter Auszug der aus der Access-Datenbank
exportierten Tabellenblätter mit den Versuchsdaten
Die Versuchsauswertung beinhaltet im Wesentlichen die Darstellung
und Interpretation der Messwerte und die Berechnung von zusätzlichen
Prozessparametern aus den Messwerten. Weiterhin wurde der (quasi-) stationäre
Prozesszustand ermittelt. Stationär bedeutete dabei vor allem, dass kein
stetiger Trend in den Parameterverläufen erkennbar war. Eine streng
mathematische Bewertung der Stationarität wurde durch stark verrauschte Signale
und Rückwirkungen prozessimmanenter Unstetigkeiten (z.B. zyklische
Verschmutzung und Reinigung des Filters) erschwert. Die Bewertung der
Stationarität erfolgte daher ausschließlich visuell.
Biomassetrocknungsanlage
Für die exemplarische Auswertung wurde der Versuch vom
13.06.2014 ausgewählt. Der Versuchszeitraum belief sich hierbei von
08:37 Uhr bis 15:35 Uhr. Während des Versuches waren Vergaser, BHKW
und Trockner (mit zwischenzeitlichen Stillstand von 11:33 bis 12:35 Uhr)
sowie die gesamte Messtechnik in Betrieb. Die Produktgas-Analyse hatte zwei
Störungen. Die Erste um 09:25 Uhr wurde durch einen defekten Gasschlauch
hervorgerufen und war um 09:37 Uhr wieder behoben. Die zweite Störung trat
um 14:42 Uhr durch eine verdreht eingebaute Schlauchpumpe auf. Nach dem
Freispülen mit Stickstoff ging die Produktgas-Analyse um 15:23 Uhr wieder
in Betrieb. Die Abgas-Analyse wurde gegen 14:45 Uhr kurzzeitig außer
Betrieb genommen, um Bestandteile der Vorfiltergarnitur zu wechseln.
Ausgehend vom Versuchszeitraum (08:37-15:35 Uhr), dem
zwischenzeitlichen Abschalten des Trockners (11:33-12:35 Uhr) und der
Auswertung der wesentlichen Prozessparameter wurde der Zeitraum für die
Auswertung des stationären Zustandes auf 12:35 bis 15:35 Uhr festgelegt.
Für diesen Zeitraum wurden die Mittelwerte der diversen stationären Messwerte
ermittelt und im Anschluss die Bilanzierung durchgeführt (vgl. Kapitel 3.5.2)
Biomassevergasungsanlage
Für die exemplarische Auswertung wurde der Versuch vom
03.07.2014 ausgewählt. Der Versuchszeitraum belief sich hierbei von
08:10 Uhr bis 18:50 Uhr. Während des Versuches waren Vergaser, BHKW
und Trockner (mit zwischenzeitlichen Stillstand) in Betrieb. Die gesamte
Messtechnik war ohne Störungen in Betrieb, nur die Abgas-Analyse wurde gegen
16:00 Uhr vorfristig ausgeschaltet.
Ausgehend vom Versuchszeitraum (08:10-18:50 Uhr), dem
zwischenzeitlichen Abschalten des Trockners (13:20-15:45 Uhr), dem
Abschaltens der Analyse des BHKW-Abgases (ca. 16:00 Uhr) und der
Auswertung der wesentlichen Prozessparameter wurde der Zeitraum für die
Auswertung des stationären Zustandes auf 12:15 bis 13:15 Uhr festgelegt.
Für diesen Zeitraum wurden die Mittelwerte der diversen stationären Messwerte
ermittelt und im Anschluss die Bilanzierung durchgeführt (vgl. Kapitel 3.5.3)
Wesentliche Hinweise zum Versuch wurden im entsprechenden
Logbuch (Abbildung 3‑5) festgehalten.
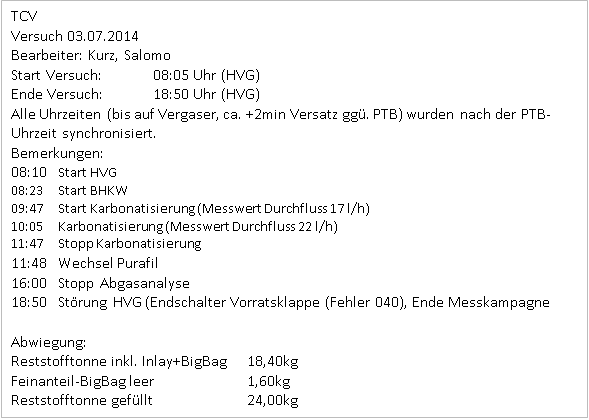
Abbildung
3‑5: Notizen aus dem Logbuch
Stoffwerte:
Universelle (molare) Gaskonstante  8,314472
8,314472

Tabelle
3‑5: Allgemeine stoffspezifische Konstanten
|
Stoff
|
Struktur-formel
|
Molare Masse
kg/kmol
|
Spezifische Gaskonstante
kJ/(kg K)
|
Heizwert
kJ/m³ (i.N.)
|
Heizwert
kJ/kg
|
|
Wasser
Stickstoffmonoxid
Stickstoffdioxid
Kohlenstoff
Kohlenmonoxid
Kohlendioxid
Schwefeldioxid
Schwefel
elementarer Stickstoff
Stickstoff
Wasserstoff
elementarer
Wasserstoff
elementarer
Sauerstoff
Sauerstoff
Methan
Ethen
Ethan
Propan
Benzol
Luft (trocken)
|
H2O
NO
NO2
C
CO
CO2
SO2
S
N
N2
H2
H
O
O2
CH4
C2H4
C2H6
C3H8
C6H6
|
18,015
30,006
46,01
12,0107
28,01
44,01
64,065
32,06
14,0067
28,013
2,016
1,00794
15,9994
31,999
16,043
28,054
30,069
44,096
78,11
28,960
|
0,46153
0,27709
0,18071
0,29684
0,18892
0,12978
0,29681
4,12420
0,25984
0,51826
0,29637
0,27651
0,18856
0,10645
0,28710
|
12.604
10.797
35.796
59.955
64.345
93.210
|
10.103
119.972
50.013
47.146
|
Bezüglich der Produktgasanalysen (Zusammensetzung,
Volumenstrom) werden die Ergebnisse bezogen auf den Normzustand (i.N.)
angegeben. Der Normzustand ist nach DIN 1343 (DIN 1343, 1990) derjenige
Referenzzustand, der durch die Normtemperatur TN = 273,15 K
(tN = 0°C) und den Normdruck pN = 101.325 Pa
festgelegt ist. Das Volumen eines Stoffes im Normzustand (bezogen auf
Normtemperatur und Normdruck) wird als Volumen im Normzustand (m³ (i.N.))
bezeichnet und nach Gleichung (3-5) aus einem Betriebszustand ermittelt werden.
|
|
(3-5)
|
Der chemische Energiestrom von Brennstoffmassenströmen kann
mit Hilfe von Gleichung (3-6) aus dem ermittelten Massenstrom und dem
massenbezogenen Heizwert des Stoffgemisches errechnet werden.
|
|
(3-6)
|
Der Heizwert des Produktgases kann mit Hilfe von Gleichung (3-7) aus den gemessenen Produktgaszusammensetzungen errechnet werden, wobei c die
Volumen- oder Massenkonzentration und Hi der volumen- oder
massenbezogene Heizwert der jeweiligen Komponente ist.
|
|
(3-7)
|
Die Umrechnung einer Volumenkonzentration in eine
Massenkonzentration erfolgt nach Gleichung (3-8).
|
|
(3-8)
|
Um die gemessenen Gasvolumenströme in Massenströme umrechnen
zu können, wird die jeweilige Dichte des Gases an der Messstelle benötigt. Mit
der Vereinfachung das ein ideales Gasgemisch vorhanden ist, kann die
nachfolgende Zustandsgleichung des idealen Gases (3-9)
zur Berechnung der Gasdichte angewendet werden.
|

|
(3-9)
|
Die spezifische Gaskonstante  des jeweiligen
Gasgemisches lässt sich wiederum unter Verwendung der universellen molaren
Gaskonstante und Gleichung (3-10) ermitteln.
des jeweiligen
Gasgemisches lässt sich wiederum unter Verwendung der universellen molaren
Gaskonstante und Gleichung (3-10) ermitteln.
|
|
(3-10)
|
Die in einem Gasstrom gespeicherte thermische Energie kann
unter Berücksichtigung des entsprechenden Gasmassenstromes, der spezifischen
isobaren Wärmekapazität des Gasgemisches und der Temperaturdifferenz mit
Gleichung (3-11) berechnet werden.
|
|
(3-11)
|
Für die Bewertung der Anlageneffizienz wurden folgende
Kriterien in Betracht gezogen:
·
Kaltgaswirkungsgrad
Der Kaltgaswirkungsgrad nach Gleichung (3-12)
beschreibt das Verhältnis der dem Vergaser zugeführten Energie (aus chemischer
Brennstoffenergie und Massenstrom) und der mit dem Produktgas abgeführten
chemischen Energie. Aufgrund der alleinigen Berücksichtigung der chemisch
gebundenen Energie wird dieses Kriterium als Kaltgaswirkungsgrad bezeichnet.
|
|
(3-12)
|
|
|
|
·
Elektrischer Wirkungsgrad BHKW (brutto)
Der elektrische BHKW-Bruttowirkungsgrad nach Gleichung (3-16) gibt die Güte der Energieumsetzung im BHKW an und entspricht dem Verhältnis
der zur Verfügung gestellten elektrischen Energie zu der im Produktgas chemisch
gebundenen Energie an.
|
|
(3-13)
|
|
|
|
·
Elektrischer Wirkungsgrad BHKW (netto)
Der elektrische BHKW-Nettowirkungsgrad nach Gleichung (3-14) gibt die Güte der Energieumsetzung im BHKW an und entspricht dem Verhältnis
der zur Verfügung gestellten elektrischen Energie zu der im Produktgas chemisch
gebundenen Energie an. Dabei wird der Nettowirkungsgrad definiert, der
zusätzlich den elektrischen Eigenbedarf des BHKW berücksichtigt.
|

|
(3-14)
|
|
|
|
·
Thermischer Wirkungsgrad BHKW (unter Vernachlässigung der
thermischen Leistung der Motorluft)
Der thermische BHKW-Wirkungsgrad nach Gleichung (3-15) gibt das Verhältnis der durch das BHKW zur Verfügung gestellten thermischen
Energie zu der im Produktgas chemisch gebundenen Energie an.
|
|
(3-15)
|
|
|
|
·
Elektrischer Wirkungsgrad Gesamtanlage (brutto)
Der elektrische Anlagennettowirkungsgrad nach Gleichung (3-16) gibt das Verhältnis der zur Verfügung gestellten elektrischen Energie zu der
im Brennstoff chemisch gebundenen Energie an.
|
|
(3-16)
|
|
|
|
·
Elektrischer Wirkungsgrad Gesamtanlage (netto)
Der elektrische Anlagennettowirkungsgrad nach Gleichung (3-17) gibt das Verhältnis der zur Verfügung gestellten elektrischen Energie zu der
im Brennstoff chemisch gebundenen Energie an. Dabei wird der Nettowirkungsgrad
definiert, der zusätzlich den elektrischen Eigenbedarf der Anlage
berücksichtigt.
|
|
(3-17)
|
|
|
|
·
relativer Nutzwärmegewinn (Gesamtanlage)
Der relative Nutzwärmegewinn nach Gleichung (3-18) gibt das Verhältnis der durch die Gesamtanlage zur Verfügung gestellten
thermischen Energie zu der im Brennstoff chemisch gebundenen Energie an.
|
|
(3-18)
|
|
|
|
·
Brennstoffausnutzungsgrad
Die Berechnung des Brennstoffnutzungsgrades nach Gleichung (3-19) erfolgt aus dem Verhältnis der genutzten Energieströme (Strom, Wärme) und der
eingesetzten chemischen Energie des Brennstoffes. Durch die Beachtung des
Eigenbedarfs (elektrisch) kann in diesem Fall von einem Nettowirkungsgrad
ausgegangen werden.
|

|
(3-19)
|
|
|
|
Für den Bilanzraum „Trockner“ sind drei Fluidströme
festzuhalten, auf deren Berechnungsgrundlagen nachfolgend eingegangen wird.
Diese drei Medien sind im Einzelnen:
·
das Trocknungsgut Holzhackschnitzel
·
das Trocknungsmittel Luft
·
das Heizmittel Warmwasser
Trocknungsgut
Die HHS werden manuell beprobt und anschließend im Labor für
Brennstoffanalytik tagesaktuell analysiert. Für die Bilanzierung der
Trocknungsanlage ist dabei die Ermittlung des Wassergehaltes und des Brenn-
sowie Heizwertes entscheidend.
Der Wassergehalt der manuell entnommenen Brennstoffproben
wird nach DIN 51718 (DIN 51718, 2002) im Trockenschrank ermittelt. Die zugrunde
liegende Berechnungsformel lautet wie folgt:
|

|
(3- 20)
|
wobei:
|
 … dem
Probenahme-Zustand und … dem
Probenahme-Zustand und
|
|
|
 … dem
Zustand nach der Trocknung in Trockenschrank entspricht. … dem
Zustand nach der Trocknung in Trockenschrank entspricht.
|
Aus den im Labor ermittelten Wassergehalten lassen sich mit
den Gleichungen (3-21) und (3-22) anschließend die Anteile des enthaltenen
Wassers und dem absolut trockenen Holz (Trockensubstanz TS) bestimmen.
|
|
(3-21)
|
|

|
(3-22)
|
aus:
Über den Versuchszeitraum lässt sich die Gesamt-OUTPUT-Masse
der HHS, aber nicht die Gesamt-INPUT-Masse bestimmen. Über den Ansatz, dass
über den gesamten Versuchszeitraum gleich bleibt, lässt sich
mit Kenntnis des Anfangs- und Endwassergehalts, ausgehend von Gleichung (3-22) die GESAMT-INPUT-Masse an HHS nach Gleichung (3-23)
berechnen.
|

|
(3-23)
|
Bezieht man die Gesamtmassen auf die Versuchsdauer erhält
man nach Gleichung (3-24) die durchschnittlichen Massenströme.
|
|
(3-24)
|
Zur Ermittlung des Brennwerts der HHS-Probe wird ein
Bombenkalorimeter genutzt. Die Bestimmung erfolgt nach DIN 51900 (DIN 51900, 2000). Die Umrechnung des analytisch bestimmten Brennwerts auf den Heizwert
erfolgt nach DIN 51900-1 (DIN 51900-1, 2000) unter Kenntnis des
Wassergehaltes und des H-Anteiles der HHS-Probe. Der Gehalt an Kohlenstoff (C),
Wasserstoff (H), Stickstoff (N), Schwefel (S) und Sauerstoff (O) wird mit Hilfe
einer Elementaranalyse nach DIN 15104 (DIN 15104, 2011) gemessen, wobei der
Sauerstoff-Anteil nach Abzug des Asche-Anteils als Differenz zu 100 rechnerisch
ermittelt wird. Die Umrechnung erfolgt nach Gleichung (3-25).
|

|
(3-25)
|
|
|
|
|
|
|
 Heizwert
(konstanter Druck), Analysenzustand
Heizwert
(konstanter Druck), Analysenzustand
 Brennwert
(konstanter Druck), Analysenzustand
Brennwert
(konstanter Druck), Analysenzustand
 Wasserstoffgehalt,
wasser-asche-freier-Zustand
Wasserstoffgehalt,
wasser-asche-freier-Zustand
|
|
(3- 26)
|
 Wasserstoffgehalt,
Analysenzustand
Wasserstoffgehalt,
Analysenzustand
 Aschegehalt,
Analysenzustand
Aschegehalt,
Analysenzustand
 Wassergehalt,
Analysenzustand
Wassergehalt,
Analysenzustand
Die durch das Trocknungsgut aufgenommene thermische Leistung
berechnet sich nach Gleichung (3-27) aus dem Produkt von Massestrom und der
Enthalpiedifferenz der Holzhackschnitzel.
Trocknungsmittel
Zur Berechnung der Zustandsgrößen der feuchten Luft werden
die an der Trocknungsanlage vorhandenen Messstellen für die Temperatur , den
Volumenstrom und die
relative Feuchte
, den
Volumenstrom und die
relative Feuchte  genutzt.
genutzt.
Die für die Bilanzierung notwendigen Zustandsgrößen sind:
Enthalpien der feuchten Luft als Funktion von Druck und
Temperatur des jeweiligen Zustandspunkts i
|

|
(3- 28)
|
und die spezifische Volumina der feuchten Luft als Funktion
von Druck und Temperatur des jeweiligen Zustandspunkts i
|

|
(3- 29)
|
Zur Ermittlung der Zustandsgrößen wird das
Stoffwertberechnungsprogramm für feuchte Luft namens „LibFLUFT“ genutzt.
Mit diesem Stoffwertberechnungsprogramm lassen sich die
luftmasse-spezifischen Größen nach Mollier ermitteln, die wiederum nach Gleichung
(3-32) und (3-33) in die spezifischen Größen umgerechnet werden können. Die
luftmasse-spezifischen Größen sind auf den Masseanteil der trockenen Luft
bezogen, da dieser während des Prozesses konstant bleibt, und werden mit „1+x“
im Indiz gekennzeichnet.
Die Luftmasse-spezifischen Enthalpien der feuchten Luft
berechnen sich nach
|
|
(3- 30)
|
analog die Luftmasse-spezifischen Volumina der feuchten Luft
aus
|
|
(3- 31)
|
Die Umrechnung der Luftmasse-spezifischen in die
spezifischen Zustandsgrößen erfolgt mit den Gleichungen (3-32)
und (3-33).
|
|
(3-32)
|
|
|
(3-33)
|
Die absolute Feuchte xw ist ebenso ein Stoffwert,
der nach Mollier mit Hilfe des Stoffwertberechnungsprogrammes als Funktion des
Drucks, der Temperatur und der relativen Feuchte nach Gleichung (3-34) ermittelt werden kann.
|
|
(3-34)
|
Zur Auswertung kann die Messgröße „Volumenstrom“ mit Hilfe
der Stoffwerte normiert oder in den Massestrom der feuchten Luft umgerechnet
werden. Zur Normierung wird die Gleichung (3-5)
genutzt, wobei der Indizes „N“ für den Normzustand steht, die Größen ohne
Indizes dem gemessenen Betriebszustand der Anlage entspricht.
Zur
Berechnung des Massestroms der feuchten Luft werden die Gleichungen (3-35) - (3-37) benutzt.
Die durch das Trocknungsmittel dem Trocknungsprozess
zugeführte thermische Leistung berechnet sich nach Gleichung (3-42)
aus dem Produkt von Massestrom und der Enthalpiedifferenz der feuchten Luft.
|

|
(3- 38)
|
Heizmittel
Zur Berechnung der Zustandsgrößen des Warmwassers werden die
an der Trocknungsanlage vorhandenen Messstellen für die Temperatur, den
Volumenstrom und die
Wärmemenge Q genutzt.
Die für
die Bilanzierung notwendigen Zustandsgrößen sind:
Enthalpien
des Wassers (i…Zustandspunkt)
|

|
(3- 39)
|
und die spezifische
Volumina des Wassers (i…Zustandspunkt)
|

|
(3- 40)
|
Zur Ermittlung der Zustandsgrößen wird das
Stoffwertberechnungsprogramm für Wasser und Wasserdampf namens „LibIF97“ genutzt.
Zur
Berechnung des Wassermassestroms wird die Gleichung (3-41)
verwendet.
|
|
(3-41)
|
Die durch das Heizmittel dem Trocknungsprozess zugeführte
thermische Leistung berechnet sich nach Gleichung (3-42)
aus dem Produkt von Massestrom und der Enthalpiedifferenz des Warmwassers.
|

|
(3-42)
|
Mit den für den Versuchszeitraum
ermittelten Prozessdaten ist die Berechnung von Anlagenkenngrößen zur
Beschreibung der Trocknungsprozessgüte und deren Vergleich mit anderen
Biomassetrocknungsanlagen möglich. Für die Bewertung der Anlageneffizienz
wurden folgende Kriterien in Betracht gezogen:
·
Thermischer Energiebedarf (bezogen auf GESAMT-INPUT-Masse der
HHS)
Die Berechnung des auf das Trocknungsgut bezogenen
thermischen Energiebedarfes nach Gleichung (3-43)
erfolgt aus dem Verhältnis der bezogenen Trocknungswärme und der Gesamtmasse
der zu trocknenden HHS.
|
|
(3-43)
|
|
|
|
·
Thermischer Energiebedarf (bezogen auf Masse des ausgetriebenen
Wassers)
Die Berechnung des auf das ausgetriebene Wasser bezogenen
thermischen Energiebedarfes nach Gleichung (3-44)
erfolgt aus dem Verhältnis der bezogenen Trocknungswärme und der Gesamtmasse
des ausgetriebenen Wassers.
|
|
(3-44)
|
|
|
|
·
Elektrischer Energiebedarf (bezogen auf GESAMT-INPUT-Masse der
HHS)
Die Berechnung des auf das Trocknungsgut bezogenen
elektrischen Energiebedarfes nach Gleichung (3-45)
erfolgt aus dem Verhältnis der bezogenen elektrischen Arbeit und der
Gesamtmasse der zu trocknenden HHS.
|
|
(3-45)
|
|
|
|
·
Elektrischer Energiebedarf (bezogen auf Masse des ausgetriebenen
Wassers)
Die Berechnung des auf das Trocknungsgut bezogenen
elektrischen Energiebedarfes nach Gleichung (3-46)
erfolgt aus dem Verhältnis der bezogenen elektrischen Arbeit und der
Gesamtmasse des ausgetriebenen Wassers.
|
|
(3-46)
|
|
|
|
In Kapitel 3.2.2.1 wurde für die Auswertung des stationären
Zustandes der Versuch vom 13.06.2014 mit dem Zeitraum 12:35 bis 15:35 Uhr
ausgewählt. In Tabelle 3‑6 werden die für den Auswertungszeitraum
ermittelten stationären Messwerte des Biomassetrocknungsanlage bezogen auf
Trocknungsgut, Trocknungsmittel und Heizmittel dargestellt.
Tabelle
3‑6: Stationäre Messwerte der Trocknungsanlage
|
Medium
|
Parameter
|
KKS
|
Einheit
|
Mittelwert
|
|
Trocknungsgut
Holzhackschnitzel
|
OUTPUT-Masse
|
Manuelle PN
|
kg
|
102,86
|
|
Massenstrom
|
|
kg/h
|
34,29
|
|
Trocknungsmittel
Luft
|
Temperatur
|
T3201
T3202
T3203
|
°C
°C
°C
|
21
70
55
|
|
Volumenstrom
|
F3201
F3202
|
m³/h
m3/h
|
2.343,87
2.344,62
|
|
Relative Feuchte
|
M3201
M3202
|
%
%
|
58,01
16,39
|
|
Heizmittel
Warmwasser
|
Temperatur
|
T3601
T3602
|
°C
°C
|
79
62
|
|
Volumenstrom
|
F3601
|
m³/h
|
1,69
|
|
Wärmemenge
|
U3607
|
kW
|
43,38
|
Biomassevergasungsanlage
In Kapitel 3.2.2.1 wurde für die Auswertung des stationären
Zustandes der Versuch vom 03.07.2014 mit dem Zeitraum 12:15 bis 13:15 Uhr
ausgewählt. In den folgenden Tabellen sind die für diesen Zeitraum erfassten
stationären Messwerte der Biomassevergasungsanlage dargestellt.
Die Versuchsdaten wurden über dem ausgewählten Zeitraum
gemittelt. Die Analyse erfolgte ausschließlich unter Verwendung von Messwerten,
es wurden keine Simulationsergebnisse berücksichtigt. Im Wesentlichen wurden
die Massen- und Energiebilanzen überprüft. Außerdem wurden zusätzliche, nicht
messbare Prozessgrößen, wie z.B. die Wärmeströme einzelner Wärmeübertrager im
Vergaser-Kühlkreis berechnet.
In Tabelle 3‑7 und Tabelle
3‑8 werden die für den Auswertungszeitraum ermittelten stationären
Messwerte des Vergasers bezogen auf Brennstoff, Vergasungsmittel und Produktgas
dargestellt.
Tabelle
3‑7: Stationäre Messwerte des Vergasers
Medium
|
Parameter
|
KKS
|
Einheit
|
Mittelwert
|
|
Holzhack-
schnitzel
|
Masse
|
F1401
|
kg
|
1,73
|
|
Massenintegral (Differenz)
|
F1402
|
kg
|
27,56
|
|
Massenstrom
|
|
kg/h
|
27,56
|
|
Reformer-
zuluft
|
Volumenstrom
|
F1201
|
m³/h
|
45,59
|
|
Temperatur
|
T1201
|
°C
|
39
|
|
Spülluft
|
Volumenstrom
|
F1100
|
m³/h
|
7,90
|
|
Temperatur
|
T1100
|
°C
|
43
|
|
Reformer-
luft
|
Volumenstrom
|
F1202
|
m³/h
|
54,42
|
|
Temperatur
|
T1202
|
°C
|
99
|
|
Gebläseleistung
|
E1702
|
%
|
62,5
|
|
Temperatur (vor WT4)
|
T1202
|
°C
|
99
|
|
Temperatur (nach WT4)
|
T1205
|
°C
|
309
|
|
Temperatur (Reformereintritt)
|
T1206
|
°C
|
336
|
Tabelle
3‑8: Stationäre Messwerte des Vergasers (Fortsetzung)
|
Medium
|
Parameter
|
KKS
|
Einheit
|
Mittelwert
|
|
Produktgas
|
Volumenstrom
|
F1101
|
m³/h
|
109,55
|
|
Druck (Eintritt)
|
P1102
|
mbar
|
35,8
|
|
Druck (Reformeraustritt)
|
P1103
|
mbar
|
-0,73
|
|
Druck(Filtereintritt)
|
P1104
|
mbar
|
-4,51
|
|
Druck(Notfiltereintritt)
|
P1105
|
mbar
|
-16,56
|
|
Druck(Notfilteraustritt)
|
P1106
|
mbar
|
-23,68
|
|
Gaszusammensetzung
|
Q1106_O2
|
Vol.-% tr.
|
0,47
|
|
Q1106_CO
|
Vol.-% tr.
|
25,06
|
|
Q1106_CO2
|
Vol.-% tr.
|
13,50
|
|
Q1106_HC
|
Vol.-% tr.
|
1,57
|
|
Q1106_CH4
|
Vol.-% tr.
|
2,10
|
|
Q1106_H2
|
Vol.-% tr.
|
15,24
|
|
Wassergehalt
|
M1101
|
Vol.-%
|
8,10
|
|
Temperatur (Reformer)
|
T1108
|
°C
|
660
|
|
Temperatur (Reformeraustritt)
|
T1114
|
°C
|
603
|
|
Temperatur (vor WT4)
|
T1102
|
°C
|
671
|
|
Temperatur (vor WT5-1)
|
T1103
|
°C
|
528
|
|
Temperatur (vor WT5-2)
|
T1104
|
°C
|
270
|
|
Temperatur (vor Filter)
|
T1105
|
°C
|
171
|
|
Temperatur (vor WT6)
|
T1106
|
°C
|
103
|
|
Temperatur (vor Notfilter)
|
T1107
|
°C
|
99
|
|
Temperatur (vor Motor)
|
T1125
|
°C
|
63
|
|
Temperatur Filter
|
T1115
|
°C
|
117
|
|
Temperatur Notfilter
|
T1116
|
°C
|
90
|
|
Temperatur vor Motor
|
T1125
|
°C
|
63
|
|
Eigenbedarf Kompressor
|
E1701
|
kW
|
0,11
|
|
Eigenbedarf Vergaser
|
E1703
|
kW
|
1,16
|
|
Fackel
|
Temperatur
|
T4301
|
°C
|
38
|
In Tabelle 3‑9 werden die für den Auswertungszeitraum
ermittelten stationären Parameter des BHKW bezogen auf Motorluft, Motorgas,
elektrische Leistung und Abgas dargestellt.
Tabelle 3‑9: Stationäre Messwerte
des BHKW
|
Medium
|
Parameter
|
KKS
|
Einheit
|
Mittelwert
|
|
Motorluft
|
Volumenstrom
|
F2201
|
m³/h
|
111,36
|
|
Temperatur
|
T2201
|
°C
|
39
|
|
Motorgas
|
O2-Gehalt
|
Q2101
|
Vol.-%
|
15,08
|
|
Temperatur
|
T2101
|
°C
|
48
|
|
elektr. Strom
|
Leistung (netto)
|
E2701
|
kW
|
30,78
|
|
Leistung (brutto)
|
E2702
|
kW
|
30,93
|
|
Abgas
|
Volumenstrom (nach
WT8)
|
F2301
|
m³/h
|
258,31
|
|
Gaszusammensetzung
|
Q2313_CO2
|
Vol.-% tr.
|
14,93
|
|
Q2313_O2
|
Vol.-% tr.
|
3,57
|
|
Temperatur
(Zylinder 1)
|
T2301
|
°C
|
526
|
|
Temperatur (nach
Motor)
|
T2310
|
°C
|
436
|
|
Temperatur (nach
Motor)
|
T2311
|
°C
|
422
|
|
Temperatur (nach
WT8)
|
T2313
|
°C
|
101
|
|
Temperatur (nach
WT8)
|
T2315
|
°C
|
93
|
In Tabelle 3‑10 und Tabelle
3‑11 werden die für den Auswertungszeitraum ermittelten stationären
Parameter der Kühlkreise von Vergaser und BHKW dargestellt.
Tabelle
3‑10: Stationäre Messwerte des Vergaser-Kühlkreises
|
Medium
|
Parameter
|
KKS
|
Einheit
|
Mittelwert
|
|
Kühlkreiswasser
|
Temperatur
(Eintritt)
|
T1601
|
°C
|
77
|
|
Temperatur (nach
WT6)
|
T1602
|
°C
|
79
|
|
Temperatur (vor
Filter)
|
T1603
|
°C
|
79
|
|
Temperatur (nach
Filter)
|
T1604
|
°C
|
78
|
|
Temperatur (vor
WT5-2)
|
T1605
|
°C
|
78
|
|
Temperatur (vor
WT5-1)
|
T1606
|
°C
|
79
|
|
Temperatur (nach
WT5-1)
|
T1607
|
°C
|
82
|
|
Pufferspeicherwasser
|
Volumenstrom
|
F1601
|
m³/h
|
0,50
|
|
Temperatur
(Eintritt)
|
T1609
|
°C
|
67
|
|
Temperatur
(Austritt)
|
T1608
|
°C
|
82
|
|
Wärmestrom
|
U1601
|
kW
|
11,26
|
Tabelle 3‑11: Stationäre Messwerte des
BHKW-Kühlkreises
|
Medium
|
Parameter
|
KKS
|
Einheit
|
Mittelwert
|
|
Kühlkreiswasser
|
Temperatur
(Eintritt)
|
T2601
|
°C
|
69
|
|
Temperatur (nach
Motor)
|
T2602
|
°C
|
76
|
|
Temperatur (nach
Motor)
|
T2603
|
°C
|
75
|
|
Temperatur (nach
Motor)
|
T2604
|
°C
|
78
|
|
Temperatur (nach
Ölkühler)
|
T2606
|
°C
|
70
|
|
Temperatur
(Austritt)
|
T2605
|
°C
|
81
|
|
Pufferspeicherwasser
|
Volumenstrom
|
F2601
|
m³/h
|
2,11
|
|
Temperatur
(Eintritt)
|
T2611
|
°C
|
61
|
|
Temperatur
(Austritt)
|
T2610
|
°C
|
81
|
|
Wärmestrom
|
U2602
|
kW
|
60,18
|
Mit den im vorherigen Kapitel für den jeweils ausgewählten
Auswertungszeitraum dargestellten stationären Messwerten der
Biomassetrocknungs- und der Biomassevergasungsanlage, werden zusätzlich weitere
Versuchsparameter berechnet, in Übersichtstabellen aufgeführt und die
Hauptparameter grafisch dargestellt. Der entsprechende Auswertungszeitraum
wurde in allen folgenden Diagrammen mit einem Rahmen markiert. Die erfassten
und berechneten Parameterdaten wurden im Kapitel 3.5
zur Stoff- und Energiebilanzierung verwendet.
Biomassetrocknungsanlage
Für den Trocknungsprozess wurde Frischluft aus der Umgebung
angesaugt, in einem Luft/Wasser-Wärmeübertrager erwärmt und durch die
Trocknungsgutschüttung geführt. Anschließend wird die Abluft in einem
Trommelfilter vom Feinanteil gereinigt und folgend über einen Abluftkanal über
das Hallendach wieder an die Umgebung abgegeben.
Die Messgrößen für die Trocknungsluft sind:
·
der Volumenstrom, die Temperatur und die relative Feuchte der
angesaugten Umgebungsluft (F3201, T3201, M3201)
·
die Temperatur der angesaugten und vorgewärmten Umgebungsluft
(T3202)
·
der Volumenstrom, die Temperatur und die relative Feuchte der
Abluft aus dem Trocknungsprozess (F3202, T3203, M3202)
Abbildung 3‑6 zeigt die Volumenströme und Abbildung 3‑7 die Temperaturen und relativen Feuchten der angesaugten
Umgebungsluft (Input Biomassetrocknungsanlage) und der Abluft (Output
Biomassetrocknungsanlage). Abbildung 3‑8 stellt die berechneten absoluten
Feuchten der Zu- und Abluft dar.
Nachdem der Trockner ca. 2,5 h in Betrieb war (Ziel war
die vollständige Durchwärmung), wurde er zwischenzeitlich ausgeschaltet
(11:33-12:35 Uhr) und anschließend der Messversuch begonnen. Die
Volumenströme der Zu- und Abluft erreichten kurz nach dem Start der Anlage ihre
stationären Werte, sodass der Auswertungszeitraum auf 12:35 bis 15:35 Uhr
festgelegt wurde. Die Schwankungen der Volumenströme resultieren aus den
prozessbedingten Stellungen der Zu- und Abfuhrklappen des Trocknungsmaterials und
der Streuung des Volumenstromes aufgrund der Rohrdurchmesser. Auch der
zyklische Verlauf von Temperatur (T3203) und relativer Feuchte (M3202) der
Abluft wird durch den zeitlich im Intervall gesteuerten Trocknungsprozess
hervorgerufen.

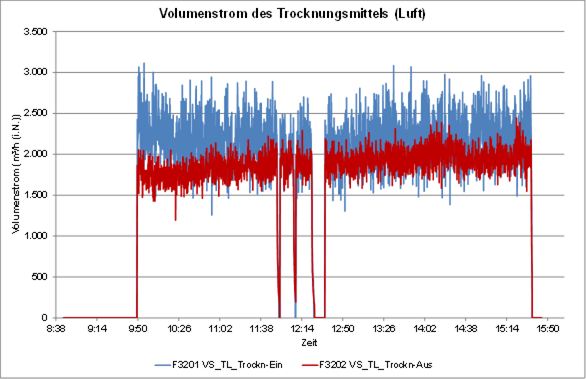
Abbildung 3‑6: Volumenstrom des Trocknungsmittels

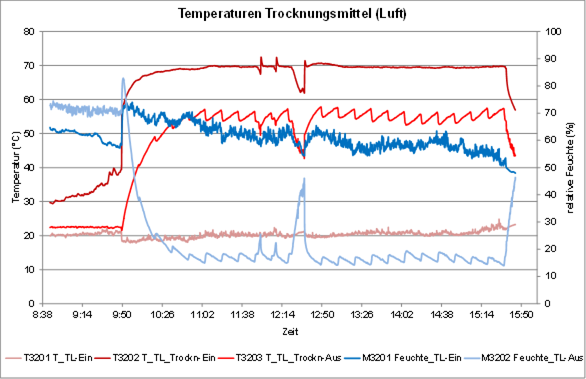
Abbildung
3‑7: Temperaturen und relative Feuchte des Trocknungsmittels
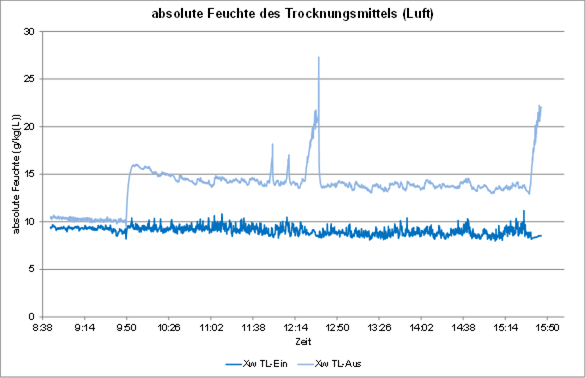
Abbildung
3‑8: absolute Feuchte des Trocknungsmittels
Für die Erwärmung der Frischluft im
Luft/Wasser-Wärmeübertrager wurde als Heizmittel Warmwasser aus dem
Pufferspeicher des Versuchsstandes Biomassevergasung genutzt.
Die Messgrößen für das Warmwasser sind:
·
der Volumenstrom und die Temperatur des aus dem Puffer zur
Verfügung gestellten Warmwassers (T3601, F3601)
·
die Temperatur des Warmwassers nach dem Wärmeübertrager (T3602)
Die zeitlichen Verläufe der Temperaturen des Heizmittels vor
und nach dem Wärmeübertrager und der Volumenstrom in dem Pufferspeicherkreislauf
des Trockners sind in Abbildung 3‑9 dargestellt. Aus diesen Messgrößen
wurde die vom Warmwasser im Wärmeübertrager abgegebene Wärmeleistung berechnet.
Der Verlauf der abgegebenen thermischen Leistung des Heizmittels ist in Abbildung 3‑10 ersichtlich.

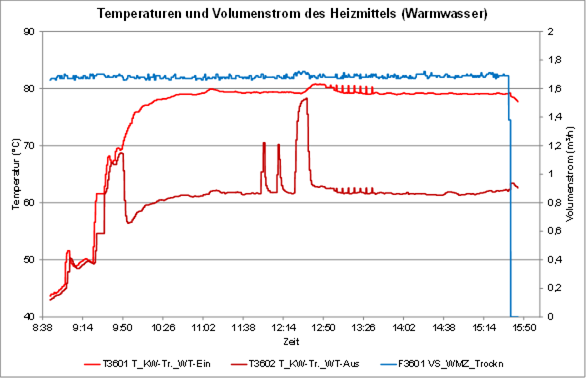
Abbildung
3‑9: Temperaturen und Volumenstrom des Heizmittels
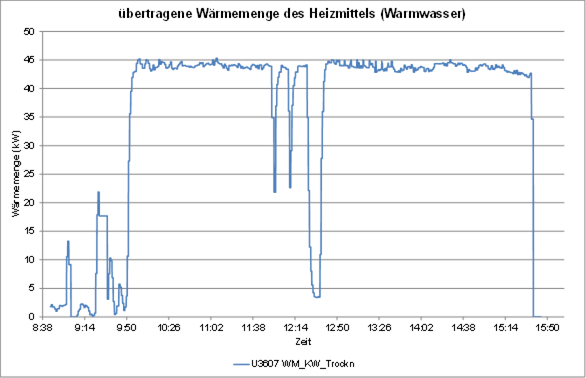
Abbildung
3‑10: thermische Leistung des Heizmittels
Die für den Trocknungsprozess in Summe benötigte elektrische
Leistung (E3701) ergibt sich hauptsächlich aus den Antrieben der
Kratzkettenförderer, dem Gebläse, dem Drehkreuz, der Austragsschnecke, dem
Schubboden, dem Trommelfilter und der Stellklappen. Die in Abbildung
3‑11 ersichtlichen starken Schwankungen resultieren vor allem aus den
zeitlich kurzen Betrieb der Kratzkettenförderer.
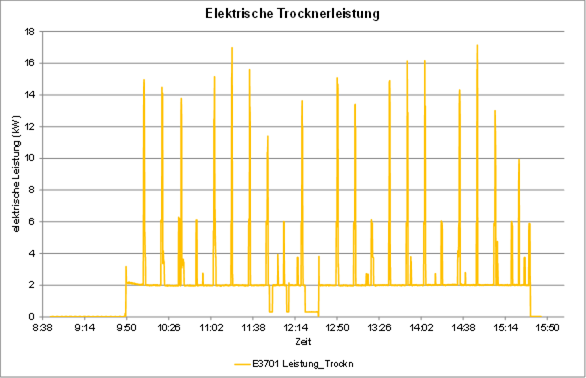
Abbildung
3‑11: elektrische Leistung des Trockners
In Abbildung 3‑12 werden die mit der Trocknungsluft
verbundenen Wassermassenströme bilanziell dargestellt und dient dem Vergleich
der Zu- und Abluftfeuchte.
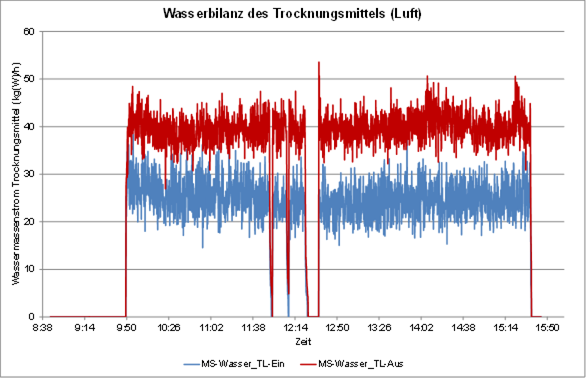
Abbildung
3‑12: Wasserbilanz des Trocknungsmittels
In Tabelle 3‑12 sind die für eine Bilanzierung
notwendigen stationären Messdaten, die daraus berechneten weiteren
Versuchsparameter sowie die dem Versuch zuzuordnenden Ergebnisse der
Laboranalysen zusammengefasst dargestellt.
Tabelle 3‑12: Zusammenfassung der
wichtigsten Versuchsdaten vom 13.06.2014 für den stationären
Auswertungszeitraum von 12:35 – 15:35 Uhr
|
Parameter
|
KKS
|
Daten
|
Einheit
|
Datenherkunft
|
|
Trocknungsgut (HHS)
INPUT-Masse
INPUT-Massenstrom
INPUT-Wassergehalt
OUTPUT-Masse
OUTPUT-Massenstrom
OUTPUT-Wassergehalt
Brennwert (bez. auf OUTPUT)
Heizwert (bez. auf OUTPUT)
|
|
156,99
52,33
36,80
102,86
34,29
3,55
19,61
17,87
|
kg
kg/h
Ma.-%
kg
kg/h
Ma.-%
MJ/kg
MJ/kg
|
Berechnung
Berechnung
Laboranalyse
Messung
Berechnung
Laboranalyse
Laboranalyse
Berechnung
|
|
Trocknungsmittel
(Luft)
Umgebungstemperatur
Umgebungsdruck
Volumenstrom
Relative Feuchte
Temperatur vor Trockner
Druck vor Trockner
Massenstrom vor Trockner
Absolute Feuchte vor Trockner
Temperatur nach Trockner
Volumenstrom nach Trockner
Massenstrom nach Trockner
Relative Feuchte nach Trockner
Absolute Feuchte nach Trockner
|
T3201
F3201
M3201
T3202
T3203
F3202
M3202
|
21
1,01325
2.343,87
58,01
70
1,2
2.814,73
8,83
55
2.344,62
2.520,69
16,39
13,72
|
°C
bar
m³/h
%
°C
bar
kg/h
g/kg(L)
°C
m³/h
kg/h
%
g/kg(L)
|
Messung
Annahme
Messung
Messung
Messung
Annahme
Berechnung
Berechnung
Messung
Messung
Berechnung
Messung
Berechnung
|
|
Heizmittel (Warmwasser)
Temperatur vor Wärmeübertrager
Volumenstrom
Massenstrom
Wärmemenge
Temperatur nach Wärmeübertrager
Betriebsdruck
|
T3601
F3601
U3607
T3602
|
79
1,69
2.145,94
43,38
62
1,2
|
°C
m³/h
kg/h
kW
°C
bar
|
Messung
Messung
Berechnung
Messung
Messung
Annahme
|
Biomassevergasungsanlage
Die folgenden Abschnitte für den Vergaser und das BHKW
untergliedern sich in die einzelnen Komponenten bzw. Untersysteme. Für jede der
Komponenten folgt eine kurze Beschreibung des Prozesses und der vorhandenen
Messgrößen. Anschließend werden die zeitlichen Verläufe der gemessenen
Prozessparameter dargestellt und erläutert.
Vergaser und Produktgasstrecke
Vorwärmung der Reformerluft
Für den Reformer wurde Frischluft aus der Umgebung
angesaugt. Ein Teil der angesaugten Reformerfrischluft wurde in den
Nachreformer geleitet und anschließend das Abgas als Spülluft der Reformerluft
wieder zugemischt. Der summarische Volumenstrom aus angesaugter
Reformerfrischluft und Spülluft wurde über das Gebläse, den Wärmeübertrager WT4
(Gas/Luft) und den Nachreformer in den Reformer geleitet. Im
Gas/Luft-Wärmeübertrager und im Nachreformer erfolgte die Erwärmung der
Reformerluft.
Die Messgrößen für die Reformerluft sind:
·
der Volumenstrom und die Temperatur der angesaugten Umgebungsluft
(F1201, T1201)
·
der Volumenstrom und die Temperatur des Gases (Spülluft) aus dem
Nachreformer (F1100, T1100)
·
der Volumenstrom und die Temperatur des Gas-Luft-Gemisches nach
dem Gebläse (F1202, T1202, T1203)
·
die Temperatur des Gas-Luft-Gemisches nach dem WT4 (T1204, T1205)
·
die Temperatur des Gas-Luft-Gemisches nach dem Nachreformer (vor
dem Reformer) (T1206)
Für die Gebläseleistung war während des Betriebes ein
konstanter Wert (62,5%) festzustellen, der nicht aussagekräftig war und daher
nicht dargestellt wurde.
Abbildung 3‑13 zeigt die Volumenströme von
Reformerfrischluft, Abgas des Nachreformers (Spülluft) und Reformerluft. Der
Volumenstrom der Reformerfrischluft (F1201) war nach Versuchsbeginn leicht
erhöht, sank dann ab und stellte sich auf einen quasistationären Wert ein. Die
Volumenströme von Spülluft und Reformerluft erreichten bereits kurz nach dem
Start der Anlage ihre stationären Werte.

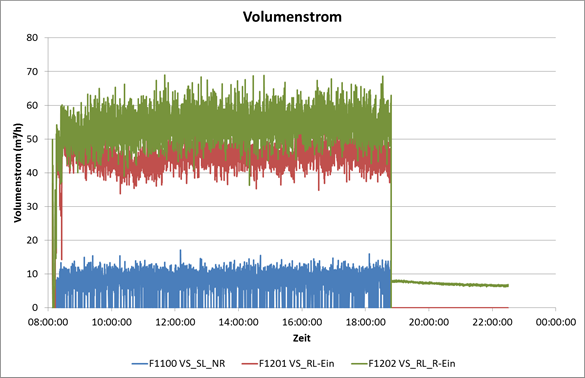
Abbildung
3‑13: Volumenströme von Reformerfrisch-, Spül- und Reformerluft

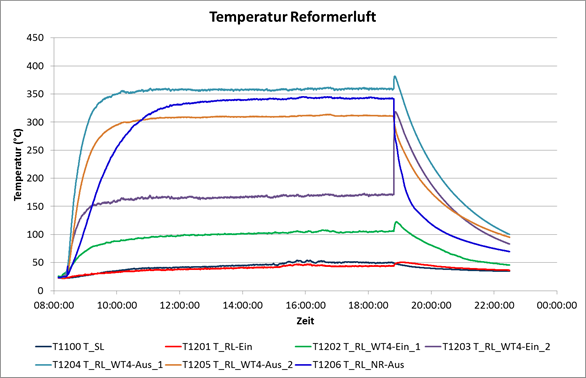
Abbildung
3‑14: Temperaturen von Frischluft des Reformers, Spülluft und
Reformerluft
Die zugehörigen Temperaturen sind in Abbildung
3‑14 dargestellt. Die Temperaturen der Reformerfrischluft (T1201) und der
Spülluft (T1200) lagen ungefähr bei Umgebungsbedingungen. Durch das Gebläse
wurde das Gemisch leicht erwärmt (T1202). Im Wärmeübertrager WT4 erfolgte die
weitere Erwärmung durch das Produktgas (T1205). Die Messwerte an den
Messstellen T1203 und T1204 waren als redundante Messungen zu T1202 bzw. T1205
geplant. Aufgrund ihrer Einbauposition direkt oberhalb des Nachreformers waren
die Messwerte jedoch verfälscht. Sie lagen deutlich über den anderen beiden
Messwerten. Ein weiteres Indiz für die Verfälschung war der zeitweise
Temperaturanstieg (besonders bei T1203) an diesen Positionen nach Abschalten
der Anlage (Versuchsende). Der Wärmeeintrag aus dem Nachreformer erfolgte stark
verzögert. Nach Einsetzen der Reaktion im Nachreformer war ein langsamer
Temperaturanstieg an der Messstelle T1206 zu erkennen.
Reformer mit Nachreformer
Im Reformer wurden die Hackschnitzel unter Luftzufuhr
vergast. Das entstandene Produktgas wurde mit den enthaltenen Reststoffen in
die Produktgasstrecke ausgetragen.
Im Nachreformer wurde der Reststoff, der im Filter aus dem
Produktgasstrom abgetrennt wurde, unter Zufuhr von Luft verbrannt. Dafür wurde
ein Teil der Reformerfrischluft abgezweigt. Ziel war die Umsetzung des im
Reststoff noch vorhandenen Kohlenstoffes. Das dabei entstehende Abgas wurde der
Reformerfrischluft wieder zugemischt. Der danach noch verbleibende Reststoff
wurde in die Reststofftonne ausgetragen. Die freigesetzte Wärme wurde an das
Produktgas und die Reformerluft übertragen.
Es wurden folgende Messwerte erfasst und aufgezeichnet:
·
die Masse der zugeführten Holzhackschnitzel: Einzelwerte der
Wägung (F1401) und Integralwert der zugeführten Masse (F1402)
·
der Druck vor und nach dem Reformer (P1102, P1103)
·
die Temperatur im Reformer (T1109 – T1113) sowie deren Mittelwert
(T1108)
·
die Produktgastemperatur nach dem Reformer (T1114) bzw.
Nachreformer (T1102)
·
die Temperatur im Nachreformer (T1501)
·
der elektrische Eigenbedarf des Reformers und die Leistung des
Kompressors

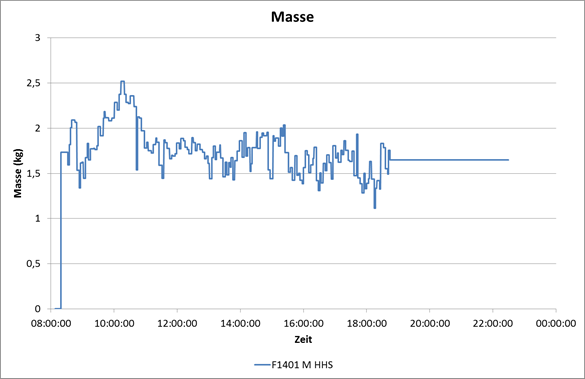
Abbildung
3‑15: Masse an Holzhackschnitzeln
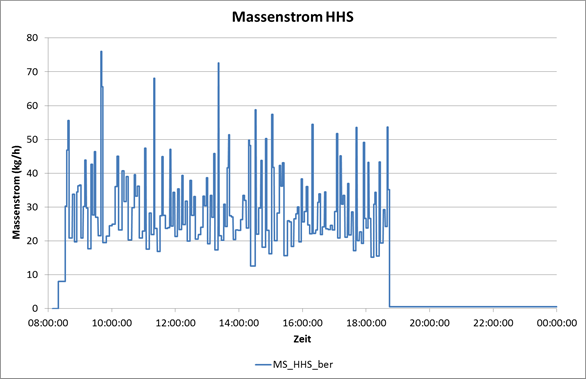
Abbildung
3‑16: Massenstrom der Holzhackschnitzel
Abbildung 3‑15 zeigt die Masse der in den einzelnen
Beladezyklen zugeführten Holzhackschnitzel (F1401). Dabei ist anzumerken, dass
die Waage den vorherigen Anzeigewert beibehielt, bis ein neuer Zyklus erreicht
war. Der daraus berechnete Massenstrom der Holzhackschnitzel ist in Abbildung 3‑16 zu sehen.
Die Druckverläufe an den Messstellen der Produktgasstrecke
sind in Abbildung 3‑17 dargestellt. Die Messwerte stellen den
Differenzdruck gegenüber dem Luftdruck dar. Das gilt für alle Druckmessungen an
der Anlage. Am Ende der Produktgasstrecke (P1105/P1106, d.h. vor/nach dem
Notfilter) herrschte aufgrund der Saugleistung des Motors Unterdruck. Infolge
der zyklischen Verschmutzung und Reinigung des davor befindlichen Filters, der
mit Druckaufbau und –abfall über dem Filter verbunden war, änderte sich der
Druck an den Messstellen vor dem Filter (P1104) und am Reformeraustritt (P1103)
entsprechend. Vor dem Reformer herrschte Überdruck. Dieser wurde im
Wesentlichen vom Differenzdruck über das Festbett im Reformer bestimmt.

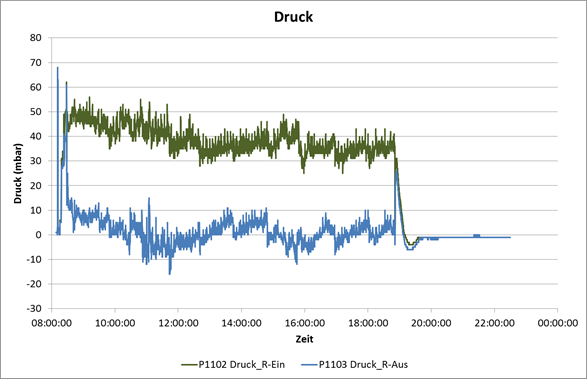
Abbildung
3‑17: Druck am Ein- und Austritt des Reformers

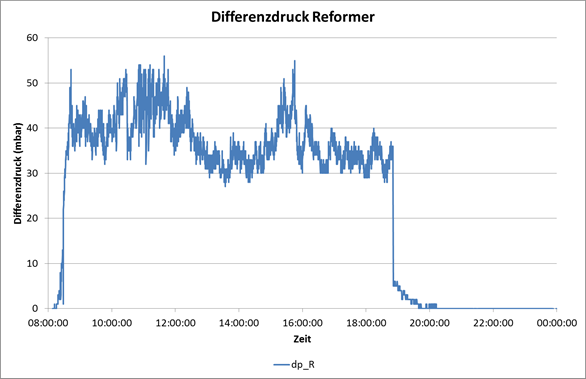
Abbildung
3‑18: Differenzdruck zwischen Ein- und Austritt des Reformers
Aus den gemessenen Drücken wurde der Differenzdruck über den
Reformer berechnet (Abbildung 3‑18). Die diskreten Differenzdruckwerte
resultieren aus der begrenzten Stellenanzahl der von der Betriebsleittechnik
des Vergasers abgespeicherten Druckwerte. Der Differenzdruck über den Reformer
(dp_R) wies ein instationäres Verhalten auf. Die Änderung des Differenzdruckes
deutete auf interne Veränderungen im Festbett des Vergasers hin. Bei Erreichen
eines Maximalwertes von 55 mbar, der durch die Betriebsleittechnik des
Vergasers vorgegeben war, wurde das Festbett durch spezielle Drehungen des
Rostes wieder gelockert und der Differenzdruck sank deutlich ab. Im Folgenden
stabilisierte sich der Differenzdruck eine Zeit lang auf einem niedrigeren
Niveau (hier für etwa 4 Stunden), bevor er wieder auf den Grenzwert anstieg.
Von der Betriebsleittechnik des Vergasers wurden fünf
Temperaturen im Außenbereich des Reformer-Festbettes (T1109-T1113) erfasst, die
radial über dem Umfang verteilt waren. Diese veranschaulichten die horizontale
Verteilung des Glutbettes. Zusätzlich wurde der Mittelwert dieser Temperaturen
(T1108) ausgegeben.
Der Mittelwert stieg verhältnismäßig langsam an und
stabilisierte sich nur zeitweise auf einem stationären Wert. Störungen zwischen
10:00 und 12:00 Uhr sowie zwischen 15:00 und 16:00 Uhr führten zum
zeitweisen Absinken der Reformertemperatur.
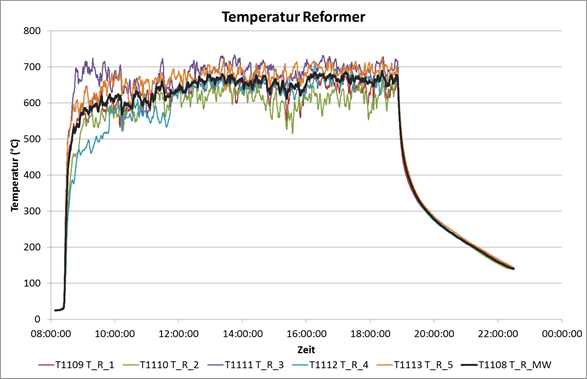
Abbildung 3‑19: Temperaturen im Reformer und Mittelwert
In Abbildung 3‑20 sind die Verläufe des
Differenzdruckes über dem Reformer, der mittleren Temperatur im Reformer und
der Temperatur der Reformerluft vor dem Eintritt in den Reformer
gegenübergestellt. Dabei zeigte sich deutlich der umgekehrt proportionale
Zusammenhang zwischen dem Differenzdruck und der Reformertemperatur. Eine
Verfestigung des Filterbettes, die einen erhöhten Differenzdruck bewirkte,
führte zu einer Verringerung der gemessenen mittleren Temperatur im Reformer.
Ursache dafür war vermutlich der verringerte Wärmetransport vom Glutbett zu den
Thermoelementen aufgrund der Verdichtung des Festbettes.
Eine weitere wesentliche Einflussgröße auf die
Reformertemperatur war die Temperatur der Reformerluft vor dem Eintritt in den
Reformer (T1206). Die zugeführte Luft kühlte den Außenbereich des Festbettes
und aufgrund der Einbaulage auch die Thermoelemente zur Messung der
Reformertemperatur verstärkt ab, bis sich ein stabiles Temperaturniveau der
Reformerluft einstellte.
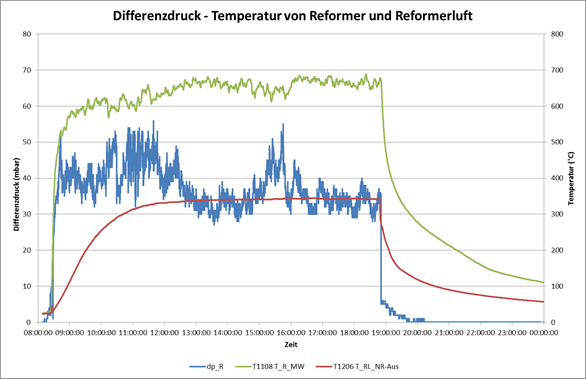
Abbildung
3‑20: Differenzdruck, Temperatur im Reformer und der Reformerluft

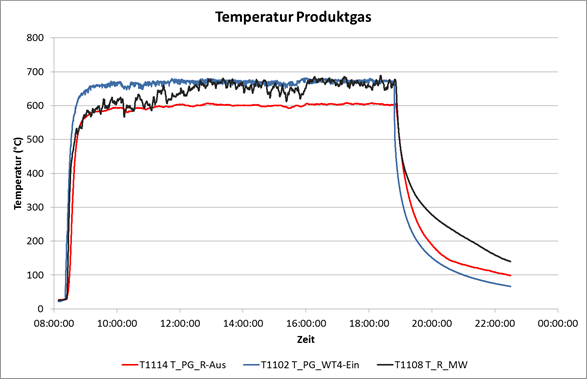
Abbildung
3‑21: Temperaturen am Austritt von Reformer und Nachreformer mit
mittlerer Temperatur im Reformer
Abbildung 3‑21 zeigt die Austrittstemperatur des
Reformers (T1114) sowie die Temperatur des Produktgases nach dem Nachreformer
(T1102) sowie als Vergleichswert den Mittelwert der Temperatur im Reformer
(T1108). Die Temperatur am Austritt des Nachreformers lag infolge der
Wärmezufuhr aus der Brennkammer des Nachreformers höher als am Austritt des
Reformers. Es ist deutlich zu erkennen, dass die Austrittstemperaturen von
Reformer und Nachreformer deutlich schneller einen stationären Zustand
erreichten als die Temperatur im Reformer. Das lag im Wesentlichen, wie schon
beschrieben, an der Umströmung und zeitweise verstärkten Kühlung des
Außenbereiches des Festbettes und der Thermoelemente im Reformer durch die
Reformerluft.
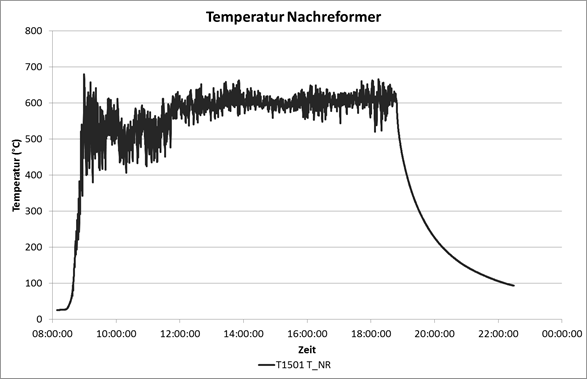
Abbildung
3‑22: Temperatur im Nachreformer
Die Temperatur im Luftraum des Reformers (Abbildung
3‑22) lag in den ersten drei Stunden des Versuches im Mittel knapp
100 K unter dem stationärer Wert von etwa 600 °C. Es wird angenommen,
dass die verringerte Wärmefreisetzung zu Beginn des Versuches durch verbrannte
Reststoffreste des vorherigen Versuches verursacht wurde. Diese verzögerten die
Zufuhr unverbrannten Reststoffes in die Brennkammer des Nachreformers und damit
die Wärmefreisetzung.
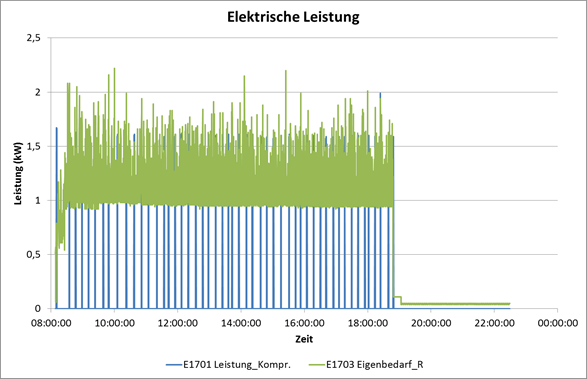
Abbildung
3‑23: Elektrische Leistung des Kompressors und des Reformers
Abbildung 3‑23 zeigt die elektrische Leistung, die von
Kompressor und Reformer benötigt wird.
Produktgasstrecke und Fackel
In der Produktgasstrecke befinden sich die Wärmeübertrager
(WT4, WT5-1, WT5-2, WT6) zur Kühlung des Produktgases und die Filter (Filter
und Notfilter). Im Wärmeübertrager WT4 wird die Reformerluft erwärmt, in den
anderen Wärmeübertragern wird Wärme an das Wasser des Kühlkreises übertragen.
Im Filter wird der Reststoff (Unverbranntes, Asche) aus dem Produktgasstrom
entfernt. Für den Fall des Versagens des Filters befindet sich vor dem Motor noch
ein Notfilter.
Die Fackel wird benötigt, um das Produktgas zu verbrennen
oder abzublasen, solange es noch nicht im BHKW verbrannt werden kann.
In der Produktgasstrecke befinden sich folgende Messstellen:
·
Druck vor dem Filter (P1104) sowie vor und nach Notfilter (P1105,
P1106)
·
Volumenstrom des Produktgases (F1101) mit zugehöriger Temperatur
(1107)
·
Temperaturen des Produktgases zwischen den Wärmeübertragern und
Filtern sowie im Filter und im Notfilter (T1103 – T1107, T1124, T1125)
·
Gaszusammensetzung (Q1106, Q1107 oder Q1108), Gasfeuchte (M1101)
·
Temperatur des Abgases der Fackel (T4301)
Abbildung
3‑24 zeigt den Verlauf des Druckes an den Messstellen der
Produktgasstrecke. Infolge der Saugwirkung des BHKW-Motors herrschte am Ende
der Produktgasstrecke (P1105/P1106, d.h. vor und nach dem Notfilter)
Unterdruck. Ein Vergleich mit Abbildung 3‑18 zeigte deutlich das
umgekehrt proportionale Verhältnis des globalen Verlaufes von Differenzdruck über
dem Reformer und Druckverlauf vor bzw. nach dem Notfilter. Phasen mit maximalem
Differenzdruck über dem Reformer führten zu einem erhöhten Unterdruck vor dem
Motor. Der Druck vor dem Filter (P1104) wurde im Wesentlichen von der
Verschmutzung und zyklischen Reinigung des Filters verursacht, die zu einem
stetigen Druckaufbau (Verschmutzung) und schnellem Druckabfall (Reinigung)
führte.

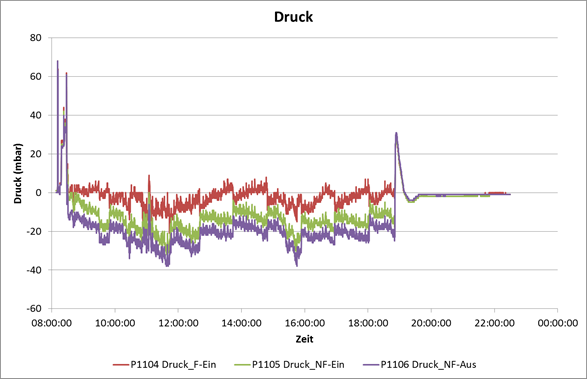
Abbildung
3‑24: Druck in der Produktgasstrecke
Die berechneten Differenzdrücke über einzelnen Abschnitten
der Produktgasstrecke sind in Abbildung 3‑25 dargestellt. Die diskreten
Differenzdruckwerte resultierten aus der begrenzten Genauigkeit der von der
Betriebsleittechnik des Vergasers abgespeicherten Druckwerte.
Der Differenzdruck über Nachreformer sowie Wärmeübertrager
WT4 und WT5 (dp_NR_WT4_WT5) stieg zu Versuchsbeginn peakartig an und sank im
weiteren Verlauf des Versuches stetig ab. Der Differenzdruck über dem Notfilter
(dp_NF) dagegen stellte sich nach einem Peak zu Beginn auf einen konstanten
Wert ein. Der stetige Abfall des Differenzdruckes über der Produktgasstrecke
vor dem Filter erschien aufgrund des näherungsweise konstanten
Produktgasvolumenstromes (Abbildung 3‑26) nicht plausibel und wurde
möglicherweise durch Messfehler (z. B. durch Ansammlung von Kondensat in der
Impulsleitung) verursacht. Der Differenzdruck über den Filter inkl. WT6 war
durch Verschmutzung und zyklische Reinigung charakterisiert.

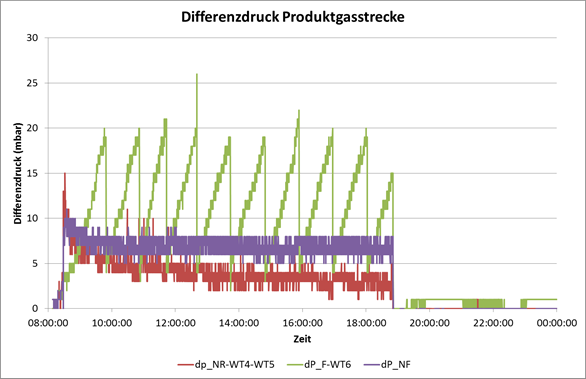
Abbildung
3‑25: Differenzdruck über Abschnitten der Produktgasstrecke
Der in Abbildung 3‑26 dargestellte Volumenstrom des
Produktgases war über die Versuchsdauer annähernd konstant.

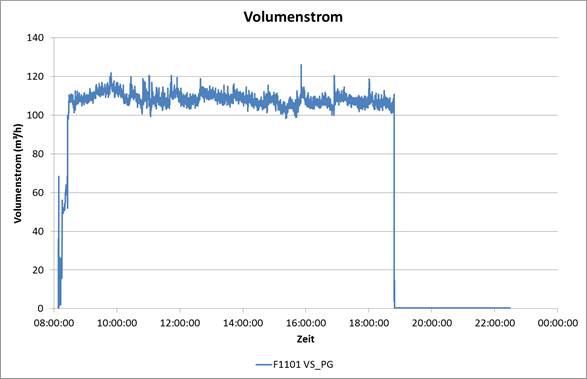
Abbildung
3‑26: Volumenstrom des Produktgases
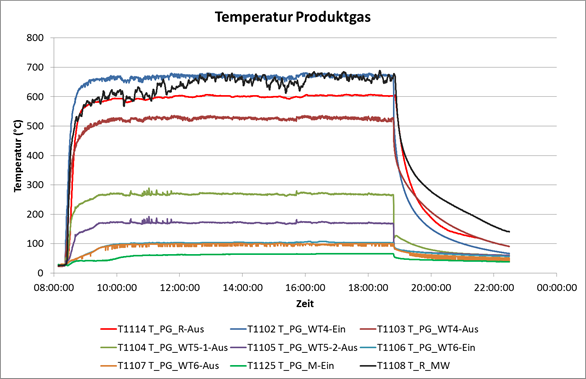
Abbildung
3‑27: Temperaturen des Produktgases mit mittlerer Temperatur im
Reformer
Abbildung 3‑27 zeigt die Temperaturen der
Produktgasstrecke und im Vergleich dazu den Mittelwert der Reformertemperatur
(T1108). Die Austrittstemperatur des Reformers (T1114) stellte sich im
Vergleich zur Reformertemperatur (T1108) schnell auf einen stationären Wert
ein. Die Temperaturen zeigen die Aufheizung im Nachreformer (T1102) und im
weiteren die Abkühlung über die Wärmeübertrager WT4 (T1103), WT5-1 (T1104) und
WT5-2 (T1105) sowie den Filter (T1106), den Wärmeübertrager WT6 (T1107) und den
Notfilter bis vor den Motor (T1125). Die Peaks der Temperatur T1107 wurden
durch vereinzelte Fehlmessungen verursacht, deren Ursache bisher nicht geklärt
werden konnte.

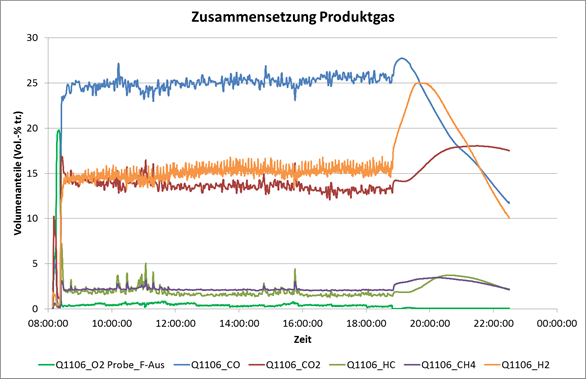
Abbildung
3‑28: Zusammensetzung des Produktgases
Die Konzentrationen der gemessenen Bestandteile des
Produktgases sind in Abbildung 3‑28 gezeigt. Der Restanteil ist
Stickstoff. Abgesehen von den bereits beschriebenen Störungen im Reformer
stellten sich nach ca. 1 Stunde quasistationäre Werte ein. Leichte Trends waren
lediglich bei Kohlenmonoxid (Q1106_CO) und -dioxid (Q1106_CO2) zu erkennen, die
vermutlich von der Reformertemperatur verursacht wurden.

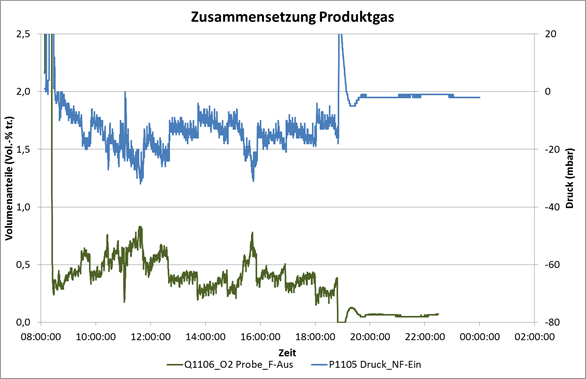
Abbildung
3‑29: Sauerstoffkonzentration und Druck des Produktgases
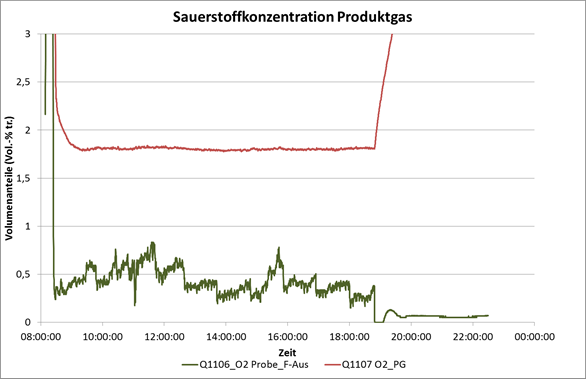
Abbildung
3‑30: Sauerstoffkonzentration im Produktgas (Zoom)
Abbildung 3‑29 zeigt die Sauerstoffkonzentration im
Produktgas (Q1107_O2) im Vergleich zum Druck vor dem Notfilter (P1105). Es ist
eine eindeutige umgekehrte Proportionalität im Verhalten der beiden Parameter
zu erkennen. Es wurde vermutet, dass die Sauerstoffkonzentration durch Einbruch
von Falschluft verursacht wurde. Unklar ist bisher jedoch, ob die
Sauerstoffkonzentration im Produktgas oder nur die gemessenen Werte verfälscht
waren.
Ein Vergleich der gemessenen Sauerstoffkonzentration an den
Messstellen Q1106 und Q1107 (Abbildung 3‑30) zeigte eine deutliche
Abweichung zwischen den Verläufen beider Parameter. Zum einen waren an der
Messstelle Q1107 nahezu keine Schwankungen mehr zu erkennen, die Werte
erschienen extrem geglättet. Das Erreichen des stationären Wertes dauerte über
eine Stunde. Das ließ auf eine sehr große Trägheit des Sensors schließen. Auch
der Wert der Sauerstoffkonzentration betrugen mehr als das Vierfache gegenüber
der Messstelle Q1106. Das würde dem mehr als Dreifachen der Falschluft
gegenüber der Messstelle Q1106 entsprechen. Die gemessene
Sauerstoffkonzentration an der Messstelle Q1107 ist daher bis zur endgültigen
Klärung der Ursachen als nicht plausibel zu bewerten.

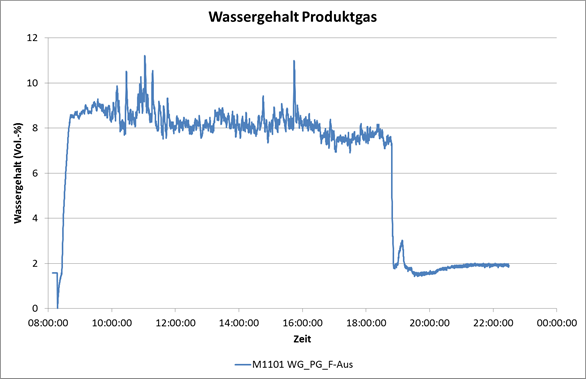
Abbildung
3‑31: Wassergehalt im Produktgas
Der Wassergehalt im Produktgas ist in Abbildung
3‑31 dargestellt. Hier machten sich die Störungen im Festbett des
Reformers durch zeitweise erhöhte Wassergehalte bemerkbar. Im globalen Verlauf
war eine sinkende Tendenz zu erkennen. Deren Ursache konnte bisher nicht
ausreichend genau ermittelt werden. Eine mögliche Ursache ist die Erhöhung der
mittleren Reformertemperatur (T1108), die in Abbildung
3‑32 zusammen mit dem Wassergehalt im Produktgas dargestellt ist.
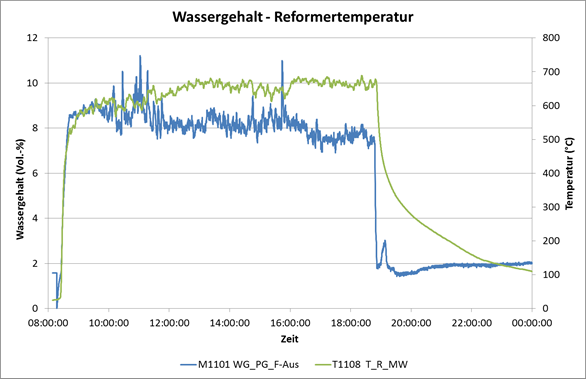
Abbildung
3‑32: Wassergehalt im Produktgas und Temperatur im Reformer
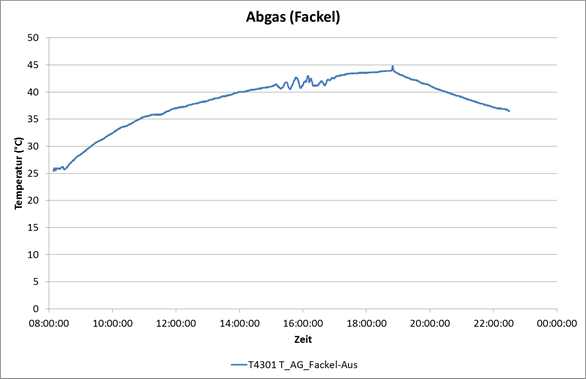
Abbildung
3‑33: Temperatur der Fackel
Die Temperatur der Fackel in Abbildung
3‑33 entsprach während des gesamten Versuchsverlaufes
Umgebungsbedingungen. Sie wurde daher nicht gezündet.
Kühlkreis des Vergasers
Der Kühlkreis des Vergasers übertrug die Wärme vom
Produktgas zur zugehörigen Schleife des Pufferspeichers. Dabei wurden folgende
Parameter messtechnisch erfasst:
·
die Temperaturen des Kühlwassers zwischen den einzelnen
Wärmeübertragern bzw. dem Filter (T1601 – T1607)
·
die Temperaturen, der Volumenstrom und der Wärmestrom der
zugehörigen Schleife des Pufferspeichers (T1608, T1609, F1601, U1601)
Die Temperaturen im Kühlkreis des
Vergasers sind in Abbildung 3‑34 und Abbildung
3‑35 dargestellt. Im globalen Verlauf (Abbildung
3‑34) waren im Zeitraum zwischen 13:30 Uhr und 15:30 Uhr drei
deutlich ausgeprägte Störungen erkennbar. Diese resultierten aus der zyklischen
Wärmeabfuhr aus dem Pufferspeicher über den Rückkühler. Dabei wurde das Wasser
im unteren Bereich des Pufferspeichers stark abgekühlt. Das wirkte auch auf die
Schleifen des Pufferspeichers und die Kühlkreise zurück.
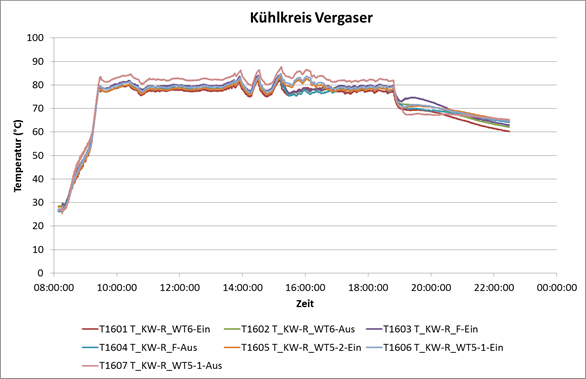
Abbildung
3‑34: Temperatur im Kühlkreis des Vergasers
Das Wasser im Kühlkreis strömt im Gegenstrom zum Produktgas.
In Abbildung 3‑35 ist die Aufheizung des Kühlwassers vom Wärmeübertrager
WT6 (T1601) bis zum Filter (T1602, T1603) zu erkennen. Die Wärmeverluste im
Filter verursachten ein Abfallen der Kühlwassertemperatur nach dem Filter
(T1604, T1605). Über die Wärmeübertrager
WT5-2 und WT5-1 wurde das Kühlwasser weiter aufgeheizt (T1606, T1607). Die
Temperaturspanne zwischen T1607 und T1601 entsprach der Wärmeabgabe an die
Pufferspeicherschleife.
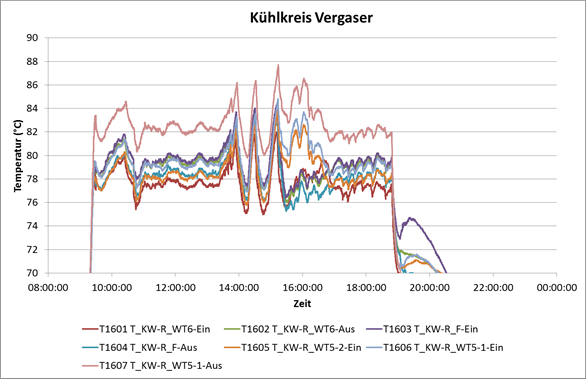
Abbildung
3‑35: Temperatur im Kühlkreis des Vergasers (Zoom)
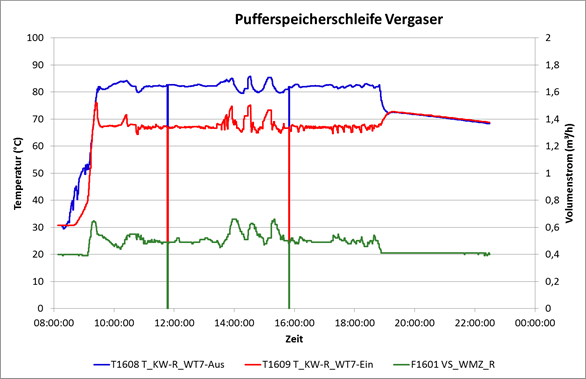
Abbildung
3‑36: Temperaturen u. Volumenstrom in der Pufferschleife des
Vergasers
Die Parameter in der Pufferspeicherschleife des Vergasers
zeigt Abbildung 3‑36.
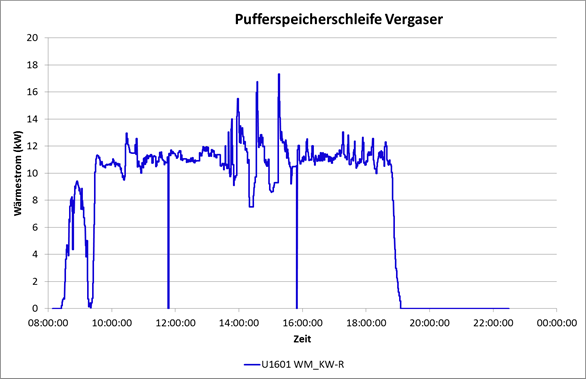
Abbildung
3‑37: Wärmestrom zur Pufferspeicherschleife des Vergasers
Der zugehörige Wert des Wärmestromes ist in Abbildung 3‑37 dargestellt. Auch hier sind die genannten Störungen durch den
Rückkühler erkennbar. Im Mittel war der Wärmestrom jedoch nahezu konstant.
BHKW und Abgasstrecke
Motor und Abgasstrecke
Im Motor wurde das
abgekühlte und gereinigte Produktgas aus dem Vergaser unter Zufuhr von Luft
verbrannt. Die Steuerung der Luftzufuhr erfolgte durch die
Lambdasonde des Motors. Der erzeugte Strom wurde in das Stromnetz eingespeist.
Das Abgas des BHKW wurde im Katalysator nachbehandelt und anschließend
abgekühlt. Die Wärme aus der Kühlung von Motor und Abgas wurde über den
Kühlkreis des BHKW an die zugehörige Schleife des Pufferspeichers übertragen.
Es wurde folgende
Messgrößen erfasst:
·
die elektrische Leistung des BHKW (E2701, E2702)
·
der Volumenstrom (F2201) und die Temperatur der Motorluft (T2201)
·
die Temperatur (T2101) und der Sauerstoffgehalt (Q2101) des
Gas-Luft-Gemisches vor dem Motor
·
die Temperaturen in den Zylindern des Motors (T2301 – T2308)
·
Abgastemperaturen (T2309 - T2311, T2313, T2315)
·
der Volumenstrom des Abgases (F2301)
·
die Zusammensetzung des Abgases (Q2313)
Die elektrische Leistung des
BHKW-Motors (Abbildung 3‑38) war nach dem Start leicht erhöht und stellte
sich nach ca. 2 Stunden auf einen stationären Wert (ca. 31 kW) ein. Das
negative Vorzeichen zeigte an, dass die Leistung in das Netz abgegeben wurde.
Es wurde angenommen, dass die leicht erhöhte Leistung zu Beginn des Versuches
durch die teilweise Kondensation des Wassers aus dem Produktgas an noch
unterkühlten Anlagenteilen bedingt war.
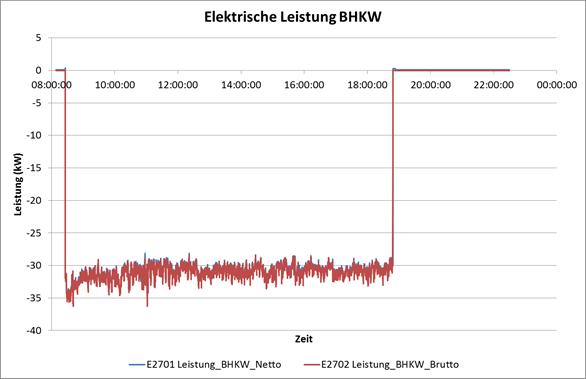
Abbildung
3‑38: Elektrische Leistung des BHKW (brutto, netto)
Dem Motor wurde ein Gemisch aus Produktgas (F1101) und
Motorluft (F2201) zugeführt. Die Steuerung der Luftzufuhr erfolgte durch die
Lambdasonde des Motors. Am Austritt des Motors entströmte das Abgas (F2301).
Die gemessenen Volumenströme sind in Abbildung 3‑39 dargestellt.
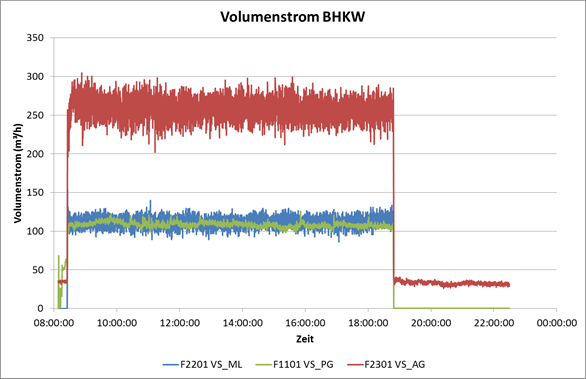
Abbildung
3‑39: Volumenstrom von Produktgas, Motorluft und Abgas
Abbildung 3‑40 zeigt die Temperaturen von Produktgas,
Motorluft und Gas-Luft-Gemisch (als Motorgas bezeichnet). Die Temperatur der
Motorluft entsprach Umgebungsbedingungen. Das Plateau in der
Produktgastemperatur zu Beginn des Versuches wurde vermutlich durch die
Wärmeabgabe an die Rohrleitungen (Wärmeverluste) verursacht, die sich dabei
langsam aufheizten. Das betraf auch die Temperatur des Motorgases, die erst
verzögert auf Werte oberhalb der Motorluft- bzw. Umgebungstemperatur anstieg.
In Abbildung 3‑41 sind die Sauerstoffkonzentrationen
im Produktgas vor der Zumischung der Motorluft und des Motorgases dargestellt.
Die Sauerstoffkonzentrationen im Motorgas vor und nach dem Versuch mit Werten
von ca. 23 Vol.-% waren nicht plausibel (Luft 21 Vol.-%). Der Verlauf
der Konzentration im Produktgas war, wie bereits beschrieben, sehr stark
geglättet. Die Sauerstoffkonzentration des Motorgases entspräche einem
Verhältnis zwischen den Volumenströmen von Produktgas- und Motorluft von 1:2,2.
Laut Messung sind die Volumenströme jedoch nahezu gleich (s. Abbildung
3‑39).
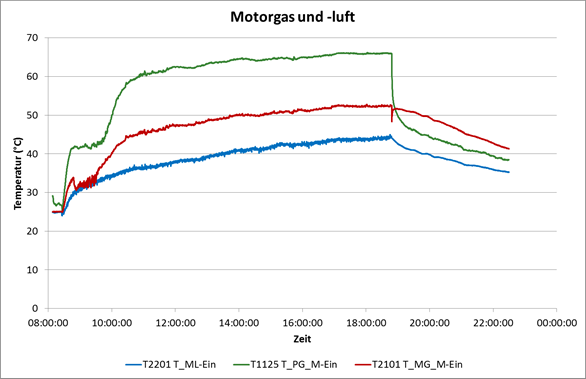
Abbildung
3‑40: Temperaturen von Produktgas, Motorluft und Motorgas
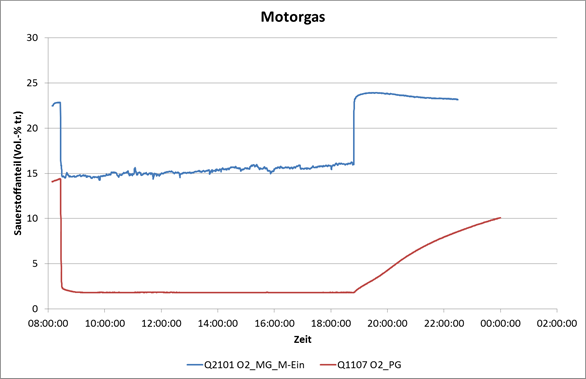
Abbildung
3‑41: Sauerstoffkonzentration in Produktgas und Motorgas
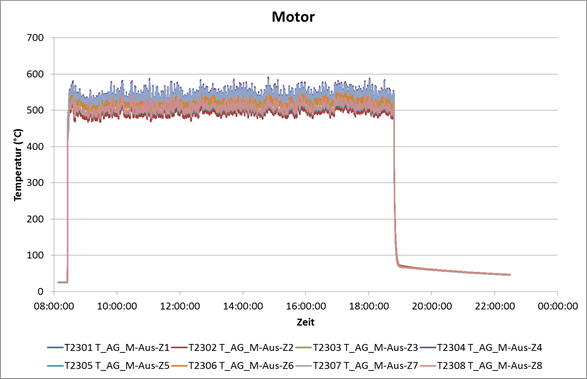
Abbildung
3‑42: Temperatur im BHKW-Motor (Zylinder)
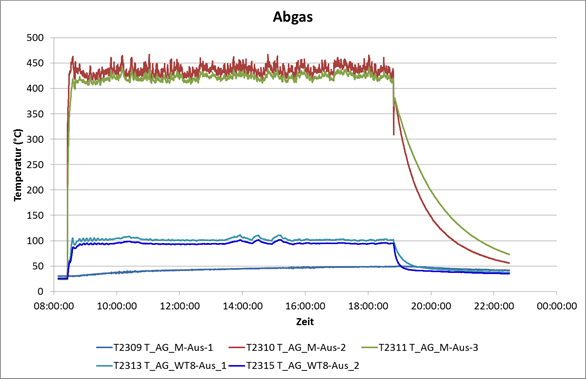
Abbildung
3‑43: Temperaturen des BHKW-Abgases
Die in Abbildung 3‑42 abgebildeten Verläufe der
Temperaturen in den einzelnen Zylindern des Motors waren während der gesamten
Versuchszeit nahezu konstant.
Das galt auch für die Temperaturen des Abgases am Austritt
des Motors (T2310, T2311 in Abbildung 3‑43). Die Messstelle T2309 war in
diesem Versuch defekt. Die Temperaturen T2313 und T2315 zeigten deutlich die
Abkühlung des Abgases vom Ausgang des Motors bis nach dem Wärmeübertrager WT8.
Auch hier wurde die Rückwirkung des Rückkühlers deutlich.
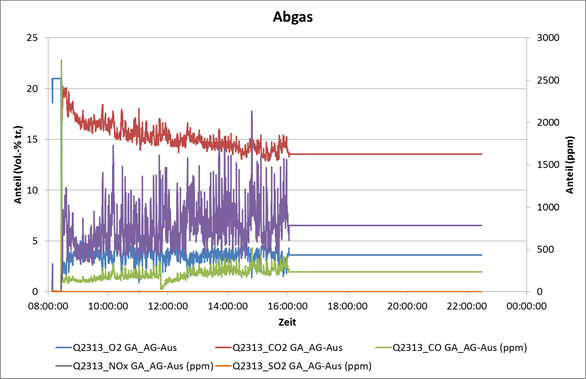
Abbildung
3‑44: Zusammensetzung des BHKW-Abgases
Die Messung der wesentlichen Bestandteile des Motor-Abgases
(Abbildung 3‑44) – Kohlendioxid (Q2313_CO2) und Sauerstoff (Q2313_O2) –
zeigte infolge der Regelung durch die Lambdasonde einen nahezu konstanten
Verlauf der Sauerstoffkonzentration. Die Ursache für das stetige Absinken der
Kohlendioxid-Konzentration konnte bisher nicht ermittelt werden. Der
kurzzeitige Abfall der Konzentration von Kohlenmonoxid (Q2313_CO) wurde durch
den Wechsel des Purafil-Filters verursacht. Die Messwerte für die Stickoxide
(Q2313_NOx) waren durch starke Schwankungen gekennzeichnet. Diese waren
vermutlich durch die Instabilität der Regelung durch die Lambda-Sonde
verursacht. Kurz nach 16:00 Uhr wurde die Messung außer Betrieb genommen.
Kühlkreis des BHKW
Mit Hilfe des BHKW-Kühlkreises erfolgte die Kühlung des
Motors sowie des Abgases. Die Wärme wurde über den Wärmeübertrager WT8 an die
Pufferspeicherschleife des BHKW übertragen. Dabei wurden folgende Parameter
messtechnisch erfasst:
·
die Temperaturen des Kühlwassers zwischen den einzelnen
Wärmeübertragern (T2601 – T2606)
·
die Temperaturen, der Volumenstrom und der Wärmestrom der
zugehörigen Schleife des Pufferspeichers (T2610, T2611, F2601, U2602)
In der ersten Stunde nach dem
Beginn des Versuches waren sehr starke Schwankungen im Kühlkreis zu erkennen,
die vermutlich durch die Regelung verursacht wurden (Abbildung
3‑45). Die Wärmemenge, die vom Ölkühler an den Kühlkreis übertragen
wurde, war aufgrund der geringen Aufheizung zwischen den Messstellen T2601 und
T2602 minimal. Die Erwärmung des Motorkühlers (zwei Stränge) führte zur
Aufheizung von der Temperatur T2601 auf T2603 bzw. T2604. Anschließend wurden
die Stränge zusammengeführt und das Kühlwasser vom BHKW-Abgas im
Wärmeübertrager WT8 auf die Temperatur T2605 aufgeheizt. Der Wärmeabgabe an die
Pufferspeicherschleife entsprach die Temperaturdifferenz T2605 – T2601.
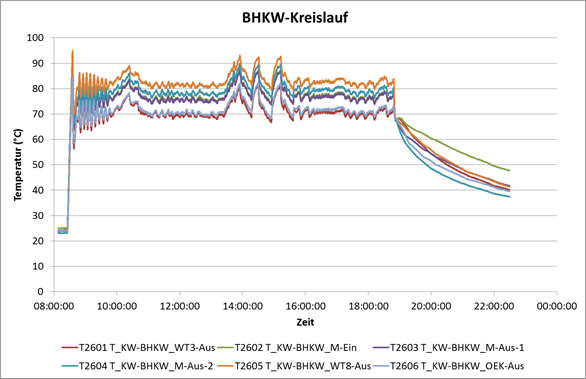
Abbildung
3‑45: Temperaturen im Kühlkreis des BHKW
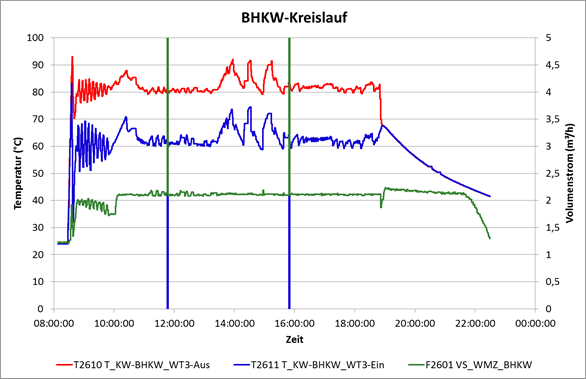
Abbildung
3‑46: Temperaturen und Volumenstrom in der Pufferschleife des
BHKW
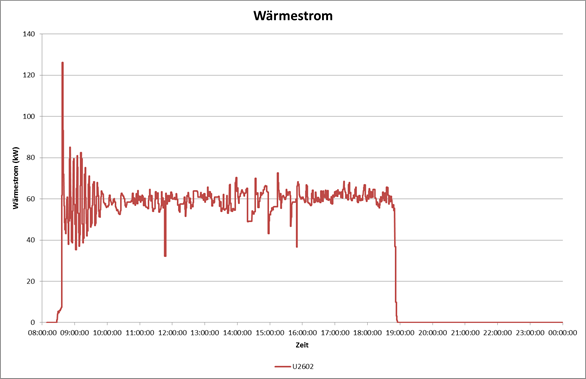
Abbildung
3‑47: Wärmestrom zur Pufferschleife des BHKW
Auch in den Parameterverläufen der Pufferspeicherschleife
des BHKW, die in Abbildung 3‑46 abgebildet sind, waren die Schwankungen
zu Versuchsbeginn sowie die Auswirkungen des Betriebes des Rückkühlers zu
erkennen. Der Wärmestrom an die Pufferspeicherschleife (Abbildung
3‑47) war, abgesehen von diesen Störungen, im Mittel nahezu konstant.
Berechnung zusätzlicher Prozessparameter
Für die Beschreibung und Analyse des Verhaltens der
Versuchsanlage wurden zusätzlich zu den vorhandenen Messwerten aus diesen
weitere Parameter berechnet.
Produktgasstrecke
Die Temperaturdifferenzen zwischen den einzelnen Messstellen
der Produktgasstrecke sind ein Maß für den Grad der Abkühlung des Produktgases
und damit für die Effektivität der einzelnen Wärmeübertrager bzw. für die Größe
der Verluste über den einzelnen Komponenten. Die Verläufe sind in Abbildung 3‑48 dargestellt.
Die Höhe der Temperaturdifferenz sinkt vom Wärmeübertrager
WT5-1 über den Vorwärmer der Reformerluft WT4, den Wärmeübertrager WT5-2 und
den Filter (Verluste) ab. Die Temperaturdifferenz über den Wärmeübertrager WT6
war nahezu null. Damit war der übertragene Wärmestrom im WT6 minimal, die einzelnen
Peaks resultierten aus Fehlmessungen der Temperatur T1107. Der mögliche
Verzicht auf den Wärmeübertrager WT6 stellt einen möglichen Ansatz zur
Optimierung der Anlage dar.
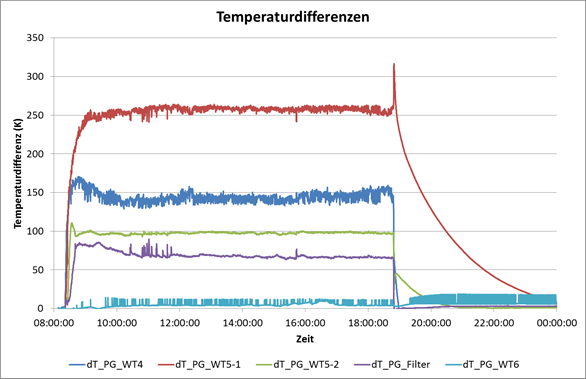
Abbildung
3‑48: Temperaturdifferenzen der Produktgasstrecke (berechnet)
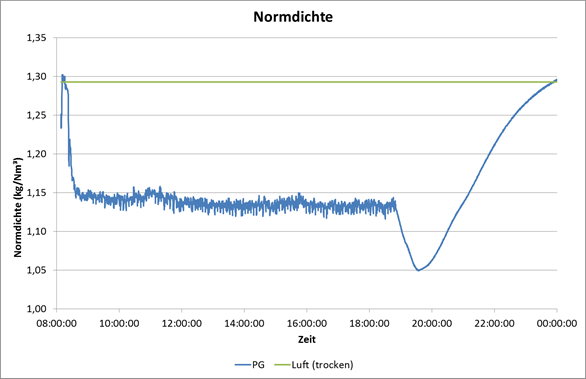
Abbildung
3‑49: Normdichte des Produktgases (berechnet)
Ausgehend von der
gemessenen Produktgaszusammensetzung wurden die Dichte im Normzustand und der
Heizwert des Produktgases berechnet. Die Dichte ist in Abbildung 3‑49 im Vergleich zur Normdichte von trockener Luft dargestellt. Den
Verlauf des massenbezogenen Heizwertes für das feuchte und das trockene
Produktgas zeigt Abbildung 3‑50.
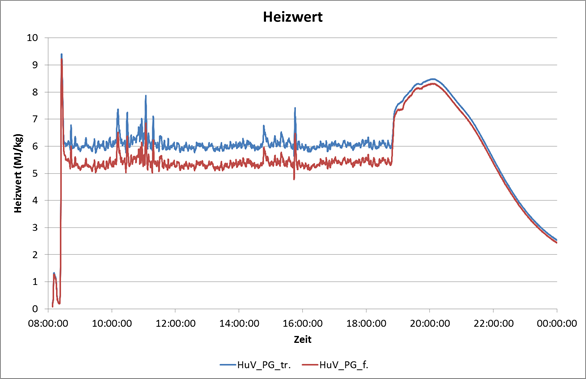
Abbildung
3‑50: Heizwert des Produktgases (berechnet)
BHKW und Abgasstrecke
Analog zum Produktgas wurde auch für das Abgas des BHKW
ausgehend von der Produktgaszusammensetzung die Dichte im Normzustand
berechnet. Dabei wurde mangels Messwert ein geschätzter Wassergehalt von
14,6 % angenommen. Den Verlauf des Parameters im Vergleich zu trockener
Luft zeigt Abbildung 3‑51.
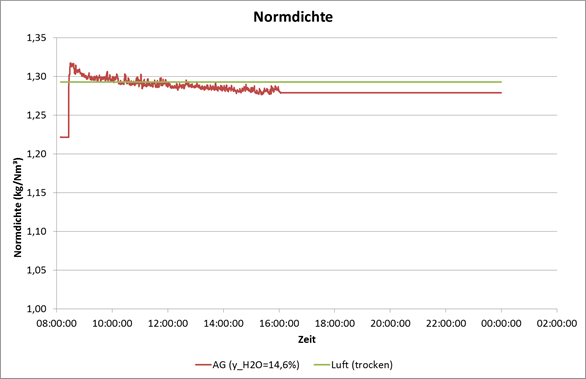
Abbildung
3‑51: Normdichte des BHKW-Abgases (berechnet)
Stationärer
Prozesszustand
Ein Ziel der Versuchsauswertung war die Ermittlung des
stationären Zustandes der Anlage. dazu wurden die wesentlichen Prozessparameter
(Volumenströme, Temperaturen, Gaszusammensetzung, …) auf Stationarität
untersucht. Die strenge mathematische Prüfung der Zeitreihen auf Stationarität
wurde durch stark verrauschte Signale und prozessinhärente Instationaritäten
(z.B. Verhalten des Reformer-Festbettes und Verschmutzung des Filters)
erschwert bzw. unmöglich gemacht. Die Auswertung der Messdaten erfolgte daher
visuell. Ein wichtiges Kriterium für Stationarität war dabei das Fehlen
erkennbarer stetiger Trends in den zeitlichen Verläufen. Im Folgenden werden
die zeitlichen Verläufe der ausgewählten Prozessgrößen nochmals dargestellt und
der angenommene Zeitpunkt für das Erreichen des stationären Zustandes
angegeben.
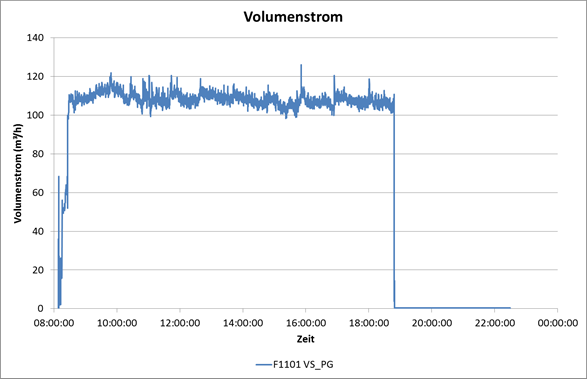
Abbildung
3‑52: Volumenstrom des Produktgases
Der Volumenstrom des Produktgases (Abbildung
3‑52) wies im Mittel ab ca. 3 Stunden nach Versuchsbeginn quasistationäre
Werte auf.
Die Temperaturen der Produktgasstrecke (alle außer T1108 in Abbildung 3‑53) erreichten im Wesentlichen nach 2 Stunden stationäre Werte, nur
die Temperatur unmittelbar vor dem Motor (T1125) benötigte etwa 3 Stunden. Die
mittlere Temperatur im Reformer wurde wesentlich von der Reformerluft und dem
Zustand des Festbettes im Reformer bestimmt. Sie wies nur kurzzeitig (etwa
12:00 Uhr bis 14:00 Uhr und ab 16:00 Uhr) stationäres Verhalten
auf.
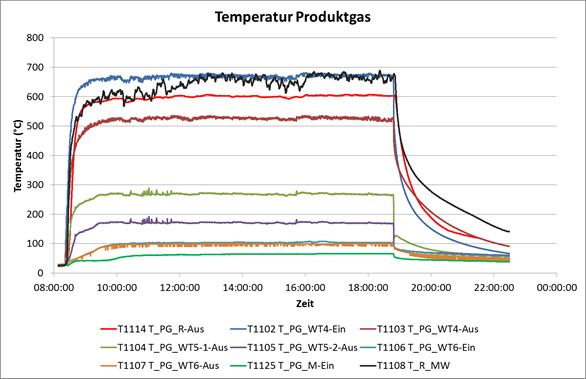
Abbildung 3‑53: Temperaturen des
Produktgases mit mittlerer Temperatur im Reformer
Die gemessene Zusammensetzung des Produktgases, die in Abbildung 3‑54 dargestellt ist, wies analog zur Reformertemperatur leichte
Trends für Kohlenmonoxid (Q1107_CO) und Kohlendioxid (Q1107_CO2) auf. Die
bereits beschriebenen Störungen des Festbettes im Reformer wirkten sich auch
auf die Gaszusammensetzung aus. Ab 12:00 Uhr konnte jedoch ein
näherungsweise stationärer Zustand angenommen werden.
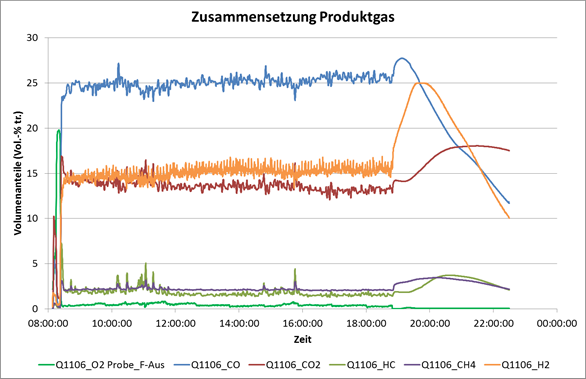
Abbildung
3‑54: Zusammensetzung des Produktgases
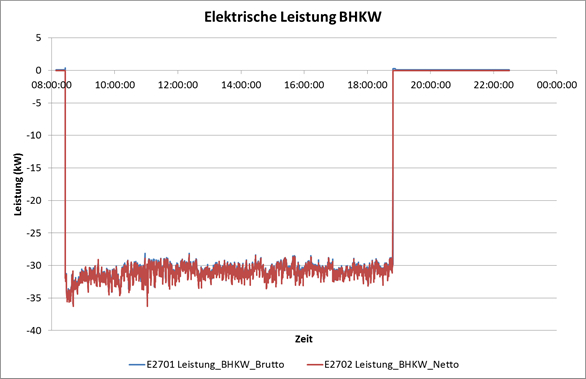
Abbildung
3‑55: Elektrische Leistung des BHKW (brutto, netto)
Die elektrische Leistung des BHKW-Motors (Abbildung
3‑55) war ab etwa 1 Stunde nach Versuchsbeginn konstant. Auch der
Abgas-Volumenstrom des BHKW in Abbildung 3‑56 erreichte zu diesem
Zeitpunkt seinen stationären Wert.
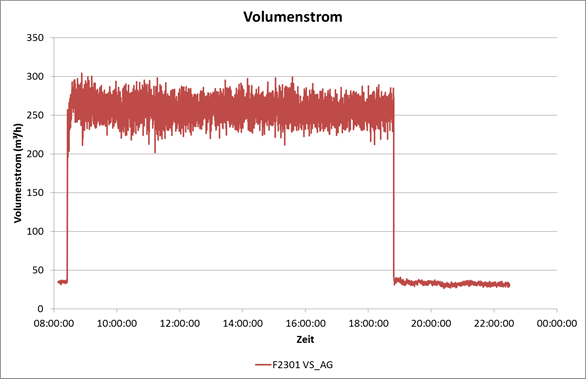
Abbildung
3‑56: Volumenstrom des Abgases
Die Temperaturen im Abgas des BHKW (Abbildung
3‑57) waren, bis auf die defekte Messstelle T2309, ab etwa 10:00 Uhr
als konstant zu betrachten.
Die Zusammensetzung des BHKW-Abgases (Abbildung
3‑58) wies bis auf die von der Lambdasonde des Motors geregelte
Sauerstoffkonzentration (Q2313_O2) keine Ansätze stationären Verhaltens auf.
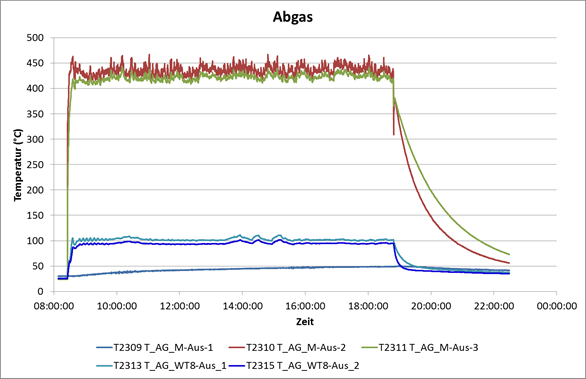
Abbildung
3‑57: Temperaturen des BHKW-Abgases
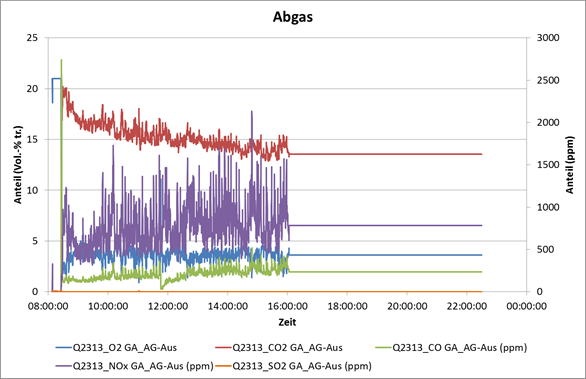
Abbildung
3‑58: Zusammensetzung des BHKW-Abgases
Im Zeitraum zwischen 13:20 und 15:45 Uhr war außerdem
der Trockner außer Betrieb. Ab ca. 16:00 Uhr wurde die Gasanalyse des
BHKW-Abgases außer Betrieb genommen. Ausgehend davon und von der Auswertung der
wesentlichen Prozessparameter wurde der angenommene stationäre Bereich auf den
Zeitraum 12:15 – 13:15 Uhr festgelegt.
Zusammenfassung
In Tabelle
3‑13 sind die für eine Bilanzierung notwendigen stationären Messdaten,
die daraus berechneten weiteren Versuchsparameter sowie die dem Versuch
zuzuordnenden Ergebnisse der Laboranalysen zusammengefasst dargestellt.
Tabelle 3‑13: Zusammenfassung der wichtigsten Versuchsdaten vom 03.07.2014 für den
stationären Auswertungszeitraum von 12:15 – 13:15 Uhr
|
Parameter
|
KKS
|
Daten
|
Einheit
|
Datenherkunft
|
|
Brennstoff
(HHS)
Massenstrom
Heizwert
Wassergehalt
|
F1402
|
27,56
17,55
4,1
|
kg/h
MJ/kg
Ma.-%
|
Messung
Laboranalyse/Berechnung
Laboranalyse
|
|
Vergasungsmittel (Luft)
Volumenstrom
Massenstrom
Temperatur
thermische Energie
|
F1201
T1201
|
45,59
51,48
39
0,20
|
m³/h
kg/h
°C
kW
|
Messung
Berechnung
Messung
Berechnung
|
|
Produktgas
Volumenstrom
Massenstrom
Temperatur
Zusammensetzung
Heizwert
|
F1101
T1107
Q1106_O2
Q1106_CO
Q1106_CO2
Q1106_HC
Q1106_CH4
Q1106_H2
Q1106_H2O
|
109,54
90,87
99
0,43
23,19
12,48
1,45
1,94
14,10
8,10
38,30
5,31
|
m³/h
kg/h
°C
Vol.-%_O2
Vol.-%_CO
Vol.-%_CO2
Vol.-%_HC
Vol.-%_CH4
Vol.-%_H2
Vol.-%_H2O
Vol.-%_N2
MJ/kg
|
Messung
Berechnung
Messung
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Messung
Berechnung
Berechnung
|
|
Motorluft
Volumenstrom
Massenstrom
Temperatur
thermische
Energie
|
F2201
T2201
|
111,36
123,88
39
0,54
|
m³/h
kg/h
°C
kW
|
Messung
Berechnung
Messung
Berechnung
|
|
elektrische Energie
Eigenbedarf Vergaser
Eigenbedarf BHKW
Netzeinspeisung
|
E1703
E2701
E2702
|
1,27
0,16
30,93
|
kW
kW
kW
|
Messung
Messung
Messung
|
|
Wärme
Nutzwärmeleistung
Vergaser
Nutzwärmeleistung BHKW
|
U1601
U2602
|
11,26
60,18
|
kW
kW
|
Messung
Messung
|
|
Filterstaub
Massenstrom
Heizwert
|
|
0,97
27,22
|
kg/h
MJ/kg
|
Berechnung
Laboranalyse/Berechnung
|
|
Reststoff
Massenstrom
Heizwert
|
Q1502
|
0,53
22,57
|
kg/h
MJ/kg
|
Messung
Laboranalyse/Berechnung
|
|
Abgas
Volumenstrom
Massenstrom
Temperatur
Zusammensetzung
thermische
Energie
|
F2301
T2315
Q2313_O2
Q2313_CO2
Q2313_CO
Q2313_NOx
Q2313_SO2
|
258,31
247,78
93
3,11
12,97
0,02
0,07
0,00
15,00
68,91
5,77
|
m³/h
kg/h
°C
Vol.-%_O2
Vol.-%_CO2
Vol.-%_CO
Vol.-%_NOx
Vol.-%_SO2
Vol.-%_H2O
Vol.-%_N2
kW
|
Messung
Berechnung
Messung
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Messung
(geänd. Bezug)
Annahme
Berechnung
Berechnung
|
Für die Bilanzierung und weiterführende Analysen zum
Verhalten und zur Optimierung der Biomassevergasungsanlage wurden die Daten des
stationären Zustandes des ausgewählten Versuches vom 03.07.2014 ermittelt und
über dem ausgewählten Zeitraum gemittelt. Die Analyse erfolgte ausschließlich
unter Verwendung von Messwerten. Es wurden keine Simulationsergebnisse
berücksichtigt.
In einer ersten Bilanzierung der Massenströme für den
Reformer und das BHKW sowie ausgewählter Stoffströme für einzelne Komponenten
wurden die zugehörigen Messwerte des stationären Zustandes auf Plausibilität
untersucht. Dabei wurden z.T. deutliche Abweichungen in den Bilanzen
festgestellt, deren Ursachen im Weiteren zu ermitteln sind.
Die Berechnung der
Massenströme der gasförmigen Medien erfolgte über den Volumenstrom und die
Dichte im Normzustand. Es wurden die Massenströme am Ein- und Austritt der
betrachteten Komponente ermittelt. Die Abweichungen wurden als absolute Werte
und als relative Werte, die sich auf den summarischen Massenstrom am Eintritt
bezogen, ermittelt. Für die Bilanzierung von Stoffströmen wurden
ausgewählte Gasbestandteile betrachtet, die in der betrachteten Komponente
nicht an der Stoffumwandlung teilnahmen. Die Auswertung erfolgte über die
Konzentration und die Volumenströme im Normzustand.
Massenbilanz
Abbildung
3‑59 zeigt die einzelnen Massenströme
von Reformerluft, Holzhackschnitzeln und Produktgas. Abbildung
3‑60 zeigt die Kurven von
Holzhackschnitzeln und Reformerluft gestapelt (Summierung der Einzelwerte) und
im Vergleich dazu den Austrittsmassenstrom (Produktgas) auf der Sekundärachse.
Dadurch ist der direkte Vergleich zwischen der Summe der Eintrittsmassenströme
(entspricht MS_RL) und dem Austrittsmassenstrom MS_PG möglich.
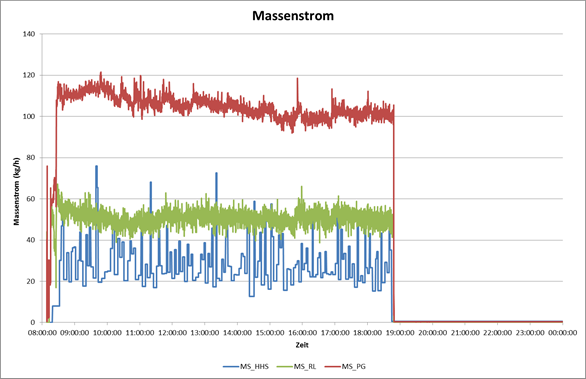
Abbildung
3‑59: Massenströme in den und aus dem Reformer
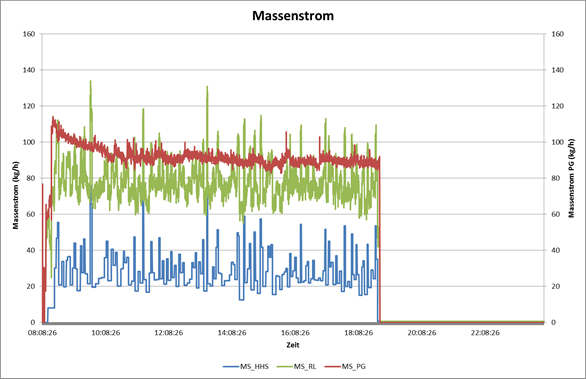
Abbildung
3‑60: Massenströme in den (summarisch) und aus dem Reformer
Die Abweichung betrug
über den Versuch nahezu konstant 13 kg/h. Der Anteil des Reststoffes im
Produktgas wurde bei der Diagrammdarstellung vernachlässigt.
Abbildung 3‑14
zeigt die Ergebnisse der Massenbilanz für den Reformer. Die Abweichung betrug
ca. 16 %. Unter der Annahme, dass am Austritt des Reformers kein freier
Sauerstoff vorlag, ergab sich aus der gemessenen Sauerstoffkonzentration im
Produktgas von ca. 0,5 % und einem Produktgasvolumenstrom von
110 m³/h bzw. ca. 81 m³/h (i.N.) ein Falschluftmassenstrom von
ca. 2,6 kg/h. Das hätte zwar die Abweichung verringert, konnte jedoch
nicht alleinige Ursache sein. Als entscheidende Ursache wurden Fehler in der
Volumenstrommessung und/oder in der Messung der Gaszusammensetzung des
Produktgases vermutet.
Tabelle
3‑14: Massenbilanz des Reformers
|
Medium
|
Massenstrom (kg/h)
|
Abweichung (kg/h)
|
Abweichung (%)
|
|
Input
|
HHS
|
27,56
|
|
|
|
RL
|
51,48
|
|
Summe
|
79,04
|
|
Output
|
PG
|
90,87
|
|
|
|
Filterstaub
|
0,97
|
|
Summe
|
91,84
|
|
Bilanz
|
|
|
-12,81
|
16,2
|
Stoffbilanz
In Tabelle 3‑15 sind die Ergebnisse der
Stickstoffbilanz für den Reformer aufgeführt. Die Abweichungen waren gering und
lagen im Bereich der Messunsicherheiten der verwendeten Messwerte.
Tabelle 3‑15: Stickstoffbilanz des
Reformers
|
Medium
|
Volumenstrom
(m³/h (i.N.))
|
Abweichung
(m³/h (i.N.))
|
Abweichung
(%)
|
|
Input
|
RL
|
32,3
|
|
|
|
Summe
|
32,3
|
|
Output
|
PG
|
31,2
|
|
|
|
Summe
|
31,2
|
|
Bilanz
|
|
|
1,1
|
3,5
|
Massenbilanz
Analog zum beschriebenen
Vorgehen bei der Bilanz über den Reformer wurde auch die Bilanz für den
BHKW-Motor erstellt. Abbildung
3‑61 und Abbildung 3‑62 zeigen die Massenströme in den
und aus dem BHKW-Motor.

Abbildung
3‑61: Massenströme in den und aus dem BHKW-Motor

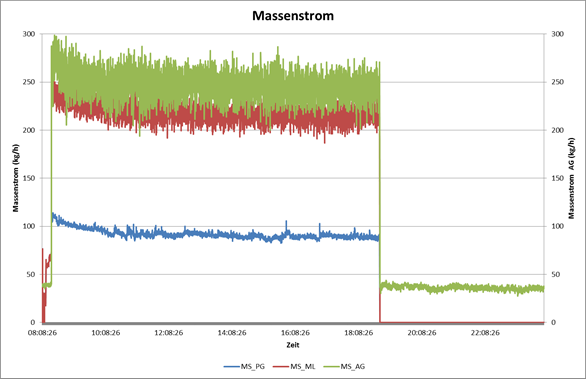
Abbildung
3‑62: Massenströme in den (summarisch) und aus dem BHKW-Motor
Auch hier weicht die Summe der Eingangsmassenströme (MS_ML
in Abbildung 3‑62) von
Ausgangsmassenstrom ab.
Die Ergebnisse der
Massenbilanz des BHKW sind in Tabelle
3‑16 aufgeführt. Die prozentuale
Abweichung in der Massenbilanz war ähnlich hoch wie beim Reformer. Auch hier
wurde die Ursache vor allem in einer ungenauen
Volumenstrommessung angenommen.
Tabelle 3‑16: Massenbilanz des BHKW
|
Medium
|
Massenstrom (kg/h)
|
Abweichung (kg/h)
|
Abweichung (%)
|
|
Input
|
PG
|
90,87
|
|
|
|
ML
|
123,88
|
|
Summe
|
214,75
|
|
Output
|
AG
|
247,78
|
|
|
|
Summe
|
247,78
|
|
Bilanz
|
|
|
-33,03
|
15,38
|
Stoffbilanz
Tabelle 3‑17 zeigt die Werte für die
Sauerstoffbilanz bei der Mischung von Produktgas und Motorluft zu Motorgas. Die
Abweichung in der Massenbilanz betrug knapp 29 %. Eine plausible Ursache
konnte bisher nicht ermittelt werden, es wird eine Zumischung von Falschluft
vermutet.
Tabelle 3‑17: Sauerstoffbilanz des
BHKW (Motorgas)
|
Medium
|
Volumenstrom
(m³/h (i.N.))
|
Abweichung
(m³/h (i.N.))
|
Abweichung
(%)
|
|
Input
|
PG
|
0,3
|
|
|
|
ML
|
20,5
|
|
Summe
|
20,8
|
|
Output
|
MG
|
26,8
|
|
|
|
Summe
|
26,8
|
|
Bilanz
|
|
|
-6,0
|
28,9%
|
Die Stickstoffbilanz für das BHKW ist in Tabelle
3‑18 dargestellt. Auch hier war die Abweichung mit knapp
24 % sehr deutlich. Es wurde ein massiver Einbruch von Falschluft als
Ursache vermutet.
Tabelle 3‑18: Stickstoffbilanz des
BHKW
|
Medium
|
Volumenstrom
(m³/h (i.N.))
|
Abweichung
(m³/h (i.N.))
|
Abweichung
(%)
|
|
Input
|
PG
|
31,2
|
|
|
|
ML
|
76,2
|
|
Summe
|
107,3
|
|
Output
|
AG
|
133,0
|
|
|
|
Summe
|
133,0
|
|
Bilanz
|
|
|
-25,7
|
23,9%
|
Ausgehend von den Messwerten der Temperaturen und des
Volumenstromes in den einzelnen Schleifen des Pufferspeichers wurden die
Wärmeströme berechnet und mit dem entsprechenden Messwert verglichen.
Beispielhaft wird das Ergebnis für die Pufferspeicherschleife des Vergasers
dargestellt (Abbildung 3‑63). Der Messwert des Wärmestromes (U1601)
betrug nahezu konstant das 1,3-fache des berechneten Wertes QS(VS)_R. In Abbildung 3‑63 ist das Verhältnis zwischen gemessenem und berechnetem
Wärmestrom mit Faktor_R bezeichnet.
Im Ergebnis der
Fehlersuche wurde festgestellt, dass die Werte des Volumenstromes richtig
gemessen wurden. Jedoch wurde ein um den Faktor 1,3 zu geringer Wert an die
Datenbank zur Abspeicherung übertragen. Das Problem betraf alle Volumenströme
in den verschiedenen Pufferspeicherschleifen, konnte jedoch vom Hersteller der
Messtechnik noch nicht behoben werden. Auf die Darstellung der
Diagramme für die Pufferschleifen von BHKW und Trockner wurde verzichtet.
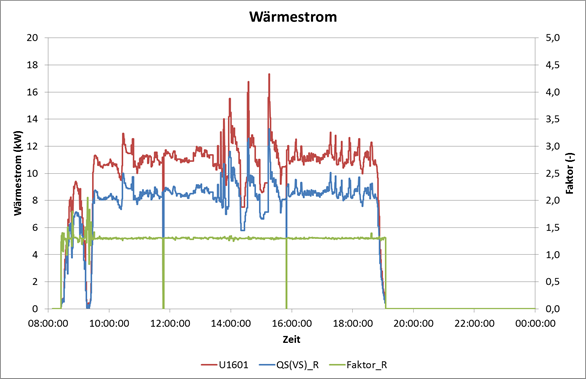
Abbildung
3‑63: Gemessener und berechneter Wärmestrom zur
Pufferspeicherschleife des Vergasers und deren Verhältnis
Ein erster Vergleich der Wärmeströme zwischen
Produktgasstrecke und Kühlkreis des Vergasers ergab gravierende Abweichungen
zwischen der Aufteilung der Wärmeströme auf die Wärmeübertrager (WT5-1, WT5-2,
WT6) in den beiden Medien. Als Parameter für die Schätzung wurden dabei die
Temperaturdifferenzen über den einzelnen Wärmeübertragern verwendet. Die
wesentliche Ursache für die Abweichungen lag in der Messung der Temperaturen im
Kühlkreis. Im abgeschalteten Zustand der Anlage lagen hier bereits deutliche
Differenzen zwischen Temperaturen an den einzelnen Messstellen vor (s. Abbildung 3‑64) ohne dass nachweisbare
Wärmeströme übertragen wurden. Zum markierten Zeitpunkt unmittelbar vor den
Start des Vergasers wurde die Pumpe des Kühlkreises in Betrieb genommen und es
hätte an allen Messstellen die gleiche Temperatur gemessen werden müssen.
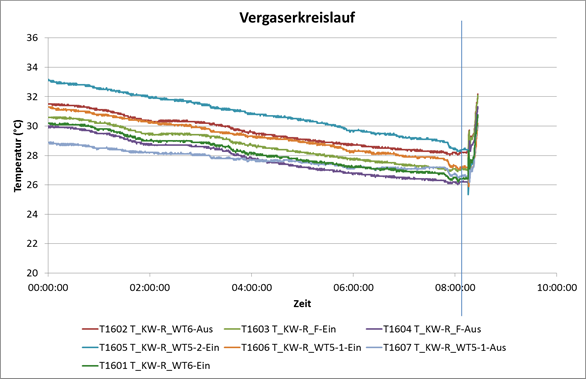
Abbildung
3‑64: Temperaturen im Kühlkreis des Vergasers
Ausgehend von den gemessenen Werten wurden alle Temperaturen
auf die Temperatur T1607 korrigiert (s. Tabelle 3‑19).
Tabelle
3‑19: Temperaturkorrektur (Kühlkreis Vergaser)
|
Messstelle
|
Korrektur (K)
|
|
T1601
|
0,17
|
|
T1602
|
-1,60
|
|
T1603
|
-0,50
|
|
T1604
|
0,40
|
|
T1605
|
-1,80
|
|
T1606
|
-0,60
|
|
T1607
|
0
|
Tabelle
3‑20: Aufteilung der Wärmeströme zwischen Produktgasstrecke
und Kühlkreis des Vergasers
|
Wärmeübertrager
|
Aufteilung der Wärmeströme (%)
|
|
Produktgas
|
Kühlkreis (Original)
|
Kühlkreis (korrigiert)
|
|
WT5-1
|
71
|
50
|
60
|
|
WT5-2
|
27
|
17
|
37
|
|
WT6
|
2
|
33
|
3
|
Es wurde angenommen, dass sich die Korrekturwerte während
des Betriebes der Anlage nicht änderten. Mit Hilfe der korrigierten
Temperaturen stimmten die primär- und sekundärseitige Aufteilung der
Wärmeströme zwischen den einzelnen Wärmeübertragern besser überein, wie in Tabelle 3‑20 zu erkennen ist.
Die im Rahmen des Projektes durchgeführten Analysen wurden
in interdisziplinärer Zusammenarbeit (Abbildung 3‑65) von den Fakultäten
Maschinenwesen und der Fakultät Mathematik/Naturwissenschaften sowie dem
Institut für Verfahrensentwicklung, Torf- und Naturstoff-Forschung (iTN) an der
Hochschule Zittau/Görlitz und dem Internationalen Hochschulinstitut Zittau
(ihi), Zentrale Wissenschaftliche Einrichtung der TU Dresden erbracht,
wodurch sie zur fachlichen Verzahnung am Standort Zittau beitrugen.
Gesamtgehalt gelöste Feststoffe
Fachbereich Chemie /
Fakultät N
|
|
Elementaranalyse
Siebanalyse
iTN / Fakultät N
|
|
Abbildung 3‑65: Zusammenarbeit der Institutionen im Rahmen der Laboranalysen
Für die eingesetzten Brennstoffe (verschiedene Chargen HHS),
den Filterstaub (vor Nachreformer) und den Reststoff (nach Nachreformer) sind
die in Tabelle 3‑21 aufgeführten Analysen in Abhängigkeit der
Projektziele bei verschiedenen Prozessparametern (Messfahrten) durchgeführt
worden.
Tabelle 3‑21: Übersicht durchgeführte Laboranalysen
|
Analyse
|
Durchführung
|
Ergebnisse
|
|
Wassergehalt (Trockenschrank)
|
DIN EN 14774-2
|
Wassergehalt
|
|
Thermogravimetrische
Analyse
|
DIN 51718 - 51719 - 51720
|
Wassergehalt, Aschegehalt
Anteil fixer Kohlenstoff
Anteil flüchtiger Bestandteile
|
|
Asche-Schmelz-Verhalten
|
DIN 51730
|
Erweichungstemperatur, -bereich
Fließtemperatur, -bereich
|
|
Brennwertbestimmung
|
DIN 51900-1/-3
|
Brennwert (Heizwert)
|
|
Elementaranalyse
|
DIN EN 15104:2011
|
Gehalte der Elemente:
Kohlenstoff, C
Stickstoff, N
Wasserstoff, H
Schwefel, S und Sauerstoff, O
|
|
Siebanalyse
|
DIN 66165-2
DIN 15149-1
|
Korngrößenverteilungen
|
|
gelöste Feststoffen
|
DIN EN 12457-4
DIN EN 15216
|
Gesamtgehalt an gelösten Feststoffen, pH-Wert u.
Leitfähigkeit des Eluates
|
|
Analyse polyzyklischer aromatischer
Kohlenwasserstoffe (PAK)
|
Kaltextraktion
mit Cyclohexan
|
Gehalt an:
Naphthalin(Naph),
Acenaphthylen (Acyl)
Acenaphthen (Ace)
Fluoren (Fl)
Phenanthren (Phen)
Anthracen (Anth)
Fluoranthen (F)
Pyren (Py)
Benzo[a]anthracen (BaA)
Chrysen (Chr)
Benzo[b]fluoranthen (BbF)
Benzo[k]fluoranthen (BkF)
Benzo[a]pyren (BaP)
Dibenzo[a,h]anthracen (DBahA)
Indeno[1,2,3-cd]pyren (IcdPy)
Benzo[ghi]perylen (BghiP)
|
|
Schwermetallanalyse
|
DIN
38406-E22 / E29
DIN EN
15300 -15319
|
Gehalt der chemischen Elemente:
Nickel (Ni)
Kupfer (Cu)
Arsen (As)
Cadmium (Cd)
Blei (Pb)
Chrom (Cr)
Zink (Zn)
Mangan (Mn)
Eisen (Fe)
Aluminium (Al)
Kalium (K)
Magnesium (Mg)
Calcium (Ca)
Phosphor (Ph)
|
Die Probenahmen erfolgten durch geschultes Personal in
Anlehnung an (LAGA PN 98, 2001). In Abhängigkeit der geforderten
Ergebnisse erfolgte die Analyse zeitnah zu den Probenahmen bzw. nach einer
entsprechenden Aufbereitung z.B. Zerkleinern und Homogenisieren.
Zur Bilanzierung des Versuchs vom 03.07.2014 wurden die
Analysenwerte aus Tabelle
3‑22 herangezogen
und die elementare Zusammensetzung auf den wasserfreien Bezugszustand
umgerechnet. Angegeben sind die Mittelwerte aus min. 3 Einzelmessungen.
Tabelle 3‑22: Ergebnisse der
Laboranalysen für den Versuch 03.07.14
|
Medium
|
Parameter
|
Wert
|
Einheit
|
|
Holzhackschnitzel
|
Wassergehalt
|
4,1
|
Ma.-%
|
|
Heizwert
|
17.553
|
kJ/kg
|
|
Aschegehalt
|
0,35
|
Ma.-%
|
|
Zusammensetzung (wf)
C
H
N
S
O
|
50,250
7,042
0,001
0,000
42,357
|
Ma.-%
Ma.-%
Ma.-%
Ma.-%
Ma.-%
|
|
Filterstaub
|
Wassergehalt
|
1,7
|
Ma.-%
|
|
Heizwert
|
27.217
|
kJ/kg
|
|
Aschegehalt
|
16,07
|
Ma.-%
|
|
Zusammensetzung (wf)
C
H
N
S
O
|
77,000
1,080
0,560
0,077
5,213
|
Ma.-%
Ma.-%
Ma.-%
Ma.-%
Ma.-%
|
|
Reststoff
|
Wassergehalt
|
1,8
|
Ma.-%
|
|
Heizwert
|
22.567
|
kJ/kg
|
|
Aschegehalt
|
29,61
|
Ma.-%
|
|
Zusammensetzung (wf)
C
H
N
S
O
|
66,600
0,938
0,510
0,124
2,218
|
Ma.-%
Ma.-%
Ma.-%
Ma.-%
Ma.-%
|
Die Daten aus Tabelle 3‑22 wurden mit den in Tabelle 3‑21 aufgeführten Methoden bestimmt.
3.4.3
Weitere Laborergebnisse
Es werden nachfolgend die Ergebnisse der Laboruntersuchungen
dargestellt, welche bei Bedarf neben der klassischen
Brennstoffcharakterisierung durchgeführt wurden. Es handelt sich um
Untersuchungen zur Korngrößenanalyse und zu Inhaltsstoffen.
3.4.3.1 Siebanalysen
Untersucht wurde die Korngrößenverteilung der HHS bei
Anlieferung. Die Inbetriebnahme erfolgte mit HHS gemäß G30 nach (ÖNORM
M 7133, 1998). Diese Charge hatte einen Feinanteil < 1mm von ca.
10 Ma% (vgl. Tabelle 3‑23). Da besonders der Feinanteil auf die
Reaktionen im Vergasungsprozess einen negativen Einfluss hat, wurde dieser vor
dem Anlageneintritt abgesiebt. In einer weiteren Brennstofflieferung wurden
gröbere HHS vereinbart (gemäß G50 nach (ÖNORM M 7133, 1998)). Der Anteil der
Holzstücke < 1 mm beträgt bei dieser Charge noch 1 Ma%. Den
größten Anteil an HHS hat die Fraktion mit einem Durchmesser von
16-31,5 mm. Die entsprechende Korngrößenverteilung der zwei verschiedenen
Chargen an HHS ist in Abbildung 3‑66 grafisch dargestellt.
Tabelle
3‑23: Ergebnisse und Vergleich der Siebanalyse HHS
|
|
Grobanteil
|
Hauptanteil
|
Feinanteil
|
|
Anforderung
Norm G 30
|
>16 mm
< 20 Ma%
|
2,8 mm –
16 mm
60-100 Ma%
|
<1 mm
< 20 Ma%
|
|
HHS Siebung 1
|
3 Ma%
|
87 Ma%
|
10 Ma%
|
|
Anforderung
Norm G 50
|
>31,5 mm
< 20 Ma%
|
5,6 mm –
31,5 mm
60-100 Ma%
|
<1 mm
< 20 Ma%
|
|
HHS Siebung 2
|
2 Ma%
|
96 Ma%
|
3 Ma%
|

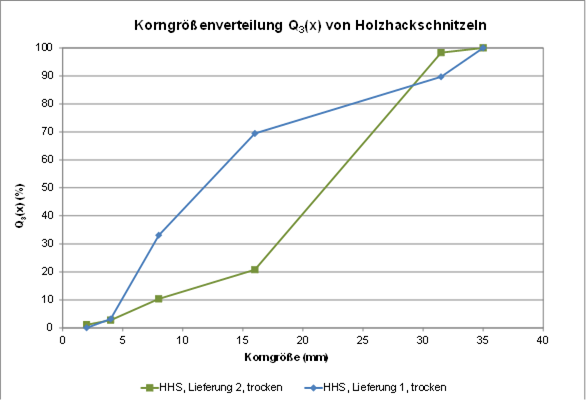
Abbildung
3‑66: Korngrößenverteilung der HHS
3.4.3.2 Bestimmung des Gehaltes an polyzyklischen aromatischen
Kohlenwasserstoffen
Zum tieferen Verständnis der Vorgänge im Reformer und im
Nachreformer wurden die Reststoffe auf ihre Gehalte an polyzyklischen
aromatischen Kohlenwasserstoffen (PAK) untersucht. PAK bestehen aus zwei oder
mehreren Benzolringen und werden als Bestandteile von Pyrolyseprodukten aus
Biomasse als organische Verbindungen mit toxischer und krebserzeugender Wirkung
aufgeführt (Deutsche Forschungsgesellschaft, 2002). Besonders die
höhermolekularen PAK sind sehr schwer wasserlöslich, persistent gegen
natürlichen Abbau und haben eine sehr hohe Feststoffaffinität (Dr.
Holweg, 2011).
Die Bestimmung erfolgte nach Aufschluss mit Cyclohexan
mittels Gaschromatopraphie mit Massenspektroskopiekopplung (GC/MS) im Messgerät
Triple Quadrupol GC/MS-System der Fa. Varian der Fakultät
Mathematik/Naturwissenschaften. Es wurden die PAK, die im Rahmen der
EPA-Methode 610 von 1982 aufgelistet sind, herangezogen (Vergleich Tabelle 3‑21).
An der Versuchsanlage wurden folgende
Reststoffe untersucht:
· Filterstaub
entspricht Reststoff vor NR
· Reststoff
nach NR entspricht Filterstaub nach der anschließenden thermischen Behandlung
in einem Nachreformer
In den Abbildung 3‑67 und Abbildung 3‑68 sind
die Ergebnisse als Einzelkomponenten und als Summe grafisch dargestellt. Der
Nachreformerprozess spaltet Kohlenstoffverbindungen bei 600°C auf, so dass eine
Reduzierung der PAK-Gehalte von 1200 mg/kg auf 70 mg/kg erfolgt und
der Gesamtkohlenstoffgehalt reduziert wird.
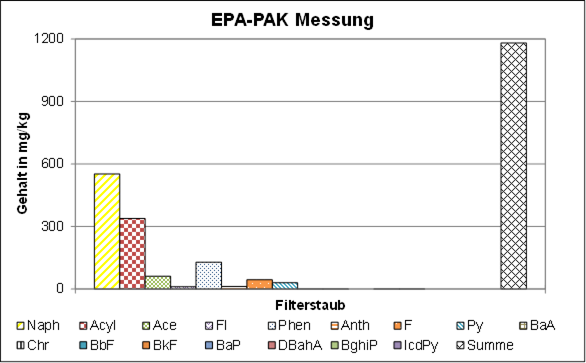
Abbildung
3‑67: PAK-Messung Filterstaub
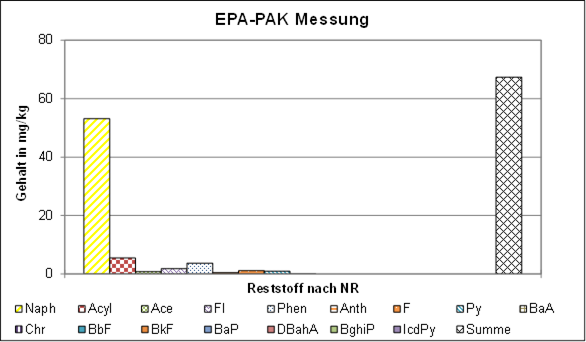
Abbildung
3‑68: PAK-Messung Reststoff nach NR
Untersuchungen des (Bayerisches Landesamt für Umwelt (LfU),
2013) mit festen Rückständen aus diversen Holzvergasungsanlagen wiesen für
Vergaserrückstände PAK-Gehalte (nach EPA) zwischen 8 und 53 mg/kg auf, die
untersuchten Filterstäube lagen zwischen 1.500 und 8.700 mg/kg PAK.
Hierbei ist jedoch zu berücksichtigen, dass diese Analysen unter Anwendung der
DIN ISO 13877 mit ausdrücklichem Hinweis auf die Extraktion über ein Heißverfahren
erfolgten. Aus Sicht des LfU muss bei Anwendung von Kaltextraktionsverfahren
(z.B. Extraktion mit Cyclohexan) mit systematischen Minderbefunden gerechnet
werden.
3.4.4
Schwermetallanalyse
In der Literatur findet sich keine einheitliche,
wissenschaftlich akzeptierte Definition für den Begriff „Schwermetalle“. Im
Rahmen dieses Projektes wurden die Gehalte an den in Tabelle 3‑21
aufgelisteten Elementen bestimmt und unter dem Begriff „Schwermetallanalyse“
zusammengefasst. In Tabelle 3‑24 sind die verwendeten Methoden sowie die
dazugehörigen Normen aufgelistet.
Tabelle
3‑24: Übersicht Schwermetallanalyse (Methode und Norm)
|
Elemente
|
Methode
|
Norm
|
|
As, Cd, Cu, Pb, Ni, Zn
|
ICP-OES/-MS
optische
Emissionsspektroskopie mit induktiv gekoppeltem Plasma und
Massenspektrometrie mit induktiv gekoppeltem Plasma
|
DIN
EN ISO 118855 (2009)
EN
ISO 17294-2 (2005)
|
|
Cr
|
AAS
Atomabsorptionsspektrometrie
|
DIN
EN 1233
|
|
Mn,
Fe, Al, K, Mg, Ca, P
|
ICP-OES/-MS
optische
Emissionsspektroskopie mit induktiv gekoppeltem Plasma und
Massenspektrometrie mit induktiv gekoppeltem Plasma
|
DIN
EN 15297
|
Die Ergebnisse der Schwermetallanalysen sind in Abbildung 3‑71,
Abbildung 3‑70 und Abbildung 3‑69 dargestellt.
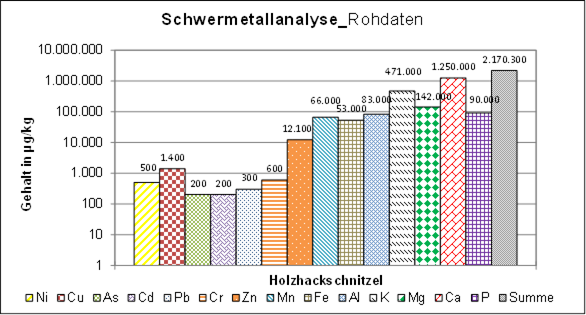
Abbildung
3‑69: Schwermetallanalyse HHS
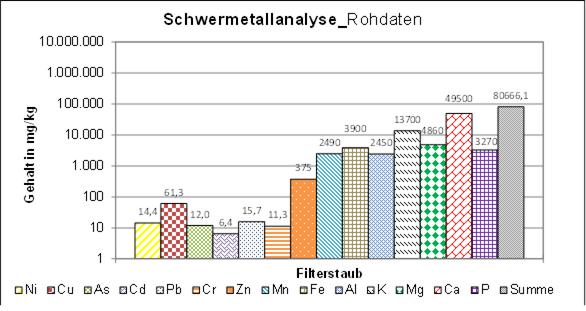
Abbildung
3‑70: Schwermetallanalyse Filterstaub
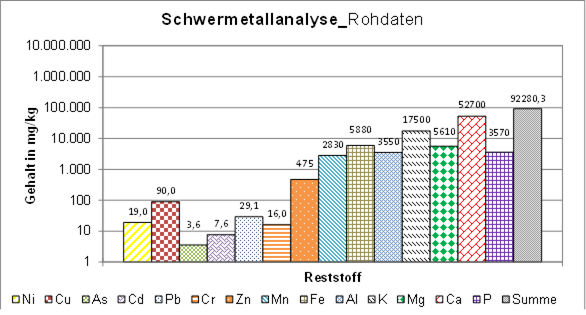
Abbildung
3‑71: Schwermetallanalyse Reststoff
Um die Schwermetallgehalte der HHS, des Filterstaubes und
des Reststoffes miteinander vergleichen zu können, wurden sie auf den
jeweiligen Ascheanteil bezogen. Die entsprechende grafische Darstellung der
Gesamtschwermetallgehalte beinhaltet Abbildung 3‑72.
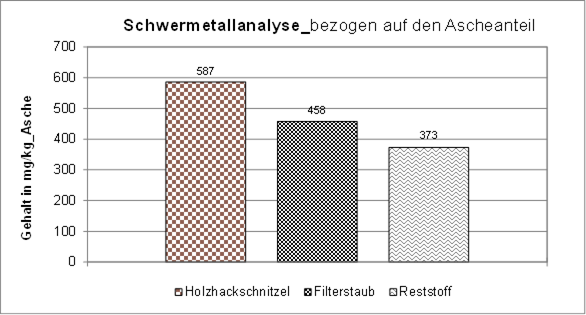
Abbildung
3‑72: Schwermetallanalyse Vergleich HHS-Filterstaub-Reststoff
(Gehalte bezogen auf den Ascheanteil)
Die Gesamtgehalte an Schwermetallen, bezogen auf den
jeweiligen Ascheanteil, nehmen über den Prozessverlauf ab (vgl. Abbildung 3‑72 ). Ein Teil der Schwermetallfraktion wird scheinbar mit dem Produktgasstrom
mitgeführt. In (Rentz & Martel, 1998) wird für eine
Steinkohletrockenfeuerung nachgewiesen, dass sich die Schwermetallgehalte auf
die Verbrennungsprodukte Grobasche, Flugasche und Rauchgas verteilen und somit
nicht nur in der Asche angereichert sind. Die Kondensation der flüchtigen
Schwermetalle erfolgt an mitgerissenen Aschepartikeln im Produktgasstrom an
Oberflächen im Holzvergaser. Es ist bekannt, das eine Kondensation bevorzugt an
kleinen Partikeln (< 5 µm, korngrößenabhängige Anreicherung)
erfolgt, was sich in den höheren Gehalten an Schwermetallen im Filterstaub
wiederspiegelt. Eine genaue Aussage zum Gehalt an Schwermetallen im Produktgas
kann zu diesem Zeitpunkt nicht getroffen werden, da keine Messung im Produktgas
durchgeführt wurde. Diese erweist sich, aufgrund der Vielfältigkeit der
Verbindungen und der Inhomogenitäten des Produktgases verbunden mit der hohen
Messungenauigkeit, als messtechnisch schwierig.
3.4.5
Alterung der Reststoffe –
Karbonatisierung
Beim Prozess der Holzvergasung entstehen neben dem
Produktgasstrom zwei feste Rückstände, zum einen Reststoff (nach Nachreformer)
und zum anderen Filterstaub (Staub aus Filter, vor Nachreformer). Um Aussagen
zur weiteren Nutzung treffen zu können, wurden die Rückstände untersucht. Es
zeigte sich, dass u.a. ein zu hoher Gehalt an gelösten Feststoffen eine
Deponierung gemäß Deponieklasse I oder II nicht zulässt.
Tabelle 3‑25: Grenzwerte für den Gesamtgehalt an gelösten Feststoffen gemäß (Deponieverordnung (DepV), 2009)
|
Deponieklasse
|
Wert
mg/l
|
|
0
|
≤
400
|
|
I
|
≤
3.000
|
|
II
|
≤
6.000
|
|
III
|
≤
10.000
|
Somit wurden vertiefende Analysen hinsichtlich der Senkung
des Gehaltes an gelösten Feststoffen durchgeführt.
Die Rückstände reagieren beim Alterungsprozess u.a. gemäß folgender
Gleichung:
|

|
(3‑47)
|
Diesen Prozess der Carbonatbildung nennt man
umgangssprachlich “Alterung von Aschen”. Die bei diesem Prozess gebildeten
Carbonate sind schwer wasserlöslich und bewirken eine Anhebung des pH-Wertes.
Beides wirkt sich positiv auf die Einstufung der Deponieklasse aus. Die
Reaktion kann sowohl mit Kohlendioxid aus der Umgebungsluft (natürlich) oder
durch Begasung mit CO2-haltigem Gas (künstlich) ablaufen. Es wurden
die natürliche und künstliche Alterung gemäß dem in Abbildung 3‑73
dargestellten Versuchsaufbaus durchgeführt.
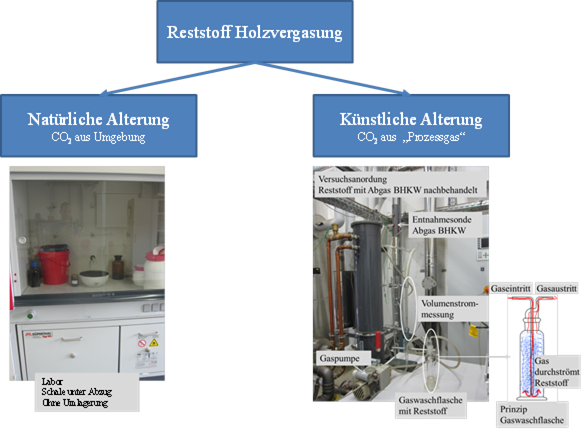
Abbildung
3‑73: Versuchsaufbau natürliche u. künstliche Alterung des
Reststoffes
Die Versuche zur natürlichen Alterung erfolgten im
Labormaßstab mit einer Probenausgangsmasse von ca. 1 kg über einen
Zeitraum von 16 Tagen. Die Probe wurde nicht gewendet, belüftet oder
befeuchtet. Die Probenahmen erfolgten am 1., 9. und 16. Tag. Die Ergebnisse
sind in Abbildung 3‑74 dargestellt. Der Gehalt an gelösten Feststoffen
nahm wie erwartet über den Versuchszeitraum ab. Die elektrische Leitfähigkeit
sowie der pH-Wert stiegen bis zum 9. Tag an und sanken anschließend wieder ab,
allerdings nicht auf das Ausgangsniveau. Es sind zukünftig weitere Analysen
notwendig, um gesicherte Aussagen zum Alterungsverhalten geben zu können.
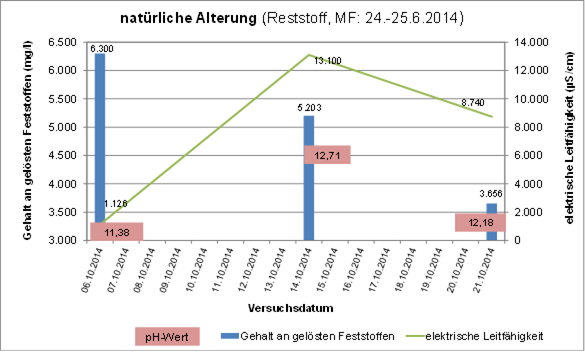
Abbildung 3‑74: Gesamtgehalt an gelösten
Feststoffen bei natürliche Alterung des Reststoffes
Für die Versuche zur „künstlichen Alterung“ wurde eine
Versuchsanordnung wie auf Abbildung 3‑75 dargestellt genutzt. Ein
Teilvolumenstrom des BHKW-Abgases durchströmte ein Bett aus Reststoff, wobei
der Volumenstrom und die Abgaszusammensetzung über den gesamten
Versuchszeitraum gemessen wurden. Es wurden erste Versuche mit 15 g
TCV-Reststoff durchgeführt, welche zeigen, dass der Gehalt an gelösten
Feststoffen nach 2 h mit einer Begasung von 20 l/h BHKW-Abgas eine
signifikante Verringerung des Gehaltes an gelösten Feststoffen, der
elektrischen Leitfähigkeit und des pH-Wertes zur Folge hat. Die Werte sind in Abbildung
3‑75 grafisch dargestellt.
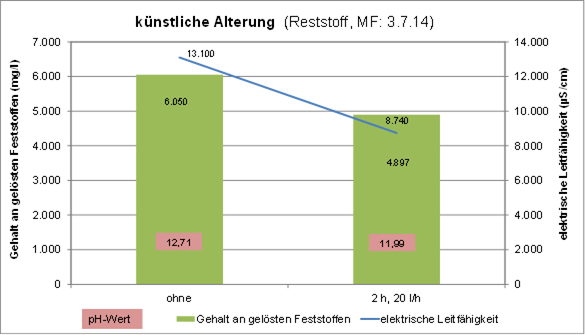
Abbildung
3‑75: Gesamtgehalt an gelösten Feststoffen bei künstlicher
Alterung des Reststoffes
Mit beiden Versuchen wurde das Ziel einen Gehalt an gelösten
Feststoffen kleiner als 3000 mg/l zum Erreichen der Deponieklasse I nicht
erreicht. Bei der natürlichen Alterung läuft die Reaktion in längeren
Zeiträumen (Wochen) ab. Es ist keine Begrenzung hinsichtlich der Reststoffvolumina
gegeben und durch Umwälzung und Belüftungsmaßnahmen kann die Reaktion positiv
beeinflusst werden. Die künstliche Alterung bringt bereits nach kurzen
Reaktionszeiten (Stunden) eine signifikante Reduzierung, jedoch ist die
technische Umsetzung nicht ohne Schwierigkeiten möglich und das Volumen an
Reststoff, welches zur Reaktion gebracht wird, ist durch den Prozessraum
beschränkt. Es bedarf weiterer zeitlicher und technischer Untersuchungen, um
eine praxistaugliche Verfahrensweise zu finden.
Für die technische Bewertung der Anlagenprozesse bilden
deren Bilanzierung unter Aufstellung der Stoff- und Energiebilanzen die
entsprechende Basis. Dafür ist die Messung bzw. Bestimmung der wichtigsten
Kenngrößen notwendig. Neben den absoluten Zahlen der jeweiligen Stoff- und
Energieströme haben die verwendeten Messverfahren und deren Messgenauigkeiten
einen wesentlichen Einfluss auf das Ergebnis der Bilanzierung. Im Praxisfall an
der Anlage vor Ort ist aufgrund der bekannten aber nicht praxistauglichen
Messgeräte/-verfahren und einer vielfach unvollständigen Bestimmung der
wichtigsten Kenngrößen eine detaillierte Gesamtbilanzierung in der Regel nicht
oder nur sehr schwer möglich (DBFZ Report Nr. 18, 2013, S. 60). Es wurde
versucht, diese Bewertungseinschränkung durch den Aufbau der Anlagen im Rahmen
eines Versuchsstandes inkl. einer möglichst umfassenden messtechnischen
Ausrüstung zu minimieren. Somit erlauben die erarbeiteten Projektdaten nun eine
detaillierte Bilanzierung sowohl der Gesamtanlage als auch bestimmter
Komponenten. Für eine technische Bewertung der Anlagen werden im Allgemeinen
die in Tabelle 3‑26 dargestellten wesentlichsten Bilanzierungsparameter
herangezogen.
Tabelle
3‑26: Übersicht der notwendigen Bilanzierungsparameter (in
Anlehnung an (DBFZ Report Nr. 18, 2013))
|
|
Parameter
|
Energie-/
Massenströme
|
|
Input
Gesamtanlage
|
Brennstoffleistung
|
Brennstoffmassestrom
|
|
Heizwert
des Brennstoffes (abhängig vom Wassergehalt)
|
|
Wassergehalt
des Brennstoffes
|
|
Bezugsleistung
|
Massenstrom
der Hilfsstoffe
|
|
Heizwert
der Hilfsstoffe
|
|
Elektrische
Hilfsenergie
|
|
Anlagenintern,
Kenngrößen an Übergabestellen zwischen Anlagenteilen
|
|
Trocknungswärme
|
|
Feuerungswärmeleistung
|
Wassergehalt
des Brennstoffes nach der Trocknung
|
|
Gasleistung
|
Heizwert
des Produktgases (z.B. als massebezogener Wert abhängig vom Wassergehalt)
|
|
Mengenstrom
des Produktgases (z.B. als Massenstrom)
|
|
Kaltgaswirkungsgrad
|
Der
Kaltgaswirkungsgrad stellt als Bezugsgröße dar, welcher Anteil der chemischen
Energie des Brennstoffes als chemische Energie (im Standardzustand) des
Brenngases einer weiteren Nutzung zugänglich gemacht werden kann.
|
|
Output
Gesamtanlage
|
Kraftmaschinenwirkungsgrad
|
Nennwärmeströme
mit Temperaturniveau
|
|
Elektrischer
Energiestrom
|
|
Reststoffleistung
|
Massenstrom
der Reststoffe
|
|
Heizwert
der Reststoffe
|
Unter Berücksichtigung der unter Kapitel 2.2
dargestellten Möglichkeiten zur messtechnischen Erfassung der Stoff- und Energieströme
können diese Kenngrößen mit einer ausreichenden Messgenauigkeit bestimmt
werden. Die im Rahmen des Projektes angewandte Methodik zur Erstellung der
Anlagenbilanzierung und technischen Bewertung erfolgt in Anlehnung an das
Methodenhandbuch (Thrän & Pfeiffer, 2013, S. 55-65). Darüber hinaus können
auch die Richtlinien (VDI 4608 Blatt 1, 2005) und (VDI 4661, 2003) sowie die (Richtlinie 2004/8/EG, 2004) und das AGFW-Arbeitsblatt FW 308 (AGFW-Arbeitsblatt FW 308,
2009) benutzt werden. Diese bieten jedoch keine vollständigen und mit anderen
Bioenergietechnologien leicht vergleichbaren Ansätze.
Die Bilanzierung der Stoff- und Energieströme erfolgt
basierend auf den Messdaten der in Kapitel 3.2.2.1
ausgewählten Messkampagne und deren Auswertungszeitraum. Die für die
Bilanzierungen der Biomassetrocknungsanlage zugrunde gelegte Bilanzgrenze ist
ebenso der Abbildung 3‑79 zu entnehmen wie die Bezeichnung der
Zustandspunkte.
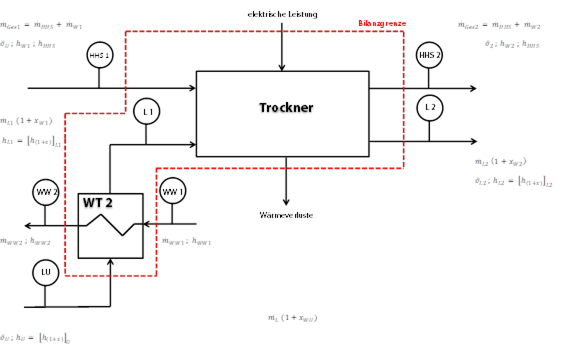
Abbildung 3‑76: Bilanzgrenze Biomassetrocknungsanlage
Erläuterung zu den verwendeten Zustandspunkten
WW 1 Warmwasser hinter dem Puffer
WW 2 Warmwasser vor dem Puffer
LU Umgebungsluft
L 1 Warmluft hinter dem Wärmeübertrager WT2
L 2 Abluft hinter dem Trockner HGT
HHS 1 Holzhackschnitzel vor dem Trockner (feucht,
Anlieferungszustand)
HHS 2 Holzhackschnitzel hinter dem Trockner (trocken)
Für den Bilanzraum „Trockner“ werden die einzelnen In- und
Output-Größen in der nachfolgenden Tabelle 3‑27 aufgeschlüsselt.
Tabelle 3‑27: In- und Output-Größen der Biomassetrocknungsanlage
|
|
Medium
|
INPUT-Größen
|
OUT-Größen
|
|
Trocknungsgut
|
Holzhackschnitzel
|
HHS 1
|
HHS 2
|
|
Trocknungsmittel
|
Luft
|
LU
|
L 2
|
|
Heizmittel
|
Warmwasser
|
WW 1
|
WW 2
|
Massenbilanz
In Tabelle
3‑28 ist die Massenbilanz um die Versuchsanlage zur Biomassetrocknung
aufgestellt. Die Bilanzsumme wird zum einen als absoluter Wert und zum anderen
in Bezug auf den Input-Wert als relativer Wert dargestellt. Diese Daten bilden
die Grundlage für die in Abbildung 3‑77 enthaltene grafische Darstellung
der Massenbilanzierungsergebnisse über ein Sankey-Diagramm.
Tabelle
3‑28: Massenbilanz Biomassetrocknungsanlage
|
Medium
|
Massenstrom (kg/h)
|
Abweichung (kg/h)
|
Abweichung (%)
|
|
Input
|
HHS
-
Trockensubstanz (TS)
-
Wasser
|
52,33
33,07
19,26
|
|
|
|
Trocknungsmittel
Luft
- trocken
- Wasser
|
2.800,36
2.775,86
24,50
|
|
Summe
|
2.852,69
|
|
Output
|
HHS
-
Trockensubstanz (TS)
-
Wasser
|
34,29
33,07
1,22
|
|
|
|
Trocknungsmittel
Luft
- trocken
- Wasser
|
2.961,47
2.921,39
40,08
|
|
Summe
|
2.995,76
|
|
Bilanz
|
|
-143,07
|
5,02
|
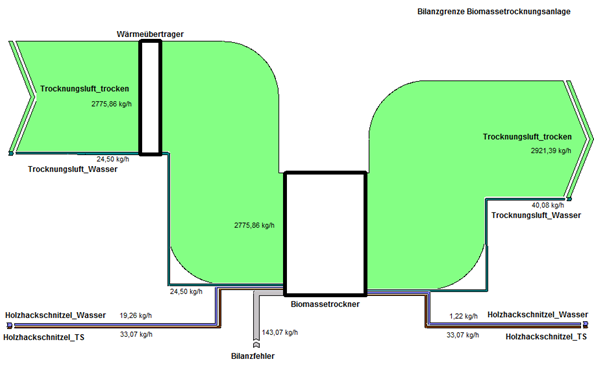
Abbildung
3‑77: Grafische Darstellung der Massenbilanzierungsergebnisse der
Biomassetrocknungsanlage mittels Sankey-Diagramm
Der absolute Wert der Bilanzabweichung zwischen den In- und
Outputströmen wurde im Sankey-Diagramm als Bilanzfehler-Strom gekennzeichnet
und ist vor allem den Messungenauigkeiten bei der Erfassung der
Luftvolumenströme zuzuschreiben.
Energiebilanz
In Tabelle
3‑29 ist die Energiebilanz um die Versuchsanlage zur Biomassetrocknung
aufgestellt. Die Bilanzsumme wird zum einen als absoluter Wert und zum anderen
in Bezug auf den Input-Wert als relativer Wert dargestellt.
Tabelle 3‑29: Energiebilanz
Biomassetrocknungsanlage
|
Medium
|
Leistung
(kW)
|
Abweichung
(kW)
|
Abweichung (%)
|
|
Input
|
HHS (TS)
|
170,17
|
|
|
|
Trocknungsmittel
Luft
|
33,42
|
|
Heizmittel
Warmwasser
|
198,05
|
|
Elektrische
Leistung
|
2,68
|
|
Summe
|
404,31
|
|
Output
|
HHS (TS)
|
170,17
|
|
|
|
Trocknungsmittel
Luft
|
74,15
|
|
Heizmittel
Warmwasser
|
154,67
|
|
Summe
|
398,99
|
|
Bilanz
|
|
5,32
|
1,32
|
In Tabelle 3‑29 wurden die Wärmeverluste (Strahlung,
Konvektion) über die Anlage nicht berücksichtigt, da der entsprechende
Wärmeverluststrom messtechnisch nicht erfasst werden konnte. Somit ist der
überwiegende Anteil der offenen Bilanzsumme (5,32 kW) den Wärmeverlusten
zuzuordnen. Diese Daten bilden die Grundlage für die in Abbildung
3‑78 enthaltende grafische Darstellung der energetischen
Bilanzierungsergebnisse über ein Sankey-Diagramm.
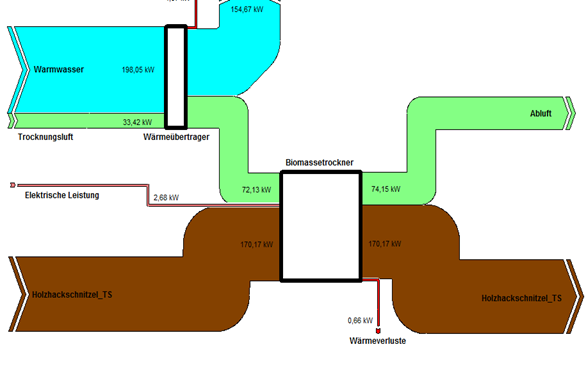
Abbildung
3‑78: Grafische Darstellung der energetischen
Bilanzierungsergebnisse der Biomassetrocknungsanlage mittels Sankey-Diagramm
Als Ergebnis der dargestellten Bilanzierung ist die Ermittlung
von Anlagenkenndaten möglich. Für den Auswertungszeitraum können die
ermittelten Kenndaten der Biomassetrocknungsanlage der nachfolgenden Tabelle 3‑30 entnommen werden. Die entsprechenden Definitionen und
Berechnungsgrundlagen der Kenndaten sind Kapitel 3.2.2.2
zu entnehmen.
Tabelle 3‑30: Bilanzkennzahlen der
Biomassetrocknungsanlage
|
Bilanzkenngröße
|
Wert
|
Einheit
|
|
Thermischer
Energiebedarf
- Bezogen auf Masse HHS
- Bezogen auf Masse Wasser
|
130,14
1,27
2,40
|
kWh
kWh/kgBrst
kWh/kgW
|
|
Elektrischer
Energiebedarf
- Bezogen auf Masse HHS
- Bezogen auf Masse Wasser
|
8,04
0,08
0,15
|
kWh
kWh/kgBrst
kWh/kgW
|
3.5.3
Stoff- und
Energiestrombilanzierung Biomassevergasungsanlage
Die Bilanzierung der Stoff- und Energieströme basiert auf
den Messdaten der in Kapitel 3.2.2.1 ausgewählten Messkampagne und deren
Auswertungszeitraum. Die für die Bilanzierungen der Biomassevergasungsanlage
zugrunde gelegten Bilanzgrenzen sind der Abbildung 3‑79 zu entnehmen.
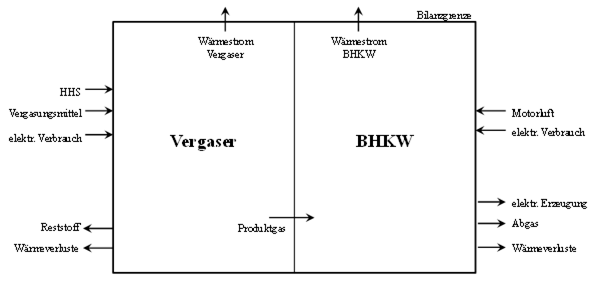
Abbildung
3‑79: Bilanzgrenze Biomassevergasungsanlage
Massenbilanz
In Tabelle 3‑31 ist die Massenbilanz um die
Versuchsanlage zur Biomassevergasung aufgestellt. Die Bilanzsumme wird zum
einen als absoluter Wert und zum anderen in Bezug auf den Input-Wert als
relativer Wert dargestellt. Diese Daten bilden die Grundlage für die in Abbildung 3‑80 enthaltende grafische Darstellung der
Massenbilanzierungsergebnisse über ein Sankey-Diagramm.
Tabelle 3‑31: Massenbilanz Biomassevergasungsanlage
|
Medium
|
Massenstrom (kg/h)
|
Abweichung (kg/h)
|
Abweichung (%)
|
|
Input
|
HHS
|
27,56
|
|
|
|
Vergasungsmittel
|
51,48
|
|
Motorluft
|
123,88
|
|
Summe
|
202,92
|
|
Output
|
Reststoff
|
0,53
|
|
|
|
Abgas
|
247,78
|
|
Summe
|
248,31
|
|
Bilanz
|
|
45,38
|
22,4
|
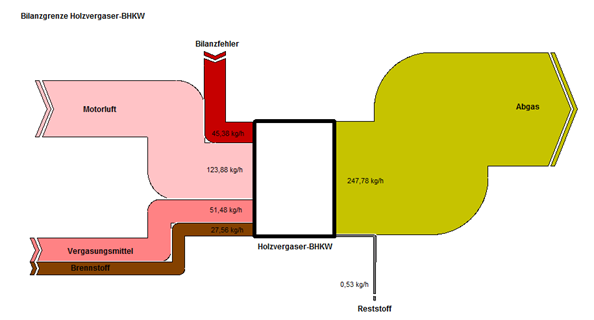
Abbildung
3‑80: Grafische Darstellung der Massenbilanzierungsergebnisse der
Biomassevergasungsanlage mittels Sankey-Diagramm
Der absolute Wert der Bilanzabweichung zwischen den In- und
Outputströmen wurde im Sankey-Diagramm als Bilanzfehler-Strom gekennzeichnet
und ist vor allem den Messungenauigkeiten bei der Erfassung der Volumenströme
zuzuschreiben.
Stoffbilanz
In Tabelle 3‑32 ist die Stoffbilanz um die
Versuchsanlage zur Biomassevergasung aufgestellt. Die Inputströme sind positiv
und die Outputströme negativ gekennzeichnet. Die Bilanzsumme wird zum einen als
absoluter Wert und zum anderen in Bezug auf den Input-Wert als relativer Wert
dargestellt.
Tabelle 3‑32: Stoffbilanz
Biomassevergasungsanlage
|
Stoff-strom
|
HHS
(kmol/h)
|
Vergasungs-mittel
(kmol/h)
|
Reststoff
(kmol/h)
|
Motor-luft
(kmol/h)
|
Abgas
(kmol/h)
|
Abweichung
(kmol/h)
|
Abweichung
(%)
|
|
C
|
1,15
|
0,00
|
-0,03
|
0,00
|
-1,12
|
0,00
|
0,3
|
|
H
|
1,93
|
0,00
|
0,00
|
0,00
|
-2,59
|
-0,67
|
34,7
|
|
O
|
0,73
|
0,75
|
0,00
|
1,80
|
-4,07
|
-0,79
|
24,0
|
|
N
|
0,00
|
2,82
|
0,00
|
6,78
|
-11,89
|
-2,29
|
23,8
|
Der absolute Wert der Bilanzabweichung zwischen den In- und
Outputströmen ist vor allem den Messungenauigkeiten bei der Erfassung der
Volumenströme und der Analyse der Abgaszusammensetzung zuzuschreiben.
Energiebilanz
In Tabelle 3‑33 ist die Energiebilanz um die
Versuchsanlage zur Biomassevergasung aufgestellt. Die Bilanzsumme wird zum einen
als absoluter Wert und zum anderen in Bezug auf den Input-Wert als relativer
Wert dargestellt.
Tabelle 3‑33: Energiebilanz Biomassevergasungsanlage
|
Medium
|
Leistung
(kW)
|
Abweichung
(kW)
|
Abweichung (%)
|
|
Input
|
HHS
|
134,35
|
|
|
|
Vergasungsmittel
|
0,20
|
|
Motorluft
|
0,54
|
|
Summe
|
135,09
|
|
Output
|
Strom (netto)
|
29,50
|
|
|
|
Nutzwärme
|
71,44
|
|
Reststoff
|
3,29
|
|
Abgas
|
5,77
|
|
Verluste
|
10,76
|
|
Summe
|
120,76
|
|
Bilanz
|
|
14,32
|
10,6
|
In Tabelle 3‑33 wurden die Wärmeverluste (Strahlung,
Konvektion) über die Anlage nicht berücksichtigt, da der entsprechende
Wärmeverluststrom messtechnisch nicht erfasst werden konnte. Somit ist der
überwiegende Anteil der offenen Bilanzsumme (14,32 kW) den Wärmeverlusten
zuzuordnen. Diese Daten bilden die Grundlage für die in Abbildung
3‑81 enthaltende grafische Darstellung der energetischen
Bilanzierungsergebnisse über ein Sankey-Diagramm.
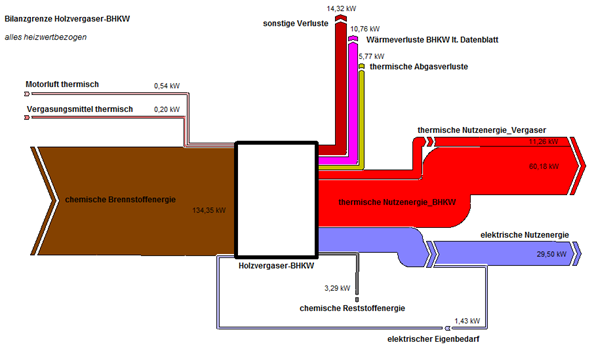
Abbildung
3‑81: Grafische Darstellung der energetischen Bilanzierungsergebnisse
der Biomassevergasungsanlage mittels Sankey-Diagramm
Als Ergebnis der dargestellten Anlagenbilanzierung ist die
Ermittlung von Anlagenkenndaten möglich. Für den Auswertungs- und
Bilanzierungszeitraum können die ermittelten Kenndaten der
Biomassevergasungsanlage der nachfolgenden Tabelle
3‑34 entnommen werden. Die entsprechenden Definitionen und
Berechnungsgrundlagen der Kenndaten sind Kapitel 3.2.2.2
zu entnehmen.
Tabelle 3‑34: Bilanzkennzahlen der Biomassevergasungsanlage
|
Bilanzkenngröße
|
Wert
|
Einheit
|
|
Kaltgaswirkungsgrad
|
99,82
|
%
|
|
Elektrischer Wirkungsgrad BHKW (brutto)
|
23,07
|
%
|
|
Elektrischer Wirkungsgrad BHKW (netto)
|
22,95
|
%
|
|
Thermischer Wirkungsgrad BHKW
|
44,88
|
%
|
|
Relativer Nutzwärmegewinn (Gesamtanlage)
|
53,17
|
%
|
|
Elektrischer Wirkungsgrad Gesamtanlage
(brutto)
|
23,03
|
%
|
|
Elektrischer Wirkungsgrad Gesamtanlage
(netto)
|
21,96
|
%
|
|
Brennstoffausnutzungsgrad
|
75,13
|
%
|
Die Bilanzierung von einzelnen Komponenten der Versuchsanlage
(z.B. Reformer, BHKW, Nachreformer) ist ein wichtiger Baustein zur Beurteilung
ihrer Leistungsfähigkeit und Effizienz und somit für eine Optimierung
unerlässlich. Die Erfassung der ein- und austretenden Stoff- und Energieströme
bilden dabei die Grundlage.
Die Bilanzierung der Stoff- und Energieströme des Reformers
basiert auf den Messdaten der in Kapitel 3.2.2.1
ausgewählten Messkampagne und deren Auswertungszeitraum. Die für die
Bilanzierungen des Reformers zugrunde gelegten Bilanzgrenzen sind der Abbildung 3‑82 zu entnehmen.
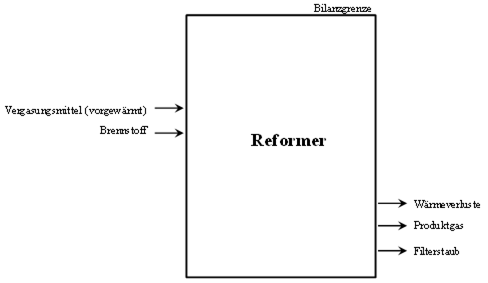
Abbildung
3‑82: Bilanzgrenze Reformer
Massenbilanz
In Tabelle 3‑35 ist die Massenbilanz um den Reformer
der Biomassevergasungsanlage aufgestellt. Die Bilanzsumme wird zum einen als
absoluter Wert und zum anderen in Bezug auf den Input-Wert als relativer Wert
dargestellt. Diese Daten bilden die Grundlage für die in Abbildung
3‑83 enthaltende grafische Darstellung der Massenbilanzierungsergebnisse
über ein Sankey-Diagramm. Der absolute Wert der Bilanzabweichung zwischen den
In- und Outputströmen wurde im Sankey-Diagramm als Bilanzfehler-Strom
gekennzeichnet. Diese Abweichung ist den Messungenauigkeiten bei der Erfassung
des PG-Volumenstromes zuzuschreiben.
Tabelle 3‑35: Massenbilanz des Reformers
|
Medium
|
Massenstrom (kg/h)
|
Abweichung (kg/h)
|
Abweichung (%)
|
|
Input
|
Holzhackschnitzel
|
27,56
|
|
|
|
Vergasungsmittel
|
51,48
|
|
Summe
|
79,04
|
|
Output
|
Produktgas
|
90,87
|
|
|
|
Filterstaub
|
0,97
|
|
Summe
|
91,84
|
|
Bilanz
|
|
|
-12,81
|
16,2
|
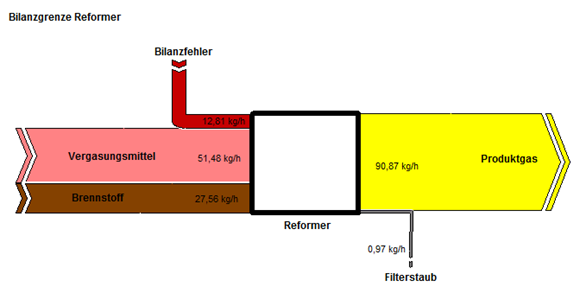
Abbildung
3‑83: Grafische Darstellung der Massenbilanzierungsergebnisse des
Reformers mittels Sankey-Diagramm
Energiebilanz
In Tabelle 3‑36
ist die Energiebilanz um den Reformer der Biomassevergasungsanlage aufgestellt.
Die Bilanzsumme wird zum einen als absoluter Wert und zum anderen in Bezug auf
den Input-Wert als relativer Wert dargestellt. Der absolute Wert der
Bilanzabweichung zwischen den In- und Outputströmen wurde im Sankey-Diagramm
(vgl. Abbildung 3‑84) als Bilanzfehler-Strom gekennzeichnet. Diese
Abweichung ist zum einen den Messungenauigkeiten bei der Erfassung des
PG-Volumenstromes und zum anderen der messtechnisch bedingten Nichterfassung
der Wärmeverlustströme am Reformer zuzuschreiben.
Tabelle 3‑36: Energiebilanz Reformer
|
Medium
|
Leistung
(kW)
|
Abweichung
(kW)
|
Abweichung (%)
|
|
Input
|
HHS
|
134,35
|
|
|
|
Vergasungsmittel
|
0,72
|
|
Summe
|
135,07
|
|
Output
|
Produktgas
|
155,11
|
|
|
|
Filterstaub
|
7,36
|
|
Summe
|
162,47
|
|
Bilanz
|
|
-27,40
|
20,3
|
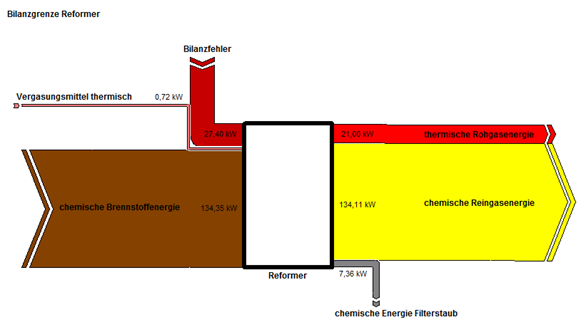
Abbildung
3‑84: Grafische Darstellung der energetischen
Bilanzierungsergebnisse des Reformers mittels Sankey-Diagramm
Kaltgaswirkungsgrad
Der aus den Messwerten ermittelte Kaltgaswirkungsgrad (vgl. Tabelle 3‑34) ist nicht plausibel. Daher
wurde unter Verwendung von Messwerten zuerst ein theoretischer
Kaltgaswirkungsgrad ermittelt. Hierzu wurde die chemische Reingasenergie aus
der Brennstoffleistung abzüglich der thermischen Rohgasenergie, der
Filterstaubleistung und der thermischen Verluste des Reformers berechnet (vgl. Tabelle 3‑37). Der resultierende
theoretische Kaltgaswirkungsgrad beträgt dann ca. 77 %.
Tabelle 3‑37: theoretischer
Kaltgaswirkungsgrad
|
Kenngröße
|
Wert
|
Einheit
|
Datenherkunft
|
|
Brennstoffleistung
|
134,35
|
kW
|
Messung
|
|
thermische Rohgasenergie
|
21,00
|
kW
|
Messung
|
|
Filterstaubleistung
|
7,35
|
kW
|
Berechnung
|
|
thermische Verluste (Reformer, PG-Rohr)
|
2,50
|
kW
|
Annahme
|
|
chemische Reingasenergie
|
103,50
|
kW
|
Berechnung
|
|
Kaltgaswirkungsgrad
|
77,04
|
%
|
|
Da der aus den Messwerten ermittelte Kaltgaswirkungsgrad
weit oberhalb des theoretisch ermittelten liegt, wurde unter Berücksichtigung
der Messungenauigkeiten in der folgenden Abbildung 3‑85 eine Variation
der Eingangsgrößen (Massenstrom HHS, Massenstrom PG) vorgenommen und damit eine
Bandbreite des Kaltgaswirkungsgrades ermittelt. Die Erfassung der HHS-Masse
über die Drehtellerwaage am Anlageneintritt wurde als weniger fehlerbehaftet
eingeschätzt, sodass die entsprechende Variation des HHS-Massenstromes nur in
einem Bereich von ±5 %
vorgenommen wurde. Darüber hinaus wurde mit Berücksichtigung der
Ungenauigkeiten durch die Messmethode (punktuelle Differenzdruckmessung im
PG-Rohr, Messunsicherheiten der Sensoren) der PG-Massenstrom ausgehend vom
Messwert um bis zu -30 % variiert. Mit der Abbildung
3‑85 ist erkennbar, dass der PG-Massenstrom um 20 bis 30 %
verringert werden müsste, um den Bereich des zuvor ermittelten theoretischen
Kaltgaswirkungsgrades zu erreichen.

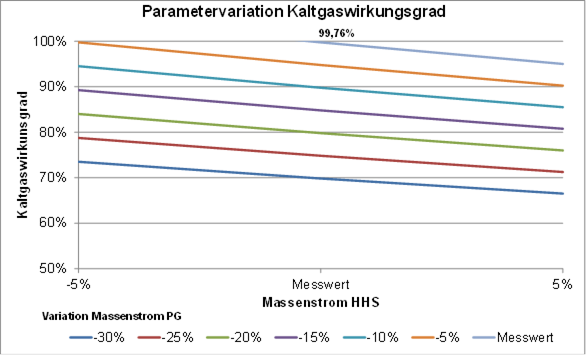
Abbildung
3‑85: Variation der Parameter zur Ermittlung einer Bandbreite des
Kaltgaswirkungsgrades
Die Bilanzierung der Stoff- und Energieströme des BHKW
basiert auf den Messdaten der in Kapitel 3.2.2.1
ausgewählten Messkampagne und deren Auswertungszeitraum. Die für die
Bilanzierungen des BHKW zugrunde gelegten Bilanzgrenzen sind der Abbildung 3‑86 zu entnehmen.
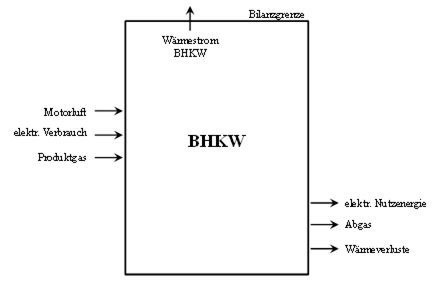
Abbildung
3‑86: Bilanzgrenze BHKW
Massenbilanz
In Tabelle 3‑38 ist die Massenbilanz um den Reformer
der Biomassevergasungsanlage aufgestellt. Die Bilanzsumme wird zum einen als
absoluter Wert und zum anderen in Bezug auf den Input-Wert als relativer Wert
dargestellt. Diese Daten bilden die Grundlage für die in Abbildung
3‑87 enthaltende grafische Darstellung der Massenbilanzierungsergebnisse
über ein Sankey-Diagramm. Der absolute Wert der Bilanzabweichung zwischen den
In- und Outputströmen wurde im Sankey-Diagramm als Bilanzfehler-Strom
gekennzeichnet. Diese Abweichung ist den Messungenauigkeiten bei der Erfassung
des Produkt- und Abgas-Volumenstromes zuzuschreiben.
Tabelle 3‑38: Massenbilanz des BHKW
|
Medium
|
Massenstrom
(kg/h)
|
Abweichung
(kg/h)
|
Abweichung
(%)
|
|
Input
|
Produktgas
|
90,87
|
|
|
|
Motorluft
|
123,88
|
|
Summe
|
214,75
|
|
Output
|
Abgas
|
247,78
|
|
|
|
Summe
|
247,78
|
|
Bilanz
|
|
|
-33,03
|
15,4
|
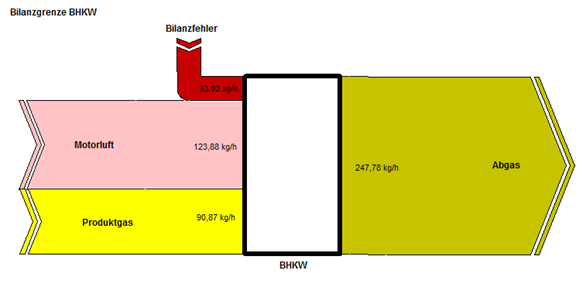
Abbildung
3‑87: Grafische Darstellung der Massenbilanzierungsergebnisse des
BHKW mittels Sankey-Diagramm
Energiebilanz
In Tabelle 3‑39 ist
die Energiebilanz um das BHKW der Biomassevergasungsanlage aufgestellt. Die
Bilanzsumme wird zum einen als absoluter Wert und zum anderen in Bezug auf den
Input-Wert als relativer Wert dargestellt. Der absolute Wert der
Bilanzabweichung zwischen den In- und Outputströmen wurde im Sankey-Diagramm
(vgl. Abbildung 3‑88) als Bilanzfehler-Strom gekennzeichnet. Diese
Abweichung ist zum einen den Messungenauigkeiten bei der Erfassung des
PG-Volumenstromes und zum anderen der messtechnisch bedingten unzureichenden
Erfassung der Wärmeverlustströme am BHKW zuzuschreiben.
Tabelle
3‑39: Energiebilanz des BHKW
|
Medium
|
Leistung
(kW)
|
Abweichung
(kW)
|
Abweichung (%)
|
|
Input
|
Produktgas
|
135,48
|
|
|
|
Motorluft
|
0,54
|
|
Summe
|
136,02
|
|
Output
|
Abgas
|
5,78
|
|
|
|
Strom (netto)
|
30,78
|
|
Nutzwärme
|
60,18
|
|
Verluste
|
10,76
|
|
Summe
|
107,50
|
|
Bilanz
|
|
28,52
|
20,97
|
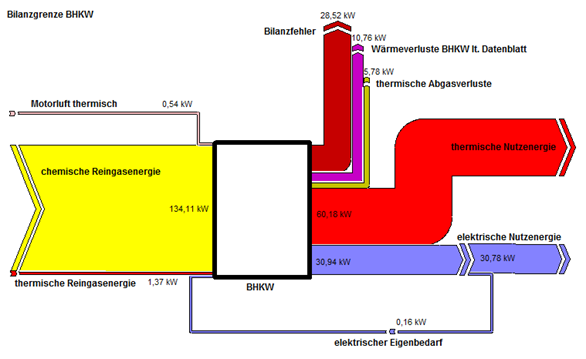
Abbildung
3‑88: Grafische Darstellung der energetischen
Bilanzierungsergebnisse des BHKW mittels Sankey-Diagramm
Die Bilanzierung der Stoff- und Energieströme des
Nachreformers basiert auf den Messdaten der in Kapitel 3.2.2.1
ausgewählten Messkampagne und deren Auswertungszeitraum. Die für die
Bilanzierungen des Nachreformers zugrunde gelegten Bilanzgrenzen sind der Abbildung 3‑89 zu entnehmen.
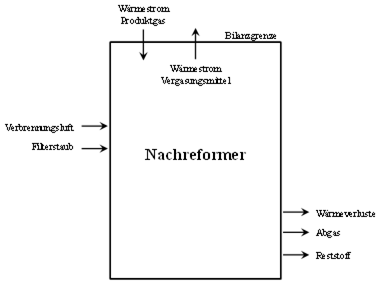
Abbildung
3‑89: Bilanzgrenze Nachreformer
Der Aufbau und die Funktionsweise des NR wurde in Kapitel 2.1 umfassend erläutert. In der nachfolgenden Abbildung 3‑90 sind die für eine
Bilanzierung des NR zu betrachtenden Stoffströme in einem vereinfachten Schema
des NR dargestellt.
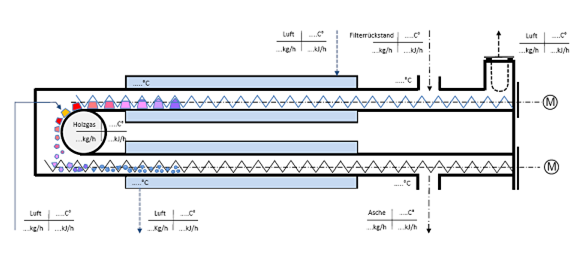
Abbildung
3‑90: vereinfachtes Schema des NR inkl. der für die Bilanzierung
zu betrachtenden Stoffströme (Spanner Re² GmbH, 2014)
Einen Überblick der identifizierten Stoffströme und deren
für eine Bilanzierung zu erfassenden Eigenschaften gibt Tabelle
3‑40 wieder.
Tabelle 3‑40: NR-Stoffströme
|
Stoffstrom
|
zu
betrachtende Eigenschaften
|
|
Filterstaub
|
Massenstrom,
Zusammensetzung, Heizwert
|
|
NR-Verbrennungsluft
|
Volumenstrom,
Temperatur
|
|
Produktgas
|
Volumenstrom,
Temperatur
|
|
Vergasungsmittel
(Input)
|
Volumenstrom,
Temperatur
|
|
Vergasungsmittel
(Output)
|
Volumenstrom,
Temperatur
|
|
Nachreformerabgas
|
Volumenstrom,
Zusammensetzung, Heizwert
|
|
Reststoff
|
Massenstrom,
Zusammensetzung, Heizwert
|
Massenbilanz
In Tabelle 3‑41 ist die Massenbilanz um den
Nachreformer der Biomassevergasungsanlage aufgestellt. Die Bilanzsumme wird zum
einen als absoluter Wert und zum anderen in Bezug auf den Input-Wert als
relativer Wert dargestellt. Diese Daten bilden die Grundlage für die in Abbildung 3‑91 enthaltende grafische Darstellung der
Massenbilanzierungsergebnisse über ein Sankey-Diagramm. Der absolute Wert der
Bilanzabweichung zwischen den In- und Outputströmen wurde im Sankey-Diagramm
als Bilanzfehler-Strom gekennzeichnet. Diese Abweichung ist den
Messungenauigkeiten bei der Erfassung der Volumenströme und der theoretischen
Abschätzung des Filterstaubmassenstromes zuzuschreiben.
Tabelle 3‑41: Massenbilanz des Nachreformer
|
Medium
|
Massenstrom (kg/h)
|
Abweichung (kg/h)
|
Abweichung (%)
|
|
Input
|
Filterstaub
|
0,97
|
|
|
|
Verbrennungsluft
|
8,72
|
|
Summe
|
9,69
|
|
Output
|
Nachreformerabgas
|
9,07
|
|
|
|
Reststoff
|
0,53
|
|
Summe
|
9,60
|
|
Bilanz
|
|
|
0,09
|
1,0
|
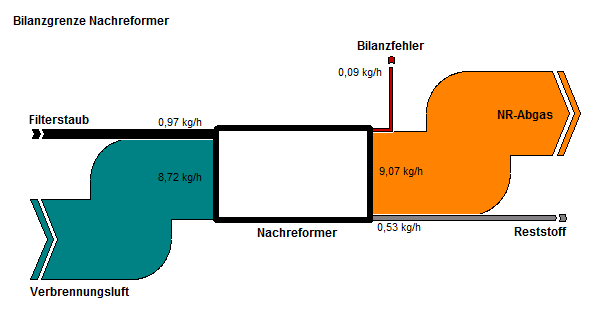
Abbildung
3‑91: Grafische Darstellung der Massenbilanzierungsergebnisse des
Nachreformer mittels Sankey-Diagramm
Energiebilanz
In Tabelle 3‑42 ist die Energiebilanz um den
Nachreformer der Biomassevergasungsanlage aufgestellt. Die Bilanzsumme wird zum
einen als absoluter Wert und zum anderen in Bezug auf den Input-Wert als
relativer Wert dargestellt. Um die Ergebnisse der Energiebilanzierung grafisch
darzustellen, wurde in Abbildung 3‑92 ein Sankey-Diagramm erstellt. Der
absolute Wert der Bilanzabweichung zwischen den In- und Outputströmen wurde im
Sankey-Diagramm als Bilanzfehler-Strom gekennzeichnet. Diese Abweichung ist vor
allem der messtechnisch bedingten unzureichenden Erfassung der
Wärmeverlustströme (Strahlung, Konvektion) am NR zuzuschreiben. Daher wurde
exemplarisch der bilanzschließende Energiestrom (2,13 kW) als Wärmeverlust
des NR angenommen.
Tabelle 3‑42: Energiebilanz des
Nachreformer
|
Medium
|
Leistung
(kW)
|
Abweichung
(kW)
|
Abweichung (%)
|
|
Input
|
Filterstaub
|
7,43
|
|
|
|
Verbrennungsluft
|
0,19
|
|
Produktgas (th.)
|
0,68
|
|
Summe
|
8,30
|
|
Output
|
Vergasungsmittel
(th.)
|
0,46
|
|
|
|
Nachreformerabgas
|
2,42
|
|
Reststoff
|
3,30
|
|
Summe
|
6,18
|
|
Bilanz
|
|
|
2,13
|
25,7
|
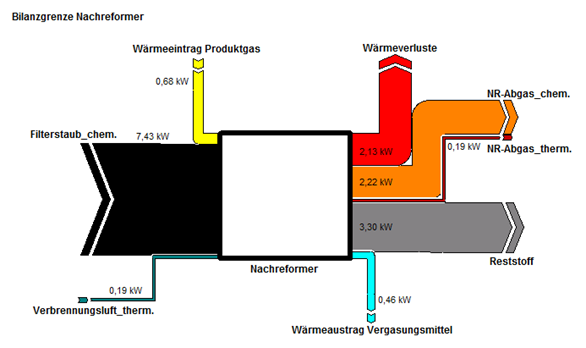
Abbildung
3‑92: Grafische Darstellung der energetischen
Bilanzierungsergebnisse des NR mittels Sankey-Diagramm
Die vom Hersteller installierten fünf Temperatursensoren zur
Bestimmung der Reformerinnentemperatur messen nicht die reale Temperatur im
Inneren des Reformers, da sich diese ringförmig angeordnet in Tauchhülsen
befinden. Diese Messsensoren haben die Aufgabe, zu prüfen, ob sich im Reformer
ein horizontal gleichmäßig verteiltes Glutbett ausbildet.
Die vertikale Temperaturmessung im Reformer erfolgte mit
Hilfe eines Thermoelementes (Mantelthermoelement, Typ N, Länge 1000 mm,
Durchmesser 3 mm, Messbereich 0 bis 1150°C, Genauigkeit ±2,5 K). Der
Temperatursensor wird manuell von oben durch eine Muffe in den oberen Teil des
Reformers eingeführt und dann in 1 cm-Schritten pro Minute nach unten
geführt. Die gemessene Temperatur wird alle 10 s in der Datenbank
gespeichert. Damit eine Zerstörung des Thermoelements durch die Drehbewegung
des Rostes verhindert wird, liegen die maximalen Eindringtiefen bei einer
Eindringtiefe von ca. 65 cm ab Reformerdeckel.
Der Temperaturverlauf im Reformer ist für zwei Messfahrten
in Abbildung 3‑93 ersichtlich. In dieser Darstellung wurde der Reformer
entsprechend der im Diagramm aufgetragenen Eindringtiefe abgebildet, um somit
die Messwerte direkt der Reformergeometrie zuzuordnen.
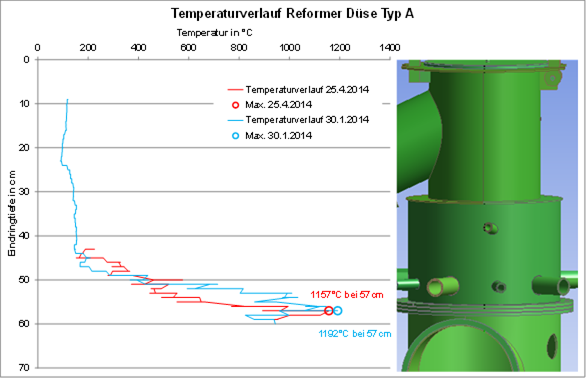
Abbildung
3‑93: Temperaturverlauf Reformer (Standarddüse)
Die Holzhackschnitzelschicht beginnt bei ca. 45 cm. Im
Freiraum oberhalb der Brennstoffschicht sind die Temperaturen sehr moderat
unter 200 C. Innerhalb von ca. 12 cm steigen die Temperaturen von ca.
200°C auf bis über 1100°C an. Der Temperaturpeak liegt bei beiden Messfahrten
bei 57 cm Eindringtiefe. Dies ist knapp unterhalb des Bereiches bei dem
die Luftdüsen das Oxidationsmittel eindüsen. In der darauf folgenden
Reformerzone sinkt die Temperatur. Ab dieser Höhe wird jedoch das Thermoelement
durch die Drehbewegungen der Rostscheiben mechanisch beeinflusst, sodass eine
Messung mit größerer Eindringtiefe nicht möglich war.
Für eine Einschätzung der Ausbildung des Brennstoffbetts
während des Vergasungsvorgangs, wurden nach dem Abkühlen der Anlage Proben in
unterschiedlichen Höhen entnommen und mittels Thermogravimetrischer Kurzanalyse
hinsichtlich der Bestandteile Wasser, Flüchtige, fixer Kohlenstoff und Asche
untersucht. Da der Prozess nach dem Abschalten der Anlage nicht sofort zum
Erliegen kommt, muss mit einer gewissen Nachoxidation gerechnet werden. Des
Weiteren können Kohlenwasserstoffe, die bei hohen Temperaturen gasförmig sind,
an erkaltenden Anlagenteilen und natürlich auch am Bettmaterial kondensieren
und das Messergebnis verfälschen. Die Analyseergebnisse sind in Tabelle 3‑43 angegeben. Die Eindringtiefe bezieht sich dabei auf die gleiche
Höhe (ab Deckel), die auch für die Reformerinnentemperaturmessung verwendet
wurde. Die Eindringtiefe 0 beschreibt dabei eine Analyse der verwendeten Holzhackschnitzel
aus dem Tagesbehälter. Die letzte Probe (Filterstaub) wurde aus dem
Gewebefilter entnommen.
Tabelle
3‑43: Zusammensetzung Bettmaterial
|
Eindringtiefe
(cm)
|
Wassergehalt
(Ma.-%)
|
Flüchtige Bestandteile
(Ma.-%)
|
fixer Kohlenstoff
(Ma.-%)
|
Asche
(Ma.-%)
|
|
0 (HHS)
|
6,40
|
77,35
|
15,75
|
0,51
|
|
0 (HHS)
|
6,42
|
78,27
|
14,93
|
0,38
|
|
0 (HHS)
|
6,42
|
77,62
|
15,63
|
0,34
|
|
0 (HHS)
|
6,40
|
77,03
|
16,33
|
0,25
|
|
50 bis 54
|
2,19
|
77,30
|
20,01
|
0,49
|
|
50 bis 54
|
2,29
|
77,15
|
20,07
|
0,48
|
|
50 bis 54
|
2,18
|
76,75
|
20,61
|
0,46
|
|
54 bis 56
|
2,14
|
66,83
|
30,46
|
0,56
|
|
54 bis 56
|
2,23
|
67,15
|
30,03
|
0,59
|
|
54 bis 56
|
2,21
|
67,89
|
29,26
|
0,65
|
|
58 bis 65
|
2,10
|
33,20
|
62,46
|
2,24
|
|
58 bis 65
|
2,07
|
32,80
|
62,92
|
2,21
|
|
58 bis 65
|
2,03
|
32,11
|
63,58
|
2,28
|
|
65 bis 70
|
2,30
|
12,03
|
81,25
|
4,42
|
|
65 bis 70
|
2,36
|
12,89
|
80,48
|
4,26
|
|
65 bis 70
|
2,28
|
13,41
|
79,69
|
4,62
|
|
70 bis 75
|
2,19
|
14,94
|
73,68
|
9,19
|
|
70 bis 75
|
2,21
|
16,47
|
71,79
|
9,53
|
|
70 bis 75
|
2,24
|
15,89
|
72,07
|
9,80
|
|
Filterstaub
|
1,60
|
14,43
|
60,17
|
23,80
|
|
Filterstaub
|
1,68
|
13,00
|
62,31
|
23,01
|
|
Filterstaub
|
1,46
|
12,43
|
61,31
|
24,80
|
|
Filterstaub
|
1,74
|
12,62
|
63,09
|
22,55
|
Die Analysewerte zeigten bei Eindringtiefe 50-75 cm
einen ähnlichen Wassergehalt um 2 Ma.-%. Da bei Temperatureinwirkungen von
deutlich über 1000°C kein Wasser mehr im Bettmaterial gebunden sein kann, wurde
davon ausgegangen, dass es sich um Luftfeuchtigkeit handelt, die die Probe nach
der Entnahme aufgenommen hat. Die nachfolgende Abbildung
3‑94 bezieht sich daher auf einen berechneten, wasserfreien Zustand.
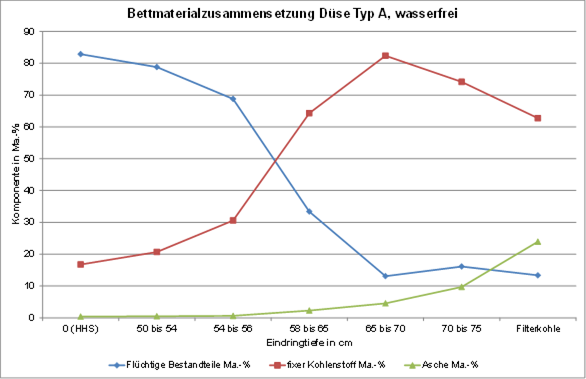
Abbildung 3‑94: Bettmaterialzusammensetzung,
wasserfrei
Deutlich zu erkennen war der mit steigender Eindringtiefe
fallende Anteil flüchtiger Bestandteile und der stetig steigende Aschegehalt.
Der steigende Anteil an fixem Kohlenstoff ließ sich mit dem stärker sinkenden
Anteil an flüchtigen Bestandteilen erklären. Der im Anschluss sinkende Anteil
fixen Kohlenstoffs verdeutlicht den Umsatz des Brennstoffs in ein Produktgas.
Die Brennstoffmasse nahm während dieses Prozesses auf bis zu 2 Ma.-%
(bezogen auf die Ausgangsmasse) ab. Eine Trennung der Vergasung in definierte
Zonen ließ sich nur schwer vornehmen. Konstruktiv betrachtet sollte sich die
Oxidationszone bei einer Eindringtiefe von 55-60 cm befinden. In Abbildung 3‑94 könnte das der Schnittpunkt des steigenden Anteils an fixem
Kohlenstoff und der fallenden Konzentration an flüchtigen Bestandteilen sein.
Es ist anzunehmen, dass die Oxidationszone die reaktivste Zone im
Vergasungsprozess ist und dort die Anstiege (Funktionen der Bestandteile) am
größten sein sollten. Ein Vergleich mit einer anderen Düsengeometrie könnte
zeigen, in wieweit sich diese Zone beeinflussen lässt. Dies betrifft nicht nur
den Ort sondern auch die vertikale Ausbreitung. Aufgrund der sehr engen
Vergasungszone lässt sich die vertikale Ausbreitung der Vergasungszone
vermutlich nicht beeinflussen.
Fünf Luftdüsen sorgen für die Zufuhr von Oxidationsmittel in
die Oxidationszone des Reformers. Die vorgewärmte Luft wird dabei über einen
ringförmig angebrachten Sammler auf die Luftdüsen verteilt. Die Anordnung und
die Luftführung sind dabei in Abbildung 3‑95 ersichtlich.
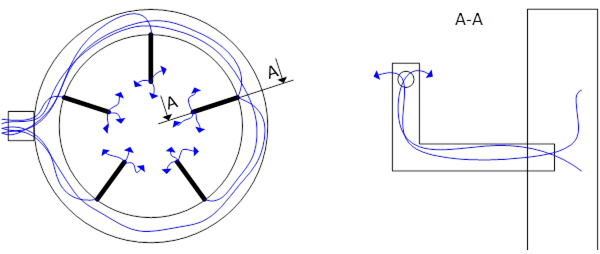
Abbildung 3‑95: Luftdüsengeometrie und
Luftverteilung
Eine ungleichmäßige Luftzuführung aufgrund unterschiedlicher
Druckverhältnisse (Verschmutzung der Luftdüsen) kann nicht ausgeschlossen
werden. Dies kann sich in einem ungleichmäßigen Temperaturfeld äußern.
Die auf Anfrage hin vom Hersteller zur Verfügung gestellten
Luftdüsen sind in Tabelle 3‑44 und Tabelle 3‑45 charakterisiert.
Die standardmäßig verbauten Luftdüsen kennzeichnet Typ A.
Tabelle 3‑44: Düsengeometrie
|
|
Lochreihe 1
|
Lochreihe 2
|
Luftaustrittsquerschnitt
(mm2)
|
|
|
Typ
|
X
mm
|
An-zahl
|
D
mm
|
X
mm
|
An-zahl
|
D
mm
|
X beschreibt den Abstand zur
horizontalen Symmetrieachse.
|

|
|
A
|
25
|
3
|
6
|
32
|
1
|
4
|
97,39
|
|
E
|
35
|
3
|
6
|
-15
|
1
|
4
|
97,39
|
|
F
|
45
|
3
|
5,5
|
25
|
2
|
4,5
|
103,08
|
Tabelle 3‑45: Grafische Darstellung der Düsengeometrien
|
Düse
|
Ansicht 1
|
Ansicht 2
|
Ansicht 3
|
|
A
|

|

|

|
|
E
|

|

|

|
|
F
|

|

|

|
Im Vergleich zur Standarddüse (Typ A) weisen die Düsen des
Typs F eine weiter oben liegende Lochreihe auf. Die Oxidationszone soll dadurch
weiter nach oben, in Richtung Pyrolysezone, ausgeweitet werden. Die Düsen des
Typs E besitzen zusätzlich eine Lochreihe weiter unten. Dadurch soll die
Oxidationszone in Richtung Reduktionszone verlagert werden.
Ein Vergleich der Reformerinnentemperaturen mit
verschiedenen Düsengeometrien ist in Abbildung 3‑96 dargestellt. Damit
die Lesbarkeit des Diagramms gewährleistet wird, wurden Mittelwerte für jede
Eindringtiefe dargestellt. Dadurch erfahren die Kurven eine gewisse Glättung,
die die Lesbarkeit verbessert, ohne jedoch die Effekte der variierten
Düsengeometrie verfälscht. Im Bereich zwischen 45 cm und 55 cm
Eindringtiefe waren deutliche Temperaturunterschiede von bis zu 200 K
festzustellen. Zudem schien die Temperaturverteilung bei einem Einsatz der
Düsen vom Typ F gleichmäßiger. Eine größere Oxidationszone durch die in
unterschiedlichen Höhen angebrachten Lufteintrittsbohrungen konnte vermutet
werden. Allerdings genügte die Auflösung der Temperaturmessung nicht, um diese
Annahme zu bestätigen. Hierfür sind weitere Messreihen erforderlich die nach
einer statistischen Auswertung diesen Effekt bestätigen könnten.
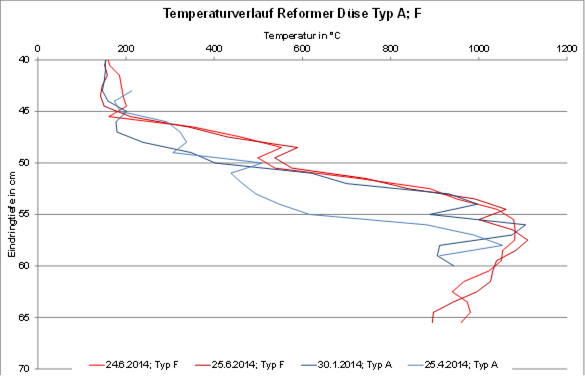
Abbildung 3‑96: Vergleich der
Reformerinnentemperatur Düsen Typ A und Typ F
Ein Vergleich der Bettmaterialzusammensetzungen des
Düsentyps A und des Düsentyps F ist in Abbildung 3‑97 dargestellt.
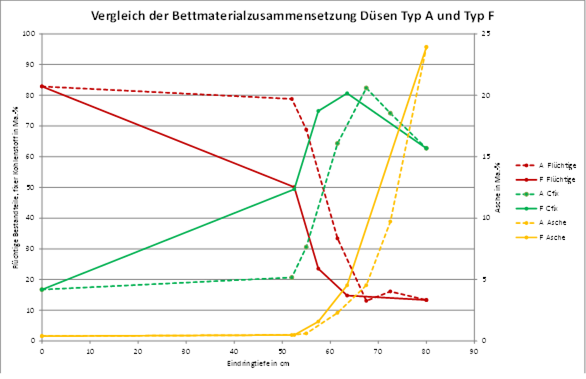
Abbildung 3‑97: Vergleich der
Bettmaterialzusammensetzung Düsen Typ A und Typ F
Deutlich zu erkennen ist der viel schnellere Umsatz von
flüchtigen Bestandteilen und fixem Kohlenstoff bei Verwendung des Düsentyps F.
Auch der Aschegehalt steigt schneller an. Die vertikale Ausweitung der
Oxidationszone könnte dafür eine Erklärung liefern. Die definierte räumliche
Trennung der Vergasungszonen ist jedoch nicht mehr so eindeutig gegeben wie bei
Verwendung der Düsen des Typs A.
In Tabelle 3‑46 ist ein Vergleich der trockenen
Produktgaszusammensetzung der Düsentypen A und F dargestellt.
Tabelle 3‑46: Vergleich der trockenen Produktgaszusammensetzung bei Variation der
Düsentypen A und F
|
Messfahrt
|
Düse
|
CO
Vol.-%
|
CH4
Vol.-%
|
H2
Vol.-%
|
CO2
Vol.-%
|
O2
Vol.-%
|
CxHy
Vol.-%
|
H2O
Vol.-%
|
Hi
MJ/m3
|
|
1
|
A
|
22,44
|
1,78
|
15,84
|
10,64
|
0,89
|
1,33
|
-
|
5,97
|
|
2
|
A
|
21,98
|
1,86
|
15,33
|
13,43
|
0,47
|
0,41
|
-
|
5,94
|
|
3
|
F
|
24,61
|
2,02
|
14,81
|
11,30
|
0,96
|
1,54
|
-
|
6,35
|
|
4
|
F
|
23,80
|
2,11
|
15,20
|
13,35
|
0,44
|
1,82
|
-
|
6,49
|
Durch den Vergleich der Konzentrationen der einzelnen
Gasbestandteile beim Wechsel der Düsen von Typ A auf Typ F, konnte folgendes
festgestellt werden:
·
CO steigt
·
CH4 steigt
·
H2 bleibt nahezu konstant, tendenziell fällt die
Konzentration
·
CO2 schwankt bei beiden Düsentypen
·
O2 schwankt bei beiden Düsentypen
·
CxHy steigt
·
Heizwert steigt aufgrund höherer CO, CH4 und CxHy
Konzentrationen
Der Einsatz unterschiedlicher Düsengeometrien, die
messtechnische Erfassung von Veränderungen im Vergasungsverhalten und der
Abgleich der gewonnenen Erkenntnisse mit den theoretischen Grundlagen ist,
soweit es die dargestellten Versuchsfahrten zulassen, gelungen. Die
Unterschiede in der Düsengeometrie konnten bei der Produktgaszusammensetzung, der
Reformerinnentemperatur sowie der Bettmaterialzusammensetzung aufgezeigt
werden. Interpretationen, welche Düsengeometrie für einen sicheren Dauerbetrieb
geeignet sind, können nur Langzeitversuche bringen. Zum jetzigen Zeitpunkt
scheint die Dü-sengeometrie Typ A die Vorzugsvariante, da die Verschmutzungen
im Reformer deutlich geringer ausfielen als beim Düsentyp F. Der Einsatz der
Düsen Typ F erzeugte ein Produktgas mit höherem Heizwert und der stoffliche
Umsatz im Reformer beginnt eher (dadurch kann vermutet werden, dass es möglich
sein könnte, größere Produktgasmengen zu generieren). Jedoch erhöhte sich das
Reformerverschmutzungsgrad in Form von sehr porösen Verkrustungen. In Folge
dessen traten im Betrieb des Reformers mit dem Düsentyp F vermehrt Abschaltungen
aufgrund von Übertemperaturen im Reformer sowie Reformerentleerung auf.
Ziel dieser Arbeitsaufgabe war die Detektion von
Prozesszusammenhängen und des Zusammenwirkens unterschiedlicher Einflussgrößen
auf definierte, abhängige Variablen. Diese konzentrierten sich vor allem auf
das Produktgas und seine Bestandteile, da dieses an der Prozessgrenze (siehe Kapitel
3.5.4) zwischen dem Vergaser und dem BHKW einmal
als Ausgangsgröße und einmal als Eingangsgröße fungiert. Das heißt, das Wissen
um die Einflussnahme auf die Produktgaszusammensetzung am Vergaser eröffnet
Möglichkeiten für eine Optimierung des BHKW.
4.2
Vorbetrachtungen
Die verwendete Grundgesamtheit der zur statistischen
Datenanalyse verwendeten Daten entspricht den Messdaten des Versuches vom
03.07.2014. Dieser ist im Kapitel 3.2.2.1 beschrieben.
Der Schwerpunkt der Analyse lag auf dem Vergaser mit der
Produktgasstrecke. Hier wurde das größte Optimierungspotenzial der Anlage
vermutet. Zunächst wurden die insgesamt 341 aufgezeichneten Merkmale auf jene
begrenzt, welche tatsächlich einen Einfluss auf das Anlagenverhalten des
Vergasers und das Produktgas haben konnten. Dies betraf 60 Merkmale, welche
auch die gemessenen Produktgasbestandteile O2, CO, CO2,
HC, CH4 und H2 beinhalteten. Nun wurden die Zeitreihen
mittels verschiedener mathematischer Verfahren bearbeitet und bewertet
(Ausreißerbereinigung, Normalverteilung, Signifikanzanalyse, Clusterung), um
die Voraussetzungen für die Anwendung der statistischen Datenanalyse zu
schaffen. Das Ergebnis waren mehrere Datensätze unterschiedlichen Umfangs, mit
welchen vergleichende Analysen durchgeführt wurden. Zum einen wurde nur der
Bereich des stationären Prozesszustandes verwendet. Zum anderen wurden der
Anfahrprozess und Zustände während interner instationärer Vorgänge in die
Betrachtungen mit einbezogen.
Abbildung
4‑1 zeigt den Auszug aus einer
bereinigten Datenmatrix. Dargestellt sind die Verteilungen der einzelnen
Parameter gegeneinander, wobei die Häufigkeit der einzelnen Parameter über die
Farbe der Datenpunkte aufgetragen ist. Dabei entsprechen die Farben
grün-gelb-rot den Häufigkeiten gering-mittel-groß.
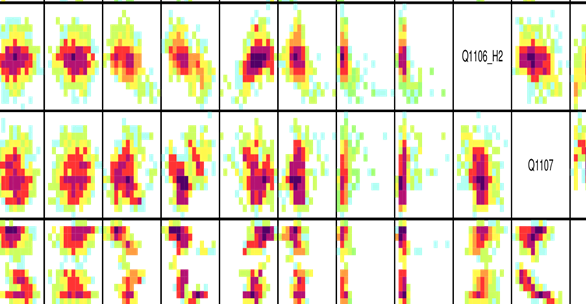
Abbildung 4‑1: Auszug aus einer
bereinigten Datenmatrix mit Visualisierung der Häufigkeiten
Die Tabelle
4‑1 zeigt die statistischen Kenngrößen Mittelwert (mean), Standardabweichung
(sd), die Quantile (0 % = Minimum, ¼, ½ = Median, ¾, 100 % = Maximum), den Interquartialabstand
(IQR), sowie den unteren und oberen Whisker des zeitsynchronisierten
Datensatzes.
Ist das Minimum (Q0) kleiner als der
untere Whisker (markiert als ▆)
oder das Maximum (Q1) größer als der obere Whisker (▆), so deutet dies auf
Ausreißer in den entsprechenden Merkmalen hin. Die Fälle wurden in der Tabelle 4‑1 entsprechend markiert.
Tabelle 4‑1: Statistische Kenngrößen
des Zeitraums 2014-07-03 08:04:59 CET - 2014-07-03 18:50:09 CET
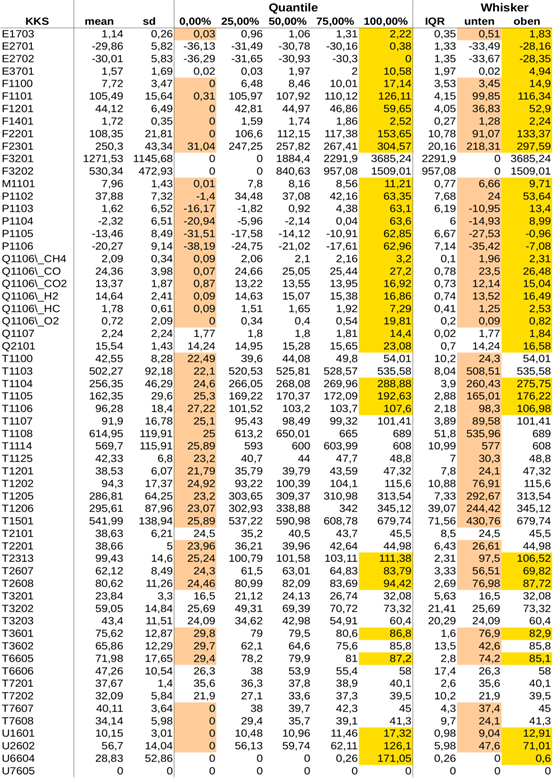
Für die statistische Auswertung wurden zwei Datensätze
erstellt, in denen die Grundgesamtheit jeweils unterschiedlich bereinigt wurde.
Im ersten Datensatz wurde jedes Merkmal klassisch mit dem 1,5-fachen des
Interquartilabstandes bewertet. Der Interquartilsabstand (IQR) wird dabei als
Differenz der Quartile Q.25 und Q.75
berechnet (IQR = Q.75 - Q.25). Der IQR wird
beim Q.75 addiert und beim Q.25
subtrahiert. Dabei endet der sogenannte „Whisker“ jedoch nicht genau
nach dieser Länge, sondern bei dem Wert aus den Daten, der noch innerhalb
dieser berechneten Grenze liegt. Die Länge der Whisker wird also durch die
Datenwerte und nicht allein durch den IQR bestimmt. Das heißt auch, die Whisker
müssen nicht auf beiden Seiten gleich lang sein. Gibt es keine Werte außerhalb
der Grenze von 1,5⋅IQR,
wird die Länge des Whiskers durch den maximalen und minimalen Datenwert
festgelegt. Dies lässt sich anschaulich in einem Kastendiagramm (engl. boxplot),
wie sie für unterschiedliche Messstellen in den Abbildung
4‑2 bis Abbildung 4‑5 zu sehen sind, darstellen.
Liegen dagegen Werte außerhalb der Whisker, werden diese
separat in das Diagramm eingetragen. Diese Werte werden direkt als Ausreißer
behandelt.
Im IQR-bereinigten Datensatz wurden nun alle Muster
entfernt, in welchen ein Merkmal außerhalb des 1,5-fachen des
Interquartilabstandes lag. Das Ergebnis ist ein Datensatz ohne Ausreißer mit
1194 Mustern.
In diesem reduziertem Datensatz steht nur noch ein sehr
begrenzter Teil des Versuchs zur Auswertung zur Verfügung steht. Deshalb wurde
für vergleichende Untersuchungen ein zweiter Datensatz mit einer weniger
restriktiven Auslegung der Ausreißerregel erstellt. Genaugenommen wurden nur
noch acht Merkmale (E1703, E2701, E2702,
F2201, M1101,
T1104, T1105,
T1108) bezüglich des 1,5-fachen des
Interquartilabstandes bewertet. Das Ergebnis war ein Datensatz mit 3650 Mustern
welcher den größten Teil der Muster des Versuchszeitraums beinhaltet. Dieser
Datensatz wurde arbeitspunktbereinigt (APB) genannt.
Zwei weitere Datensätze entstanden nach einer kmeans-Clusterung,
welche im Abschnitt 4.4
beschrieben ist. Diese Clusterung bedeutet, dass die Zeitreihendaten des
Versuchs, beziehungsweise deren bereinigte Varianten (IQR, APB)
auf einen Vertreter der jeweils vorhandenen Arbeitspunkte reduziert werden.
4.3
Korrelationsanalyse
Für die beiden bereinigten Datensätze (APB, IQR) wurde
jeweils der empirische rxy und der partielle rxy,z
Korrelationskoeffizient berechnet. Die Korrelationsmatrizen sind in Abbildung 4‑6 bis Abbildung 4‑13 zu sehen und dazu gedacht, dass der
geneigte Leser selbst Merkmalskombinationen nach linearen Abhängigkeiten
überprüfen kann. Dies richtet sich ja für gewöhnlich nach der zu untersuchenden
Fragestellung, welche hier unmöglich alle abgedeckt werden können.
Für eine leichtere Handhabbarkeit wurde neben jeder der vier
Korrelationsmatrizen (zwei unterschiedlich bereinigte Datensätze und zwei
Korrelationskoeffizienten) noch eine Korrelationsmatrix geplottet, in der nicht
alphabetisch nach den Merkmalen, sondern nach der Stärke der Korrelationen
sortiert wurde. So kann man zum einen leicht nach bestimmten Merkmalen und
deren Kombinationen suchen, zum anderen sich aber auch bestimmte Korrelationen
suchen und anschließend deren Merkmale identifizieren. Ruft man sich die
Unterschiede zwischen den Datensätzen in Erinnerung, so wird deutlich, dass die
Relevanz des Sauerstoffs mit zunehmender Streuung der Daten nachlässt.
Vergleicht man zunächst die Position von Q1106_O2 in Abbildung
4‑9 und Abbildung 4‑13, so fällt auf, dass diese in den sortierten
Matrizen für die APB-Daten sehr niedrig, für die IQR-Daten allerdings relativ
hoch ist.
Den größten Einfluss auf den Sauerstoffgehalt des
Produktgases haben laut Korrelationsanalyse die Temperaturen T1125 und T1100
wobei T1125 einen negativen und T1100 einen positiven korrelativen
Zusammenhang mit Q1106_O2 besitzt. Das
heißt, je höher die Temperatur an der Messstelle T1125
ausfällt, desto geringer dürfte der Sauerstoffgehalt im Produktgas ausfallen.
Umgekehrt, je geringer die Temperatur bei T1100
ist, desto geringer ist auch der Sauerstoffgehalt.
Für die Messstelle T1125
lässt sich dies beispielsweise damit erklären, dass der Sauerstoffgehalt wohl
maßgeblich durch die gezogene Falschluft beeinflusst wird. Je mehr Falschluft,
desto höher der Sauerstoffgehalt und desto niedriger die Temperatur des
Produktgases.
Die Korrelationsanalyse ergab beispielsweise, dass die
Temperatur der Vergaserluft (T1202, T1205, T1206)
einen signifikanten Einfluss auf den Sauerstoffgehalt im Produktgas ausüben.
Eine andere Erkenntnis ist, dass die Vergasertemperatur (T1108) einen positiven linearen Zusammenhang
mit den Produktgasbestandteilen CO2 und H2, aber einen
negativen mit CH4 besitzt. Da sich CO und CO2
entgegengesetzt proportional zueinander verhalten, kann man sich nun überlegen,
ob man durch die Erhöhung der Reaktortemperatur den brennbaren H2-Anteil
im Produktgas vergrößern will, oder ob durch ein Absenken der Reaktortemperatur
der brennbare CO-Anteil vergrößert werden soll.
Dies ist im Übrigen ein generelles Problem. Im Prinzip
möchte man natürlich die brennbaren Anteile (CO, HC, H2) im
Produktgas so hoch, und die nichtbrennbaren (CO2, CH4, O2)
so gering wie möglich halten. HC und CH4 sind dabei nur in geringen
Mengen vorhanden und können vernachlässigt werden. Die Korrelationsanalyse sagt
aber, dass beispielsweise ein Absenken des Sauerstoffgehalts im Produktgas
einen Anstieg von CO und H2, aber eben auch ein absinken von HC zu
Folge hätte. Die Bestandteile CO2 und CH4 würden in
diesem Zusammenhang ebenfalls sinken, aber dies ist ja gewünscht.
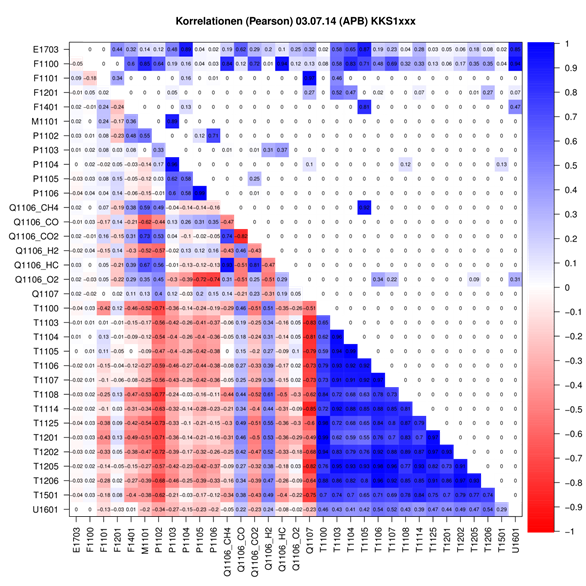
Abbildung
4‑6: rxy APB-bereinigt, KKS-Sortierung
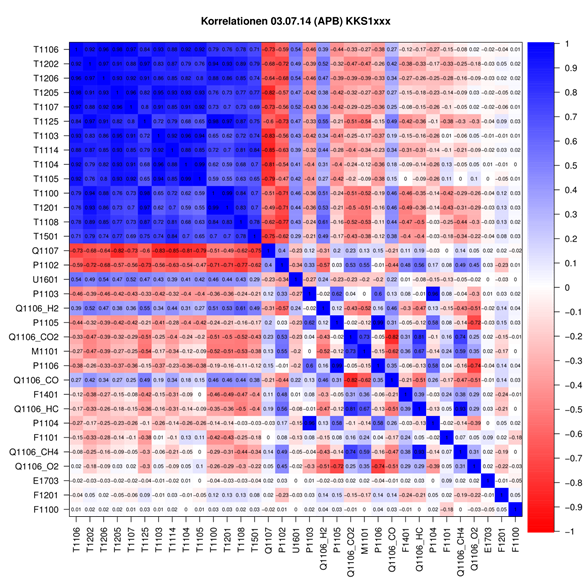
Abbildung
4‑7: rxy APB-bereinigt, rxy-Sortierung
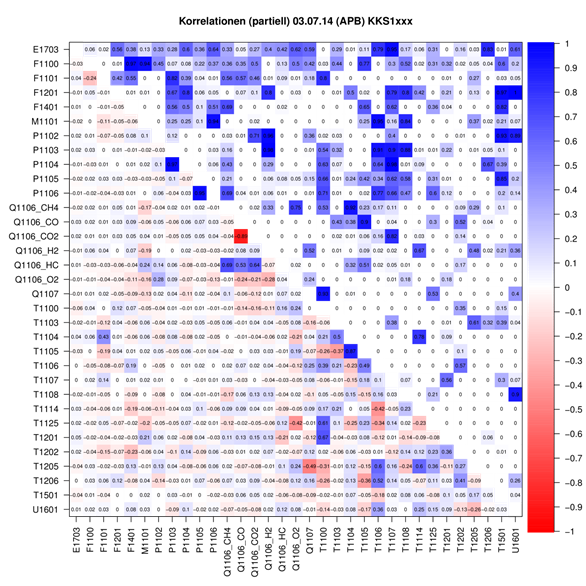
Abbildung 4‑8: rxy;z APB-bereinigt, KKS-Sortierung
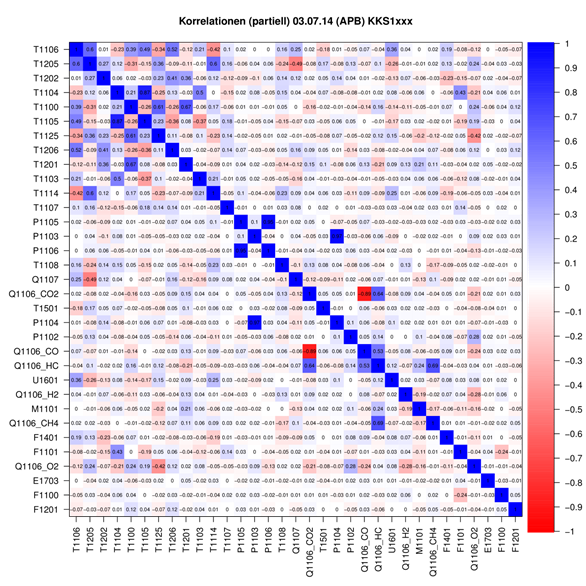
Abbildung
4‑9: rxy;z APB-bereinigt, rxy-Sortierung
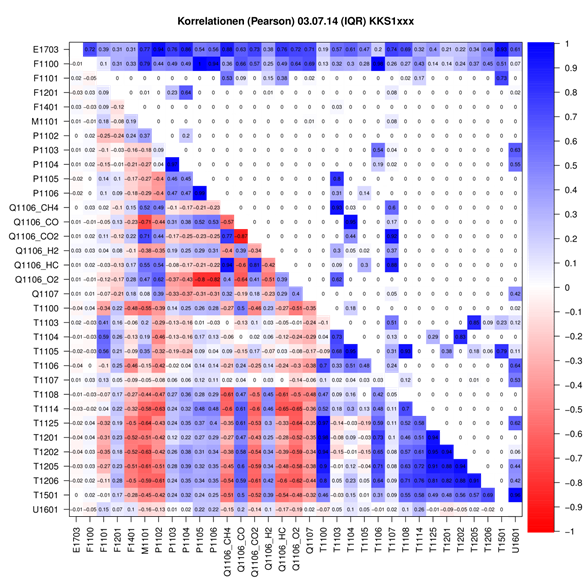
Abbildung 4‑10: rxy IQR-bereinigt, KKS-Sortierung
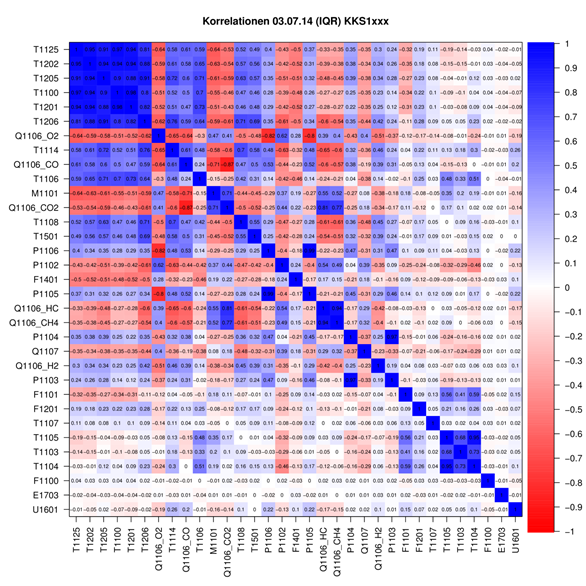
Abbildung 4‑11: rxy IQR-bereinigt, rxy-Sortierung
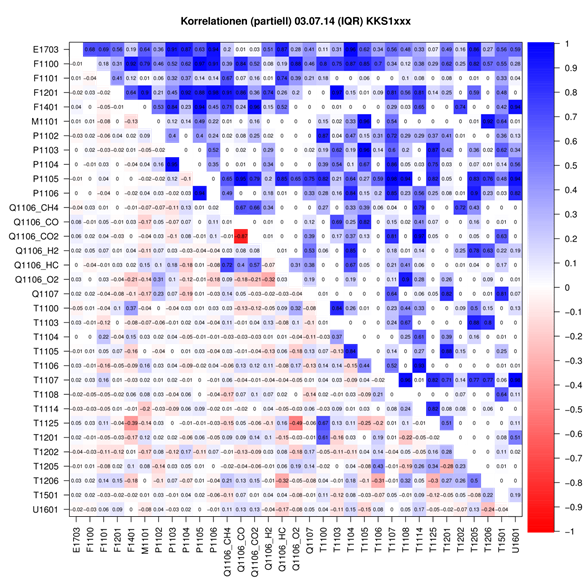
Abbildung 4‑12: rxy;z IQR-bereinigt, KKS-Sortierung
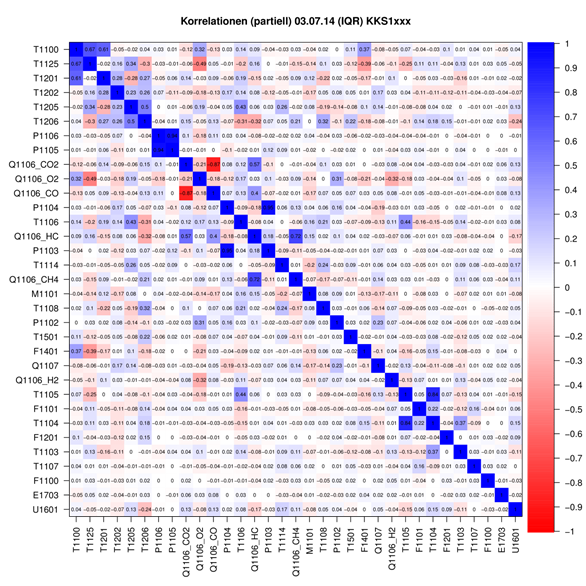
Abbildung
4‑13: rxy;z IQR-bereinigt, rxy-Sortierung

Da später eventuell noch einige Verfahren angewendet werden
sollen, wo es hilfreich sein könnte, statt mit der Grundgesamtheit oder den
Stichproben, mit den Ergebnissen einer Clusterung zu arbeiten, soll diese an
dieser Stelle durchgeführt werden. Zunächst kann man als Ergebnis der
Clusterung die Anzahl der Systemzustände der betrachteten Stichproben
festhalten (da wir ja alle „ähnlichen“ Zustände einem Cluster zuordnen werden).
Bevor mit der Clusterung begonnen werden kann, also dem Zuordnen
einzelner Muster der Stichproben zu bestimmten Clustern, sollte die
Clusteranzahl geschätzt werden.
Hierzu muss vielleicht gesagt werden, dass es im
Wesentlichen drei verschiedene Arten von Clusteralgorithmen gibt. Zum einen
jene, welche mit einem einzelnen Cluster beginnen, und während der Clusterung
je nach Bedarf neue Cluster generieren. Zum zweiten die, bei denen die
Clusteranzahl zu Beginn der Clusterung identisch mit der Anzahl der Muster der
Stichprobe sind. Das heißt, jedes Muster ist einem eigenen Cluster zugeordnet.
Anschließend wird die Clusteranzahl sukzessive reduziert. Zum dritten die
Clusteralgorithmen, bei denen die Clusteranzahl fest vorgegeben werden muss.
Hier wird mit dem kmeans-Algorithmus letzter verwendet.
Um die Anzahl der Cluster zu schätzen, wurde eine
Paretooptimierung durchgeführt. Dabei wurden die zwei Datensätze (IQR-bereinigt,
APB-bereinigt) einer steigenden Zahl von Clustern zugeordnet. Für jeden
Zustand wurden dann die Quadratsummen der Gruppenmitglieder gebildet. In Abbildung 4‑14 und Abbildung
4‑15 ist das Ganze grafisch dargestellt. Wir sehen, 20 Cluster scheinen
hier eine gute Lösung zu sein. Das heißt, man kann von ≈20 Arbeitspunkten sprechen, in denen
die Versuchsanlage während des Betriebs kommen kann. Um die Randbereiche
(Temperaturen während des Anfahrens, Druckschwankungen, Einfluss des
Rückkühlwerkes auf die gesamte Anlage) etwas besser darstellen zu können,
wurden im Fall des APB-Datensatzes 30 Cluster gewählt.
Die Abbildung
4‑16 und Abbildung 4‑17 bilden die Cluster über den ersten beiden
Hauptkomponenten (aus Hauptkomponentenanalyse) ab. In Abbildung
4‑16 sind deutlich die gegenüber des IQR-Datensatzes zusätzlich
geclusterten Randbereiche zu erkennen.
Eine andere Herangehensweise, um signifikante Merkmale zu
finden, ist die Erstellung von Regressionsmodellen. Bei der Regressionsanalyse
wird versucht, eine abhängige Variable durch eine oder mehrere unabhängige Variablen
zu beschreiben. Die Regressionsanalyse wird insbesondere dann verwendet, wenn
Zusammenhänge quantitativ zu beschreiben oder Werte der abhängigen Variablen zu
prognostizieren sind.
Die einzelnen Bestandteile des Produktgases (CO, CO2,
H2, CH4, O2, H2O) bildeten dabei
die abhängigen Variablen. Ihr Verhalten wurde zunächst unter Verwendung von
allen anderen Parametern (Messgrößen) als unabhängigen Variablen modelliert.
Aufgrund eines Signifikanztestes wurde ermittelt, welche der unabhängigen
Variablen den geringsten Beitrag zum Ergebnis, d.h. zur möglichst exakten
Berechnung der einzelnen abhängigen Variablen, leistete. Das entsprechende
Merkmal wurde im Folgenden nicht mehr berücksichtigt, wodurch sich die Anzahl
der Variablen verringerte. So wurden nach und nach alle Merkmale aus den
Modellen eliminiert, welche keinen wesentlichen Beitrag zum
Modellierungsergebnis leisteten.
Insgesamt lässt sich durch die Regressionsanalyse der
Versuchsdaten festhalten, dass die Feuchtigkeit (M1101)
der Holzhackschnitzel den größten Einfluss auf die Qualität des Produktgases
ausübt, direkt gefolgt von der Temperatur der Vergaserluft (T1206) und der Nachreformertemperatur (T1501). Weitere signifikante Merkmale sind
die Drücke nach dem Vergaser (P1103)
beziehungsweise vor dem Filter (P1104)
sowie die zugehörige Temperatur (T1105).
Eher uninteressant beziehungsweise keinen Einfluss auf die
Produktgaszusammensetzung haben Volumen- und Massenströme (F1100, F1101,
F1201) oder elektrische Verbraucher (E1703), aber auch diverse Temperaturen (T1125, T1108,...)
und Drücke (P1106, P1105, P1102).
Die Abbildung
4‑18 bis Abbildung 4‑27 stellen die Modellgüte dar. Links sind
dabei die Prognosen der besten und der reduzierten Modelle über den Messdaten
geplottet. Rechts daneben sind die Analyseplots des reduzierten
Regressionsmodells zu sehen. Dargestellt sind die Residuen über den gefitteten
Werten (links oben), die Residuen über den Quantilen (rechts oben), die
Abweichung über den gefitteten Werten (links unten) sowie die Residuen über dem
Anstieg (rechts unten).
Für jeden der i Koeffizienten der
Regressionsfunktionen wurde ein t-Test mit der Null-Hypothese H0:
βj=0
durchgeführt, für den der entsprechende t-Wert ausgerechnet und die
Signifikanz Pr(>|t|) in Tabelle
4‑2 und Tabelle
4‑3 angegeben wird. Dabei ist mit t-Test der t-Test des
Regressionskoeffizienten gemeint (nicht zu verwechseln mit Einstichproben-t-Test,
Zweistichproben-t-Test oder der Abhängige t-Test
(auch Paardifferenzentest; engl. paired t-test), welcher bei der
linearen Regression unter der Annahme normalverteilter Störgrößen, prüft, ob
ein Regressionskoeffizient Null ist.
Genauer gesagt, ist man ist daran interessiert, ob einzelne
Parameter oder Kovariablen aus dem Regressionsmodell entfernt werden können,
also eine Kovariable nicht oder nur gering zur Erklärung von Y beiträgt.
Dies ist dann möglich, falls ein Parameter βj
=0 ist, somit testet man die Nullhypothese H0: βj=0.
Das heißt man testet, ob der j-te Parameter gleich Null ist, falls dies
der Fall ist, kann die zugehörige j-te Kovariable Xj
aus dem Modell entfernt werden. Letztlich errechnet man eine Prüfgröße tj,
die t-verteilt mit n-p Freiheitsgraden ist. Ist |tj|
größer als der kritische Wert t(1-α/2;
n-p), dem (1-α/2)-Quantil
der t-Verteilung mit n-p Freiheitsgraden, wird die
Hypothese abgelehnt. Somit wird die Kovariable Xj im Modell
beibehalten und der Beitrag des Regressors Xj zur Erklärung
von Y ist signifikant groß, das heißt, signifikant von Null verschieden.
Tabelle
4‑2: Pr(>|t|) best model
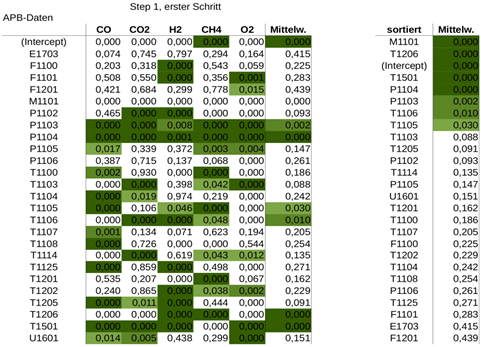
Tabelle
4‑3: Pr(>|t|) short model
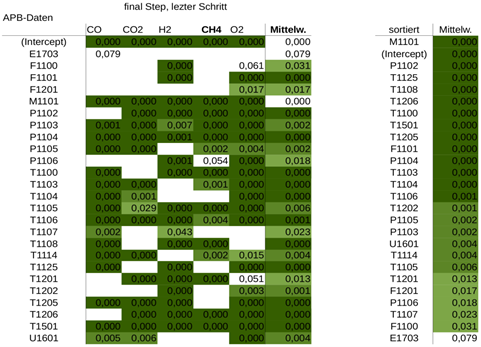
In Tabelle
4‑2 sind die Signifikanzen Pr(>|t|) der Koeffizienten der
ersten, also noch vollständigen Modelle angegeben. Nach und nach werden nun die
Koeffizienten mit den geringsten Signifikanzen entfernt, bis letztlich nur noch
Signifikante Koeffizienten im Regressionsmodell verbleiben. Diese sind in Tabelle 4‑3 dargestellt.
Die mittleren Signifikanzen über alle Modelle zeigen, dass
die Feuchtigkeit (M1101) den
wichtigsten Einfluss auf Y hat. Die Rolle von bestimmten Drücken oder
Temperaturen muss ein anlagenkundiger Ingenieur interpretieren. Genauso wie die
Tatsache, dass zur Modellierung bestimmter Produktgasbestandteile bestimmte
Koeffizienten benötigt werden, bei anderen wiederum nicht.
Um große oder unüberschaubare Datensätze zu analysieren kann
die sogenannte Hauptkomponentenanalyse verwendet werden. Hierzu wird
versucht, möglichst viele statistische Variablen durch eine geringere Anzahl
möglichst aussagekräftiger Linearkombinationen abzubilden. Das Ziel der
Hauptkomponentenanalyse ist es, in den durch die Variablen gebildeten
vieldimensionalen Raum, neue Koordinatenachsen so hineinzulegen, dass sich ein
möglichst großer Teil der Information in möglichst wenigen Ebenen wiederfindet.
Unter „Information“ ist hier die gesamte Varianz der Daten zu verstehen. Ein
möglichst großer Varianzanteil soll durch möglichst wenige künstliche
Koordinatenachsen, den sogenannten Hauptkomponenten, dargestellt werden. Es
geht also prinzipiell um die Verringerung der Dimensionalität. Das Verfahren
beruht darauf, dass das ursprüngliche Koordinatensystem mit Hilfe von
Matrixoperationen (Eigenwertzerlegung) gedreht wird.
Zunächst schaut man sich die Varianzanteile an. Diese
entscheiden, ob die Dimensionsreduktion erfolgreich war und wie viele
Hauptkomponenten man sich ansehen muss. In den vorliegenden Beispielen
entfallen 68,44 % der Varianz auf die ersten beiden Hauptkomponenten für
die IQR-Cluster und 76,19 % der Varianz auf die ersten beiden
Hauptkomponenten für die APB-Cluster. Die ersten drei Hauptkomponenten
beinhalten 77,74 % der Varianz der IQR-Cluster und 82,45 % der
Varianz der APB-Cluster usw.
Das bedeutet, dass die Darstellung von yPC1
und yPC2 in Abbildung
4‑28 beispielsweise 68,44 % der Information enthält (Das ist nicht
besonders viel. In Fallbeispielen der Fachliteratur liegen die Varianzanteile
der ersten beiden Hauptkomponenten in der Regel immer über 90 %. Damit
genügt auch die Analyse nur dieser Komponenten.).
Tabelle 4‑4: Wichtigkeit der
Hauptkomponenten für den geclusterten IQR- bzw. APB-Datensatz
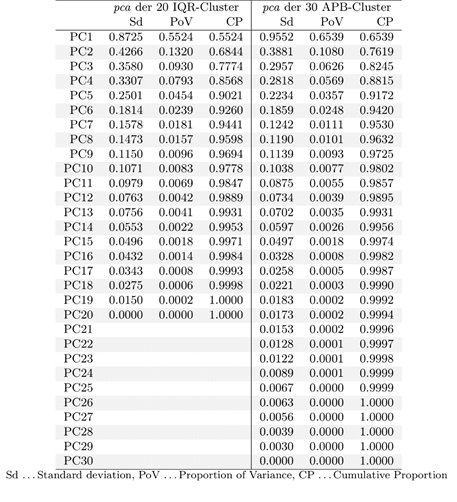
Werfen wir nun noch einen kurzen Blick auf den kumulierten
Anteil der Varianz. Mit den Hauptkomponenten yPC1 bis yPC17
für die IQR-Cluster beziehungsweise yPC1 bis yPC18
für die APB-Cluster bilden wir 99,9 % der Varianz ab. Wir können also
sagen, unseren 20- bzw. 30-dimensionalen Zusammenhang um drei bzw. 12
Dimensionen ohne Informationsverlust reduzieren zu können.
Die grafischen Darstellungen einer Hauptkomponentenanalyse,
wie in den Abbildung 4‑28 bis Abbildung
4‑35 zu sehen, stellt Objekte (Muster des Datensatzes) und Variablen (Merkmale
des Datensatzes) simultan dar. Je nach verwendetem Algorithmus kann die Grafik
an der x- oder y-Achse gespiegelt dargestellt sein. Das heißt, es
kommt auf die relativen Beziehungen der Objekte und Variablen an, rechts oder
links, oben oder unten sind nicht entscheidend.
Man interpretiert diese zunächst hinsichtlich der Objekte
(Zahlen stellen die Muster des untersuchten Datensatzes dar, in unserem Fall
also die Cluster der reduzierten Datensätze.). In den Abbildungen ist
diesbezüglich zu sehen, dass sich die Cluster relativ gleichmäßig auf den
Linearkombinationen abbilden. Wir können also davon ausgehen, dass jedes
Cluster also tatsächlich einen eigenen Arbeitspunkt darstellt. Eine Ausnahme
bilden hier beim geclusterten IQR-Datensatz die Cluster Nr.19 und Nr.20 oder
beim APB-Datensatz die Cluster Nr.14 und Nr.26.
Bei der Interpretation der Variablen ist zu beachten, dass
nur die langen Pfeile in der dargestellten Ebene liegen. Das bedeutet, nur
lange Pfeile sind interpretierbar, kurze Pfeile zeigen in eine nicht
dargestellte Dimension. In Abbildung
4‑28 wären beispielsweise Q1106_CO2
oder Q1106_H2 solche
nichtinterpretierbaren Variablen.
Abbildung
4‑32 zeigt beispielsweise eine positive Korrelation des Sauerstoffgehalts
im Produktgas Q1106_O2 mit dem Druck P1102. Dies stimmt auch mit den
Erkenntnissen aus der Korrelationsanalyse (Abbildung
4‑6 bis Abbildung 4‑9) überein.
Die Merkmale T1108,
T1114, P1105
und P1106 sind negativ mit (Q1106_O2) korreliert. Dies bestätigt die
empirische Korrelation (Abbildung 4‑6, Abbildung
4‑7). Bei der partiellen Korrelation wurde für T1108, T1114 und P1105 allerdings das Signifikanzkriterium
verletzt.
Man könnte jetzt noch feststellen, dass die
Temperaturmessstellen T1100 und T1201 oder T2101
und T2201 stark positiv miteinander
korreliert sind, ein Blick auf das Fließbild verrät allerdings auch den Grund.
Sehr viel mehr Erkenntnisse sollten aus dem biplot Abbildung
4‑28 allerdings nicht gezogen werden.
Sehr viel Neues verrät auch nicht die Abbildung
4‑29. Einzige Erkenntnis hier ist, dass T3602
so gar nichts mit den Temperaturen der Vergaserseite zu tun hat, wohl aber mit
ein paar der BHKW-Seite korrelieren könnte (so ganz passt die Linearkombination
nicht). Dies ist aber keine Überraschung, da wir doch wissen, dass hier alles
über den Pufferspeicher miteinander verbunden ist.
In Abbildung 4‑30 zeigen diverse Temperaturmessstellen
der Vergaserseite mit langen Vektoren in dieselbe Richtung, sind also
offensichtlich positiv miteinander korreliert. Andere Erkenntnisse können hier
nicht gewonnen werden.
Abbildung 4‑31 bestätigt noch einmal den negativen
korrelativen Zusammenhang von P1105
und P1106 mit Q1106_O2. Des Weiteren könnten die Drücke P1103 und P1104
mit Q1107 negativ korreliert sein.
Alle anderen Vektoren stehen relativ allein oder sind zu kurz. Außerdem gilt zu
beachten, dass Abbildung 4‑35 nur noch 22,5 % der Varianz abbildet.
Aus den Abbildungen Abbildung
4‑32 bis Abbildung 4‑35, welche Linearkombinationen des
geclusterten APB-Datensatzes darstellen, können keine neuen Informationen
gewonnen werden (auf die Aufzählung diverser Temperaturzusammenhänge wird hier
verzichtet).
Die Varianzanalyse ist ein sehr allgemeines Verfahren zur
statistischen Bewertung von Mittelwertunterschieden zwischen mehr als zwei
Gruppen. Dabei wird der Einfluss der Ausprägung eines, oder mehrerer
unabhängiger Merkmale auf ein, beziehungsweise mehrere abhängige Merkmale
geprüft. Da von einem Zusammenhang zwischen den Merkmalen ausgegangen wird,
zählt diese Analysemethode zu den strukturprüfenden Verfahren. Die Besonderheit
ist, dass das Skalenniveau der unabhängigen Merkmalsausprägung, nur
nominalskaliert zu sein braucht. Das Skalenniveau der abhängigen
Merkmalsausprägung muss jedoch in metrischer Form vorliegen.
Der Typ der Varianzanalyse unterscheidet sich durch die Zahl
der Faktoren. Wird die Wirkung eines unabhängigen Merkmals auf ein abhängiges
Merkmal geprüft, wird von einer einfaktoriellen Varianzanalyse gesprochen.
Dabei wird für das unabhängige Merkmal von einem Faktor und für die
Merkmalsausprägungen, also den verschiedenen Werten der Einflussgröße, von
Stufen oder Faktorstufen gesprochen.
Die Gruppeneinteilung kann dabei beispielsweise durch
Unterschiede der experimentellen Bedingungen bei sich wiederholenden Versuchen
erzeugt worden sein, durch Untersuchung der Zielgröße an verschiedenen Orten
etc.
Bevor natürlicherweise vorhandene Unterschiede der
Mittelwerte in den einzelnen Gruppen statistisch bewertet werden können, sollten
wir zunächst an einem Beispiel die in den Daten vorliegende Information durch
die Berechnung statistischer Kenngrößen zusammenfassen und bewerten. Betrachtet
werden soll die Feuchte im Produktgas (Merkmal M1101)
hinter dem Filter und vor dem Wärmetauscher WT6 aus dem
bereinigten IQR-Datensatz.
In diesem Datensatz befinden sich 1194 Muster. Die
statistischen Kenngrößen für M1101
sind dabei
Min. 1st Qu. Median Mean 3rd Qu. Max.
6.930 7.668 8.058
8.037 8.290 9.693
Nun ist die Frage, zu wie vielen Gruppen lässt sich das
Merkmal zusammenfassen und hat die Art der Gruppeneinteilung Auswirkungen auf
die Varianzanalyse? Beginnen wir mit der Gruppeneinteilung. Das Merkmal wurde
mit drei Stellen hinter dem Komma im Datensatz hinterlegt. Hierfür lassen sich
155 Gruppen bilden. Dies ändert sich auch nicht, wenn die Werte auf zwei
Stellen hinter dem Komma gerundet werden. Die Häufigkeit der einzelnen
Messwerte sind in Abbildung
4‑36 dargestellt. Es ist zu sehen, dass etliche Faktorstufen lediglich
ein Mitglied haben. Die maximale Mitgliederzahl ist 25 und trifft auf zwei
Faktorstufen zu.
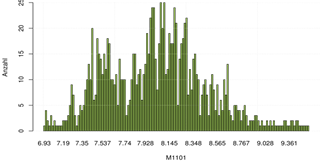
Abbildung
4‑36: barplot der Anzahl der Mitglieder der 155 ...
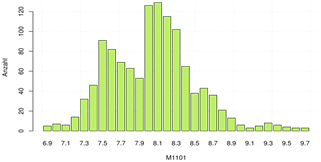
Abbildung
4‑37: ... der 29 ...
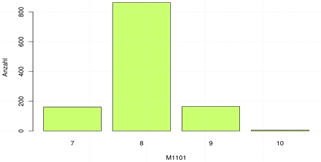
Abbildung
4‑38: und der 4 Faktorstufen
Rundet man auf eine Stelle hinter dem Komma, so können 29
Faktorstufen mit der Häufigkeitsverteilung, wie sie in Abbildung
4‑37 zu sehen ist, gebildet werden. Rundet man auf ganze Zahlen, so sehen
die Mitgliederhäufigkeiten der Faktorstufen wie folgt aus.
FS(M1101) 7 8 9 10
Anz. 161 863 164 6
Die grafische Darstellung dessen ist in Abbildung
4‑38 zu sehen.
Nachdem der Datensatz in Faktorstufen unterteilt ist (welche
der drei Varianten auch immer), gilt es für diese die Mittelwerte und
Standardabweichungen bezüglich des abhängigen Merkmals zu berechnen,
dargestellt in Abbildung 4‑39 bis Abbildung
4‑41.
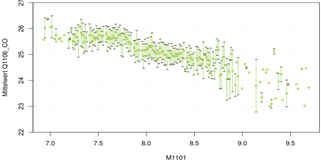
Abbildung
4‑39: Mittelwerte und Standardabweichungen der 155
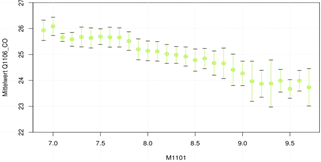
Abbildung 4‑40: ... der 29 ...
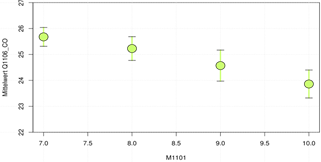
Abbildung
4‑41: und der 4 Faktorstufen
Um hier nicht endlose Zahlenkolonnen auflisten zu müssen,
sollen beispielhaft wieder nur die Werte der ganzzahligen Gruppeneinteilung
genannt werden. Bei nur noch vier Faktorstufen lauten die Mittelwerte
FS(M1101) 7
8 9 10
mean(CO)
25.67766 25.22751 24.57088 23.86167
und Standardabweichungen
FS(M1101)
7 8 9 10
sd(CO)
0.3631139 0.4579119 0.5974840 0.5382968
Wie die Mittelwerte in Abbildung
4‑39 bis Abbildung 4‑41 des CO-Gehaltes im Produktgas andeuten,
scheint ein Unterschied zwischen den verschiedenen Feuchtigkeitsgehalten zu
bestehen.
Einen weiteren Überblick über die Struktur der in
Faktorstufen eingeteilten Daten geben die boxplots laut Abbildung 4‑42 bis Abbildung
4‑44.
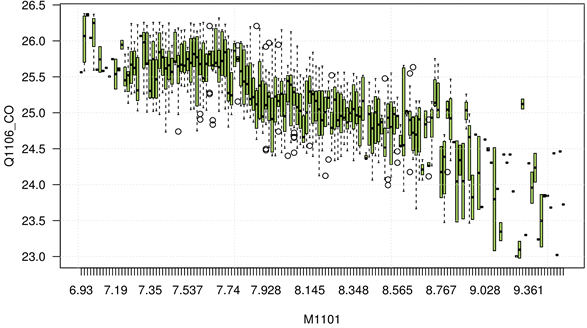
Abbildung
4‑42: boxplot der 155 ...
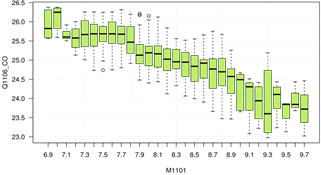
Abbildung 4‑43: ... der 29 ...
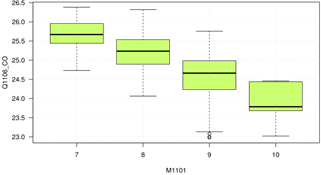
Abbildung
4‑44: und der 4 Faktorstufen
Es sei noch einmal erwähnt, dass im Folgenden angenommen
wird, dass keine äußeren Einflüsse für den Feuchtigkeitsgehalt verantwortlich
sind, das heißt, die Faktorstufen von M1101
werden als gleich angesehen.
Denn dann kann angenommen werden, dass ein möglicherweise
vorliegender Mittelwertunterschied yi zwischen den 155, 29
oder vier Faktorstufen auf systematische Einflüsse zurückzuführen ist.
Es muss also ermittelt werden, ob eine bestimmte
Merkmalsausprägung yi,j, also irgend ein CO-Gehalt, sich nur
zufällig oder durch systematische Einflüsse der Feuchtigkeit von dem
Gesamtmittelwert yCO, für die verschiedenen Faktorstufen hier
Anz.FS(M1101)
1194 155 29 4
mean(CO)
25.19115 24.98947 24.90425 24.83443
unterscheidet.
Wir gehen von der Hypothese aus, dass die Abweichungen vom
Gesamtmittelwert yCO nicht zufällig sind. Die zufällige
Abweichung wird in den n Fällen (155 bzw. 29 bzw. vier
Feuchtigkeitsgehalte) als gleich angenommen (Streuungszerlegung).
Die Ergebnisse einer Varianzanalyse werden normalerweise in
einer sogenannten ANOVA-Tabelle dargestellt. Für die obigen Beispiele sieht
diese dann beispielsweise wie folgt aus.
Df Sum Sq Mean Sq F value Pr(>F)
M1101, digits =
3 154 231.6 1.5041 10.94 <2e-16 ***
Residuals
1039 142.8 0.1374
---
Df Sum Sq Mean Sq F value Pr(>F)
M1101, digits =
1 28 200.5 7.160 47.96 <2e-16 ***
Residuals
1165 173.9 0.149
---
Df
Sum Sq Mean Sq F value Pr(>F)
M1101, digits = 0 3
113.0 37.65 171.3 <2e-16 ***
Residuals 1190
261.5 0.22
---
Signif. codes: 0 ‘***’
0.001 ‘**’ 0.01 ‘*’ 0.05 ‘.’ 0.1 ‘ ’ 1
Die Gesamtvariabilität wird zerlegt in die Variabilität
zwischen den Gruppen (Zeile M1101) und
die Variabilität innerhalb der Gruppen (Residuals).
Die Division der Quadratsummen (Sum Sq Sums
of Squares) durch die Anzahl der Freiheitsgrade (Df) liefert die mittlere Quadratsummen (Mean Sq Mean Squares). Diese sind unter der Annahme der
Gleichheit der Gruppenmittelwerte unabhängige Schätzwerte für die Varianz in
den Gruppen.
Daher überprüfen wir mit Hilfe der F-Statistik, ob der
Quotient dieser beiden Werte wesentlich größer als eins ist. Diese Bewertung
erfolgt mit Hilfe der F-Verteilung. Um zu verdeutlichen, wie extrem der
berechnete Wert des F-Ratio ist, zeigt die Abbildung
4‑45 die für die vorliegende Situationen relevante F-Verteilung mit 154
und 1039, 28 und 1065 beziehungsweise drei und 1190 Freiheitsgraden.
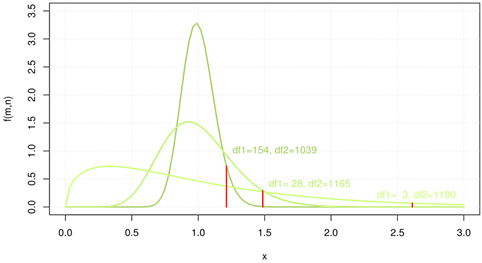
Abbildung
4‑45: Dichtefunktionen der F-Verteilung für die Freiheitsgrade df1
und df2
Die Alternativhypothese H1 muss aufgrund
des obigen Vergleichs angenommen werden. Somit liegt mit einer
Wahrscheinlichkeit von 95 % ein Wirkeinfluss der Feuchtigkeit auf den
CO-Gehalt im Produktgas vor.
Die Varianzanalyse führte uns also zu dem Ergebnis, dass
zwischen den Mittelwerten der Gruppen statistisch signifikante Unterschiede
bestehen. Dabei haben wir uns aber noch nicht darum gekümmert, ob die
Voraussetzungen der Varianzanalyse erfüllt sind. Dies ist im Wesentlichen, dass
sich die Variabilität innerhalb der Gruppen durch eine Normalverteilung
beschreiben lässt, die Varianzen innerhalb der Gruppen gleich groß und die
Messwerte unabhängig voneinander sind. Für die Überprüfung dieser
Voraussetzungen soll auf die Abbildung
4‑46 bis Abbildung 4‑48 verwiesen werden. Es ist zu sehen, dass man
durchaus jeweils die Varianzhomogenität (jeweils die linken Grafiken) als auch
die Normalverteilung (jeweils die rechte obere Grafik) annehmen kann.
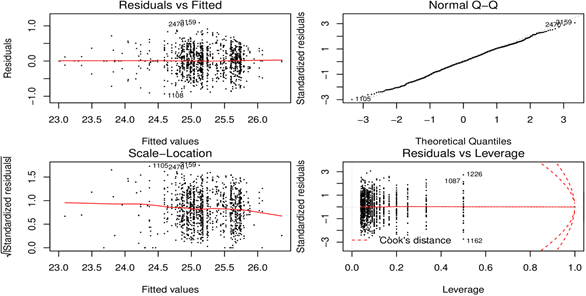
Abbildung
4‑46: Voraussetzungen der 155 ...
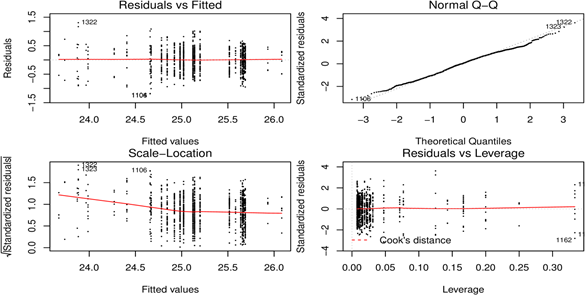
Abbildung 4‑47: ... der 29 ...
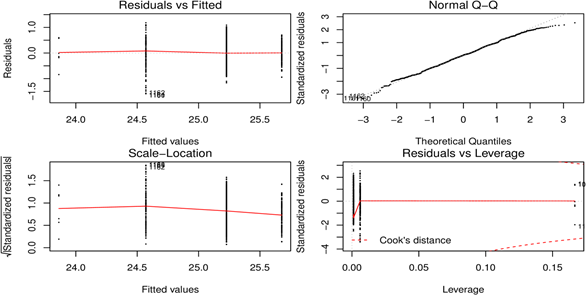
Abbildung
4‑48: und der 4 Faktorstufen
Ein möglicher formaler statistischer Test der Voraussetzung
der Varianzhomogenität ist der Levene‑Test. Die Grundidee des
Tests besteht darin, dass bei größerer Variabilität innerhalb einer Gruppe die
mittlere Abweichung vom Gruppenmittelwert größer ist. Daher wird mit dem Levene‑Test
eigentlich die Hypothese, dass die mittlere Abweichung von Mittelwert in allen
Gruppen gleich ist, überprüft. Das ist ein Mittelwertvergleich zwischen
verschiedenen Gruppen und kann daher wiederum durch eine Varianzanalyse
beantwortet werden.
Df Sum Sq Mean Sq F value Pr(>F)
M1101, digits =
3 154 9.65 0.06263 1.531 0.000108 ***
Residuals
1039 42.52 0.04092
---
Df Sum Sq Mean Sq F value Pr(>F)
M1101, digits =
1 28 4.50 0.16078 3.454 4.76e-09 ***
Residuals
1165 54.23 0.04655
---
Df Sum Sq Mean Sq F value Pr(>F)
M1101, digits = 0 3
2.87 0.9551 12.54 4.49e-08 ***
Residuals 1190
90.65 0.0762
---
Signif. codes: 0 ‘***’
0.001 ‘**’ 0.01 ‘*’ 0.05 ‘.’ 0.1 ‘ ’ 1
Das Ergebnis ist abermals eine ANOVA-Tabelle. Der p-Wert
kleiner als „0.05“ bedeutet, dass die Nullhypothese abgelehnt wird, die
Variabilität innerhalb der 155 beziehungsweise 29 oder vier verschiedenen
Gruppen, je nach verwendetem Datensatz, muss also als ungleich angesehen werden
(Natürlich ist das ein leichter Zirkelschluss, wir überprüfen die
Voraussetzungen der ANOVA mit einer ANOVA. In der Praxis hat sich diese
Vorgehensweise aber bewährt.). Die Voraussetzungen zur Durchführung einer
Varianzanalyse waren also nicht gegeben.
Tabelle 4‑5: Pr(>|t|)
einseitige ANOVA
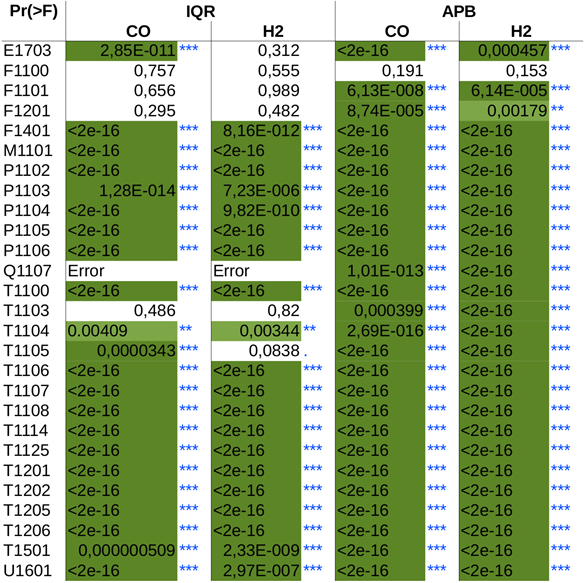
In Tabelle
4‑5 sind dennoch die Prüfgrößen aller relevanten Merkmale der einseitigen
ANOVA zu den beiden Produktgasbestandteilen CO und H2 aufgelistet.
Für die meisten Merkmale wird der signifikante Einfluss auf die entsprechende
Zielgröße bestätigt.
Die Anwendung von Modellierungswerkzeugen auf die
Messergebnisse dient zur Schärfung dieser Instrumente für die Anwendung auf die
Diagnose und Optimierung dezentraler thermochemischer
energieverfahrenstechnischer Prozesse. Erste Ergebnisse dazu können hiermit
vorgelegt werden.
Im Rahmen des Projektes erfolgte die Nachrechnung eines
ausgewählten Versuches an der Versuchsanlage „Holzvergaser mit BHKW“ mittels
der Software Ebsilon®Professional. Ziel der Nachrechnung war in einem ersten
Arbeitsschritt die Nachbildung der wesentlichen Komponenten und Prozesse zur
Überprüfung der experimentellen Messdaten im stationären Zustand sowie zur
Ermittlung nicht messbarer Prozessparameter (z.B. Verluste).
Für die Modellierung wurden im aktuellen Bearbeitungsschritt
ausschließlich Standard-Bauteile von Ebsilon®Professional verwendet. Das Modell
umfasst die wesentlichen Komponenten der Versuchsanlage, d. h. den Vergaser mit
Produktgasstrecke und das BHKW, sowie die zugehörigen Kühlkreise und
Pufferspeicherschleifen. Der Trockner und der Nachreformer wurden im aktuellen
Bearbeitungsschritt noch nicht modelliert. Es wurde der stationäre Zustand
nachgebildet.
Gegenüber dem Stand, der im Sachbericht dargestellt ist,
ergaben sich noch geringfügige Änderungen im Modell und den
Simulationsergebnissen. Diese hatten jedoch keine gravierenden Änderungen der
Simulationsergebnisse zur Folge.
Die Ergebnisse von Bilanzierung der Anlage mittels Messdaten
und Simulationsergebnissen bilden die Grundlage für die Bewertung der
Anlageneffektivität und dienen als Basis für die Ermittlung von
Optimierungsansätzen. Das erstellte Modell ist außerdem die Voraussetzung für
weiterführende Analysen und Parameterstudien in einem geplanten Folgeprojekt.
Randbedingungen
Für die Auswertung wurde der Versuch vom 03.07.2014
ausgewählt. Versuchsbeginn war um 08:10 Uhr, um 18:50 Uhr war der
Versuch beendet. Während des Versuches waren Vergaser, BHKW und Trockner (mit
zwischenzeitlichen Stillstand) in Betrieb. Die gesamte Messtechnik war ohne
Störungen in Betrieb, nur die Abgas-Analyse wurde gegen 16:00 Uhr
vorfristig ausgeschaltet. Der Zeitraum zwischen 12:15 und 13:15 Uhr wurde
als stationärer Bereich ausgewählt und mit Ebsilon®Professional nachgebildet.
Eingangsparameter
Als Eingangsparameter für die Simulation dienten die
stationären Werte der folgenden Parameter:
·
Massenstrom, Zusammensetzung und Temperatur der
Holzhackschnitzel,
·
Volumenstrom und Temperatur der Frischluftzufuhr zum Reformer
(d.h. der Reformerluft ohne Spülluft),
·
Volumenstrom und Temperatur der Frischluftzufuhr zum Motor
(Motorluft),
·
Massenstrom und Eintrittstemperatur der einzelnen Kühlkreise und
Pufferschleifen.
Simulationsmodell
In Abbildung 5‑1 ist das Ebsilon-Modell
übersichtshalber dargestellt. Die wesentlichen Hauptkomponenten sind:
I.
der Reformer mit Vorwärmung der Reformerluft,
II.
die Produktgasstrecke mit dem Vergaser-Kühlkreis,
III.
das BHKW mit der Abgasstrecke und dem BHKW-Kühlkreis.



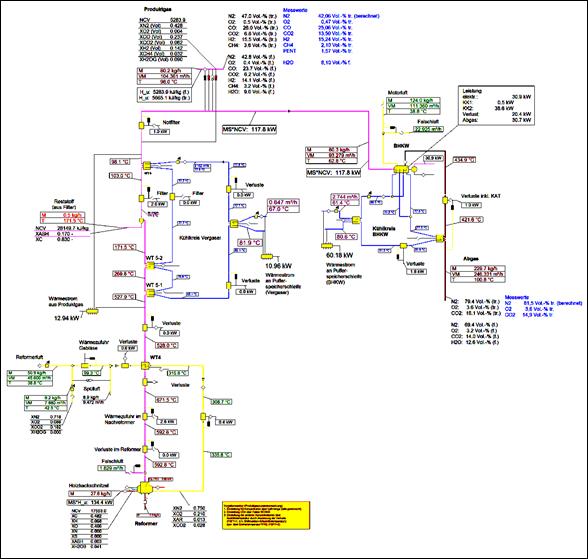
Abbildung
5‑1: Simulationsmodell der Versuchsanlage in Ebsilon®Professional
(Übersicht)
Für die Anpassung der Simulation an den stationären Zustand
wurden die Randbedingungen der Simulation wie folgt festgelegt:
·
Vorgabe der Eingangsparameter,
·
Vorgabe der Erwärmung der Reformerluft (Gebläse, Nachreformer)
anhand der gemessenen Temperaturen,
·
weitgehende Anpassung des Vergasermodells an die gemessene
Zusammensetzung des Produktgases (Grenztemperatur der Wassergas-Shift-Reaktion,
Vorgabe der CH4-Konzentration),
·
Vorgabe der Abkühlung des Produktgases anhand der gemessenen
Temperaturen, Simulation der Wärmeübertragung zum Vergaser-Kühlkreis und zur
Pufferspeicherschleife,
·
Anpassung des Motormodells bezüglich Volumenstrom der Motorluft,
elektrischer Leistung, Wärmeangabe an den BHKW-Kühlkreis und Verlusten,
·
Vorgabe der Abkühlung des Abgases anhand der gemessenen
Temperaturen, Simulation der Wärmeübertragung zum BHKW-Kühlkreis und zur
zugehörigen Pufferspeicherschleife.
Anpassung des Modells
Im Rahmen der Modellerstellung und der Auswertung der
Simulationsergebnisse wurden einzelne wichtige Änderungen vorgenommen, um die
Messwerte besser nachbilden zu können.
-
Produktgas
Das Produktgas am Austritt des Vergasers enthielt in der
Simulation keinen freien Sauerstoff und sollte auch an der realen Anlage keinen
enthalten. Das ließ auf eine Zufuhr von Falschluft in das Produktgas schließen.
Dabei wurde angenommen, dass das Produktgas selbst verunreinigt wurde und nicht
nur die Messung. Es ergab sich ein Volumenstrom von ca. 1,8 m³/h Luft (bei
Umgebungsbedingungen). Da der Wärmestrom an den Kühlkreis des Vergasers
ebenfalls zu gering war, wurde angenommen, dass die Luft direkt am Austritt des
Produktgases aus dem Vergaser beigemischt wurde. Das widersprach zum Teil der
Analyse der Messwerte, wobei eine deutliche Korrelation zwischen
Sauerstoffkonzentration und Druck an der Messstelle ermittelt wurde. Hierzu
erscheinen weitere Analysen notwendig.
-
Abgas
In der Simulation war die berechnete Sauerstoffkonzentration
im Abgas mit ca. 1,11 % deutlich geringer als der gemessene Wert von 3,57 %.
Auch hier wurde von einem Falschlufteinbruch ausgegangen. Dieser wurde noch vor
dem Eintritt in das BHKW angenommen. Der Volumenstrom, der für die Erreichung
der Sauerstoffkonzentration im Abgas notwendig war, betrug 22,9 m³/h (bei
Umgebungsbedingungen).
Simulationsergebnisse
Im Ergebnis der Simulation wurden wesentliche
Prozessparameter, die nicht als Randbedingung der Simulation direkt vorgegeben
wurden, mit den Messwerten verglichen. Im Wesentlichen waren das für das
Produktgas:
·
der Volumen- und Massenstrom,
·
die Gaszusammensetzung inkl. Wassergehalt und
·
die Wärmeabgabe an den Kühlkreis sowie die zugehörige Schleife
des Pufferspeichers mit Verlusten.
Für das BHKW wurden folgende
Parameter betrachtet:
·
der Volumenstrom des Abgases,
·
die Gaszusammensetzung und der Wassergehalt des Abgases sowie
·
die Wärmeabgabe an den Kühlkreis und die Pufferspeicherschleife
mit Verlusten.
In Tabelle
5‑1 sind die Messwerte und die Simulationsergebnisse der wesentlichen
Parameter des Vergasers gegenübergestellt.
Tabelle 5‑1: Parameter von Vergaser
und Produktgas mit Kühlkreis und Pufferspeicherschleife
|
Parameter
|
Einheit
|
Simulationswert
|
Messwert
|
|
Volumenstrom
|
m³/h
|
104,36
|
109,55
|
|
Massenstrom
|
kg/h
|
80,20
|
90,87 (berechnet)
|
|
Gaskonzentration:
Sauerstoff
Kohlenmonoxid
Kohlendioxid
Wasserstoff
Methan
Kohlenwasserstoffe
|
Vol.-% tr
Vol.-% tr
Vol.-% tr
Vol.-% tr
Vol.-% tr
Vol.-% tr
|
0,47
26,02
6,79
15,54
3,57
-
|
0,47
25,06
13,50
15,24
2,10
1,57
|
|
Wassergehalt
|
Vol.-% f.
|
9,00
|
8,10
|
|
Heizwert
|
MJ/kg
|
5,28
|
5,31 (berechnet)
|
|
Wärmestrom
Produktgas-Kühlkreis
Kühlkreis-Pufferspeicherschleife
|
kW
kW
|
10,96
10,96
|
-
11,26
|
Entscheidend waren dabei vor allem die Abweichungen im
Massenstrom sowie in der Konzentration von Kohlendioxid. Die Abweichung im
Massenstrom des Produktgases wurde vor allem von der unterschiedlichen
Gaszusammensetzung im Versuch und in der Simulation verursacht. Die genaue
Ursache dafür ist in einem weiterführenden Projekt zu analysieren. Die Ursache
für die grobe Abweichung in der Kohlendioxid-Konzentration konnte bisher nicht
ermittelt werden.
Die gemessene Wärmemenge, die an den Pufferspeicher
übertragen wurde, konnte in der Simulation trotz vernachlässigter Verluste im
Kühlkreis nicht ganz erreicht werden. Die Analyse der Ursache steht hierbei
noch aus.
Tabelle 5‑2 zeigt die Simulationsergebnisse und die
Messwerte für BHKW und Abgasstrecke. Wesentliche Abweichungen betrafen den
Volumen- und Massenstrom des Abgases. Die detaillierte Analyse der Ursache ist
noch nicht abgeschlossen. Einen großen Einfluss hatte dabei vermutlich die
Unsicherheit der Volumenstrommessung.
Tabelle 5‑2: Parameter von BHKW und
Abgas mit Kühlkreis und Pufferspeicherschleife
|
Parameter
|
Einheit
|
Simulationswert
|
Messwert
|
|
Volumenstrom
|
m³/h
|
246,33
|
258,31
|
|
Massenstrom
|
kg/h
|
229,73
|
247,78 (berechnet)
|
|
Gaskonzentration:
Sauerstoff
Kohlendioxid
|
Vol.-% tr.
Vol.-% tr.
|
3,63
16,06
|
3,57
14,93
|
|
Wassergehalt
|
Vol.-% f.
|
12,56
|
15,0
(angenommen)
|
|
Wärmestrom
Produktgas-Kühlkreis
Kühlkreis-Pufferspeicherschleife
|
kW
kW
|
61,98
60,18
|
-
60,18
|
Den Vergleich der Massenbilanz für das Gesamtsystem aus
Vergaser und BHKW zeigt
Tabelle 5‑3. Die Eingangsparameter, wie z.B. die
Reformerluft, wurden entsprechend der gemessenen Volumenströme vorgegeben.
Daraus ergaben sich geringe Unterschiede zu den Werten der Auswertung. Einen wesentlichen
Einfluss auf die verbesserte Bilanz in der Simulation haben die
Falschluftströme des Vergasers und des BHKW sowie der geringere Massenstrom des
Abgases in der Simulation.
Tabelle
5‑3: Massenbilanz Biomassevergasungsanlage
Medium
|
Massenstrom (kg/h)
|
|
Simulationswert
|
Messwert
|
|
Input
|
Holzhackschnitzel
|
27,56
|
27,56
|
|
Vergasungsmittel
|
50,93
|
51,48
|
|
Falschluft (Vergaser)
|
2,03
|
-
|
|
Motorluft
|
124,01
|
126,08
|
|
Falschluft (BHKW)
|
25,43
|
-
|
|
Summe
|
229,96
|
205,12
|
|
Output
|
Reststoff
|
0,54
|
0,53
|
|
Abgas
|
229,73
|
247,78
|
|
Summe
|
230,27
|
248,31
|
|
Bilanz
|
Abweichung
|
0,31
|
43,19
|
|
Abweichung (%)
|
0,13
|
21,06
|
Die Werte der Stoffbilanzen sind in Tabelle
5‑4 aufgelistet.
Tabelle 5‑4: Stoffbilanz
Biomassevergasungsanlage (aus Messwert/Simulation)
|
Medium
|
Stoffstrom (kmol/h)
|
|
Kohlenstoff
|
Wasserstoff
|
Sauerstoff
|
Stickstoff
|
Summe
|
|
Input
|
Holzhackschnitzel
|
1,15
1,11
|
1,93
1,99
|
0,73
0,76
|
0,00
0
|
3,81
3,86
|
|
Vergasungsmittel
|
0,00
0
|
0,00
0
|
0,75
0,74
|
2,82
2,75
|
3,57
3,49
|
|
Falschluft
(Vergaser)
|
-
0
|
-
0
|
-
0,03
|
-
0,11
|
-
0,14
|
|
Motorluft
|
0,00
0
|
0,00
0
|
1,80
1,76
|
6,78
6,54
|
8,58
8,30
|
|
Falschluft
(BHKW)
|
-
0
|
-
0
|
-
0,37
|
-
1,37
|
-
1,74
|
|
Summe
|
1,15
1,11
|
1,93
1,99
|
3,04
3,66
|
8,70
10,77
|
14,82
17,53
|
|
Output
|
Reststoff
|
0,03
0,04
|
0,00
0
|
0,00
0
|
0,00
0
|
0,03
0,04
|
|
Abgas
|
1,12
1,10
|
2,59
1,98
|
4,07
3,70
|
11,89
10,91
|
19,67
17,69
|
|
Summe
|
1,15
1,14
|
2,59
1,98
|
4,07
3,70
|
11,89
10,91
|
19,70
17,73
|
|
Bilanz
|
Abweichung
|
0,00
-0,03
|
-0,67
0,01
|
-1,03
-0,04
|
-3,19
-0,14
|
-4,88
-0,20
|
|
Abweichung (%)
|
0,00
2,7
|
34,72
0,50
|
33,88
1,09
|
36,67
1,30
|
32,93
1,14
|
Bei der Auswertung der Messwerte traten bei Wasser-, Sauer-
und Stickstoff große Abweichungen zwischen Ein- und Austritt auf. Die
Abweichungen betrugen etwa 35 %. Die wesentliche Ursache dafür wurde in
der nicht erfüllten Massenbilanz, vor allem in dem vermutlich überschätzten
Volumenstrom des Abgases, vermutet. Ein verringerter Volumen- und Massenstrom
würde jedoch zu einer deutlichen Abweichung in der Kohlenstoffbilanz führen.
Auch hier sollte sich eine detaillierte Analyse in einem nachfolgenden Projekt
anschließen.
In der Simulation ergaben sich naturgemäß geringe
Abweichungen, die im Wesentlichen durch Begrenzung der Genauigkeit der
einzelnen Werte bedingt war.
Die Energieströme am Ein- und Austritt der Gesamtanlage sind
in Tabelle 5‑5 dargestellt. Sie bildeten die Voraussetzung für die
Ermittlung der Wirkungsgrade. Die verbleibende Abweichung bei der Auswertung
der Messwerte entsprach im Wesentlichen den unterschätzten Verlusten der
Anlage.
Tabelle 5‑5: Bilanzierung
Biomassevergasungsanlage (Vergaser und BHKW)
|
Medium
|
Leistung (kW)
|
|
Simulationswert
|
Messwert
|
|
Input
|
Holzhackschnitzel
|
134,38
|
134,35
|
|
Vergasungsmittel
|
0,55
|
0,20
|
|
Falschluft (Vergaser)
|
0,02
|
-
|
|
Motorluft
|
1,35
|
0,54
|
|
Falschluft (BHKW)
|
0,28
|
-
|
|
Nachreformer
|
3,0
|
-
|
|
Summe
|
139,58
|
135,09
|
|
Output
|
Strom (netto)
|
29,50
|
29,50
|
|
Nutzwärme
|
71,14
|
71,44
|
|
Reststoff
|
4,26
|
3,29
|
|
Abgas
|
6,82
|
5,77
|
|
Verluste
|
27,8
|
10,76
|
|
Summe
|
139,52
|
120,76
|
|
Bilanz
|
Abweichung
|
-0,06
|
-14,33
|
|
Abweichung (%)
|
0,04
|
10,61
|
Im Ergebnis der Simulation ergaben sich genauere
Informationen über die Verluste der Gesamtanlage und die Leistung des
Nachreformers. Die Wärmeverluste der Produktgasstrecke betrugen ca. 4 kW,
die Leistung des Nachreformers etwa 3,0 kW. In der Abgasstrecke lag der
Wärmverlust bei ca. 1,0 kW, die Wärmeverluste des BHKW betrugen etwa 20 kW.
Weiterhin zeigte sich, wie bereits in der Auswertung des
Versuches, dass der Wärmestrom, der über den Wärmeübertrager WT6 vom Produktgas
zum Kühlkreis übertragen wurde, sehr gering war. Er lag bei ca. 0,1 kW
gegenüber 7,9 kW für WT5-1 und 2,9 kW für
WT5-2.
Diese Informationen bieten Ansätze für die Analyse des
Optimierungspotenzials der Anlage.
Die Bilanzkennzahlen, die sich aus den Ergebnissen der
Simulation ergaben, sind in Tabelle 5‑6 den aus den Messwerten
berechneten Werten gegenübergestellt.
Tabelle 5‑6: Bilanzkennzahlen der
Biomassevergasungsanlage
|
Bilanzkenngröße
(%)
|
berechnet aus
|
|
Simulationswert
|
Messwert
|
|
Kaltgaswirkungsgrad
|
87,63
|
99,82
|
|
Elektrischer Wirkungsgrad BHKW (brutto)
|
23,02
|
23,07
|
|
Elektrischer Wirkungsgrad BHKW (netto)
|
21,95
|
22,95
|
|
Thermischer Wirkungsgrad BHKW
|
44,79
|
44,88
|
|
Relativer Nutzwärmegewinn (Gesamtanlage)
|
52,94
|
53,17
|
|
Elektrischer Wirkungsgrad Gesamtanlage (brutto)
|
23,02
|
23,03
|
|
Elektrischer Wirkungsgrad Gesamtanlage (netto)
|
21,95
|
21,96
|
|
Brennstoffausnutzungsgrad
|
74,89
|
75,13
|
Die einzige wesentliche Abweichung ist der berechnete
Kaltwirkungsgrad. Hier wurde der aus den Messwerten ermittelte Wert infolge der
Unsicherheit der Volumenstrommessung und der Bestimmung der Gaszusammensetzung
deutlich überschätzt.
Im Rahmen des aktuellen Projektes lag der Schwerpunkt der
Simulation mit Ebsilon®Professional auf der Erstellung eines funktionsfähigen
Modells und auf der Überprüfung der Messdaten mittels Nachbildung eines
stationären Versuchszustandes.
Für die Auswertung wurde der Versuch vom 03.07.2014
ausgewählt. Es wurden die Eingangsparameter der Anlage vorgegeben. Die
Anpassung des Modells an die Messwerte erfolgte im Wesentlichen über gemessene
Gaszusammensetzungen und Temperaturen.
Im Ergebnis der Simulation konnten Erkenntnisse über mögliche
Falschluftmengen und Verluste gewonnen werden. Der Vergleich zwischen
Simulationsergebnissen und Messwerten für Produktgas und Abgas wies auf
Messwerte mit erhöhter Unsicherheit hin, die im Folgenden weiter zu untersuchen
sind. Das betraf vor allem Abweichungen in Volumenströmen und
Gaszusammensetzungen.
Die nachfolgende Bilanzierung von Massen-, Stoff- und
Energieströmen im Vergleich zur Auswertung der Messwerte ergab weitere
Informationen über zusätzlichen Analysebedarf der Messwerte.
Die Abschätzung der Anlagenverluste und die Wärmeströme über
die einzelnen Wärmeübertrager der Produktgasstrecke bieten einen Ansatz für die
Optimierung der Anlage.
In einem nachfolgenden Projekt sollte die Nutzung des
Modells für Parametervariationen und Analyse der Einflussfaktoren auf die
Effektivität der Anlage genutzt werden. Hierbei ist auch die Erstellung eines
Vergasermoduls für den vorliegenden Typ von Vergasern denkbar.
Die Simulation des thermochemischen Partikelverhaltens
erfolgte unter mehreren Gesichtspunkten. So lag die Spannbreite der
Modellierung zwischen einer möglichst detailgetreuen Nachbildung mit Hilfe von
Computational Fluid Dynamics (CFD) bis zur stark vereinfachten Modellierung
durch Formeln innerhalb eines Arbeitsblattes für ein
Tabellenkalkulationsprogramm.
Für die Simulation eines beliebigen Objektes mit CFD war ein
schrittweises Vorgehen vom Modell über die Vernetzung bis zur numerischen Lösung
erforderlich. Während die Arbeit mit CFD-Modellen für Flüssigkeits- und
Gasströmungen generell Stand der Technik ist, sind bei dem Versuch der
Anwendung der Codes auf die hier vorliegenden zweiphasigen Reaktionszonen
umfangreiche Schwierigkeiten zu erwarten. Dieser Weg musste aber eingeschlagen
und im Projektrahmen so weit wie möglich verfolgt werden, um die erwähnten
Schwierigkeiten genau qualifizieren und quantifizieren zu können.
Als CFD-Software wurde ANSYS Workbench ausgewählt, da diese
eine übliche Umgebung für die Erstellung von CFD-Simulationen ist. Für die
Schaffung eines Rechenmodells für den Biomassevergasungsprozess wurden zunächst
die Anlagenteile in ein kompatibles 3D-Modell umgewandelt. Durch die
Zusammenarbeit mit dem Hersteller der Holzvergasungsanlage lagen einzelne
Bauteile bereits als CAD-Dateien vor, die in den ANSYS DesignModeler (ANSYS Inc., 2014) importiert werden konnten. Nach dem erfolgreichen Import war es
notwendig, Fehlstellen im 3D-Modell auszubessern. Diese Fehlstellen entstanden
beispielsweise durch Teile, für die keine CAD-Daten vorlagen oder die durch
nachgelagerte Produktionsschritte entstehen, wie z.B. Schweißnähte. Die
erforderliche Vernetzung des Modells wurde durch den integrierten „Meshing“-Editor
realisiert. Dieses Gitter ist die Grundlage für das Rechenmodell, welches mit
einem numerischen Lösungsverfahren simuliert wird. An den Knotenpunkten des
Gitters werden dann die hinterlegten strömungsmechanischen und chemischen
Gleichungen gelöst.
Auf Grundlage des Reformers wurde ein Komplexmodell des
Biomassevergasers erstellt, welches 1.624.067 Zellen umfasst. Aus der Vielzahl
an Zellen ergibt sich ein hoher Detailierungsgrad und gleichzeitig – auch bei
leistungsfähiger Rechentechnik – ein hoher Berechnungsaufwand. Deshalb war die
Wahl von vereinfachten Randbedingungen, Modellen und Näherungsverfahren
entscheidend (vgl. Kapitel 5.2.2).
Die typischen Arbeitsschritte bei der CFD-Modellierung sind
auch hier zu absolvieren. Bei der Auswertung der untersuchten Modelle zeigte
sich, dass es auf Grund der hohen Zellenzahl und Rechenzeit schwierig ist, im
Modell enthaltene Fehler zu erkennen und zu beheben. Dies ergab neben den hohen
Rechenaufwand einen deutlich erhöhten Bearbeitungsaufwand, was dazu geführt
hat, dass nicht alle geplanten Ziele erreicht werden konnten. Dies wurde
dadurch behoben, dass durch andere wissenschaftliche Arbeiten, wie z.B. (Schneider, 2003) für den Umsatz von Holzhackschnitzeln in Holzgas, fehlendes Wissen
eingeholt werden konnte und ein vereinfachtes Modell herangezogen wurde (vgl.
Kapitel 5.2.2). Die Kondensation von Gasbestandteilen an Rohrleitungen wurde
nicht näher betrachtet, da keine Messdaten für langkettige kondensierende
Gasbestandteile vorlagen, die als Inputparameter für eine numerische Simulation
notwendig gewesen wären. Außerdem war die Problematik der Kondensation keine
Schwachstelle beim Betrieb der Biomassevergasungsanlage, was zu Projektbeginn
anders erwartet wurde. Zusätzlich wurde zur Mitte der Projektlaufzeit ein Worksheet
zur Bilanzierung und Prognose des Wassergehalts im Produktgas erarbeitet.
Zielstellung der verschiedenen Reaktionsmodelle ist es, die
numerische Lösung von strömungsmechanischen, thermodynamischen und chemischen
Parametern zu vereinfachen, so dass beispielsweise die Wirkung von
Konstruktionsänderungen auf den Prozess rechnergestützt einfacher vorhergesagt
werden kann. Für jeden Untersuchungsfall muss dabei eine Reihe von
Randbedingungen gesetzt werden, um die Ausgangsvariablen zu bestimmen, die
wiederum für die Berechnung des Betrags des zu untersuchenden Parameters in
jeder Zelle des vernetzten Modells notwendig sind.
Ausgehend von den Betriebserfahrungen wurden für den
Biomassevergaser folgende Modelle gewählt:
·
Reibungsmodell: Um ein ungefähres Maß für den Druckverlust zu
erhalten, wurde ein skalierbares Wandreibungsmodell ausgewählt. Für die
Betrachtung von Kondensation wäre ein detaillierteres Modell notwendig.
·
Thermodynamisches Modell: Da es bei der Vergasung zu einer
signifikanten Freisetzung von Wärme und -strahlung kommt, muss diese durch das
thermische Modell berücksichtigt werden.
·
Chemisches Modell: Um einen Umsatz der Biomassemoleküle in die
Produktgaskomponenten zu betrachten, ist für jedes Element und jede chemische
Verbindung eine Reaktionsgleichung notwendig. Dementsprechend ergeben sich
mindestens 4 Reaktionsgleichungen für die Hauptkomponenten des Produktgases (C,
H, O, N).
Die sich aus den Modellen
(Gleichungssysteme) und der Zellenzahl ergebende Rechenzeit ist hoch. Bei einer
alleinigen Betrachtung der Strömungen im Reformer (ohne thermodynamisches und
chemisches Modell) war in einem vereinfachten Geometriemodell die Lösung nicht
vollständig konvergiert. Erst durch eine weitere Vereinfachung zu einem
symmetrischen Zylindersegment konnte auch in Verbindung mit einem thermischen
Modell (Bach, 2014) eine praktikable Rechenzeit erzielt werden.
Die unvollständigen Ergebnisse bei der Darstellung eines
komplexen Biomassevergasungsprozess, sind mit dem hohen zeitlichen Aufwand
einer numerischen Betrachtung des Prozesses erklärbar. Um die Grundlage für
eine detailliertere Betrachtung zu schaffen, muss der Aufbau einer
funktionstüchtigen Modellgrundstruktur vorangetrieben werden. Dies ist bei
Verwendung von lizenzierter Software im Regelfall mit einem hohen personellen,
zeitlichen und finanziellen Aufwand verbunden. Im Hinblick auf eine
Weiterverwendung von Ergebnissen und Modifizierung der Ausgangsparameter für
detailliertere Parameterstudien bieten sich aus jetziger Sicht freie
Simulationsprogramme, wie OpenFoam®,
eher an. Da durch die wegfallenden Lizenzgebühren so bei gleichbleibendem
personellem und zeitlichem Aufwand ein kontinuierliches Knowhow erarbeitet
werden kann.
Durch die erfolgte Nutzung von kommerzieller Software,
konnte andererseits durch die grafische Nutzeroberfläche und den Support
hinreichend schnell auf mögliche Probleme in der Arbeit mit CFD reagiert
werden. Auch bei abgeleiteten Aufgaben, wie der Geometrieerstellung,
-bearbeitung und -vernetzung, sollte in Zukunft aus den genannten Gründen bei
Forschungszwecken kostenneutral einsetzbare lizenzierte Software oder
linzenzfreie Software verwendet werden.
Als Datengrundlage für eine Modellierung der
thermochemischen Vergasung boten sich sowohl theoretische Annahmen als auch
Messwerte an. Aus dem praxisorientierten Ansatz des Projektes „Thermochemisches
Versuchsfeld“ wurde die Nutzung von Messwerten fokussiert. Für deren Nutzung
mussten diese zunächst möglichst umfänglich aufgenommen (vgl. Kapitel 2.3.1.1) und in einem nächsten Schritt auf ihre Richtigkeit geprüft und
gegebenenfalls mit einer Ausgleichsrechnung korrigiert werden (vgl. Kapitel 3.3). Auf Grund von verschiedenen Modellen müssen zum Teil Korrekturfaktoren für die
Eingangsparameter zur Modellierung ermittelt werden. Eine repräsentative
Datensammlung, die als Grundlage für die Modellierung und der Korrekturfaktoren
dient, konnte erst gegen Ende der Projektlaufzeit geschaffen werden. Deshalb
konnte zunächst nur der theoretische Ansatz verfolgt werden.
Für die Umsetzung des theoretischen Ansatzes wurde die
Software Chemcad Steady State (Chemstations Europe GmbH, 2014)
genutzt. Als Ausgangspunkt für die Untersuchung wurden fünf Ausgangsfälle mit
verschiedenen Zusammensetzungen eines Inputgases verwendet. Dieses Gas bestand
zu verschiedenen Anteilen aus Kohlenstoff, Kohlenstoffmonoxid,
Kohlenstoffdioxid, Wasserstoff, Methan, Benzol und Wasser und die bei
verschiedenen Luftverhältnissen in einem Behälter reagieren. Schwerpunkt der
Analyse ist dabei die Bildung von Benzol, da für dessen Emission Grenzwerte
vorliegen und aus Messfahrten die Erfahrung besteht, dass Benzol-Emissionen
diese in kurzen Zeiträumen überschreiten können. Durch das
Kohlenstoff-Wasserstoff-Verhältnis von 1:1 ist Benzol (C6H6)
im Rahmen dieser Untersuchung der einzige Stoff, der als langkettige Verbindung
betrachtet werden kann. Aus den Untersuchungen zeigte sich, dass sich in
Abhängigkeit der verschiedenen Reaktionstemperaturen und des Ausgangsgemisches
verschiedene Gleichgewichtzustände einstellen. Dies ist im Gesamtüberblick in Abbildung 5‑2 und detailliert für einen Fall in Abbildung
5‑3 zu erkennen.
Für die Abbildung 5‑2 wurde die Reaktionstemperatur
für die fünf verschiedenen Zusammensetzungen der Ausgangsstoffe variiert. Die
Reaktionstemperaturen wurde kontinuierlich zwischen 400 °C und
1100 °C in 100 K-Schritten festgelegt.
·
Fall 1 bis 8: Holz, Wassergehalt = 20 %, Luftverhältnis =
0,368
·
Fall 9 bis 16: Holz, Wassergehalt = 11 %, Luftverhältnis =
0,368
·
Fall 17 bis 24: Holz, Wassergehalt = 20 %, Luftverhältnis =
0,24
·
Fall 25 bis 32: Holz, Wassergehalt = 20 %, Luftverhältnis =
0,24
·
Fall 33 bis 40: Holz, Wassergehalt = 15 %, Luftverhältnis =
0,24
Aus den Ergebnissen geht hervor,
dass mit steigender Reaktionstemperatur der Anteil von Kohlenstoffmonoxid am
Produktgas zunimmt. Gleichzeitig sinkt sowohl der Anteil von elementarem
Kohlenstoff und Kohlenstoffdioxid. Diese Entwicklung hängt damit zusammen, dass
durch die zusätzliche thermische Energie die Rückreaktion von CO2 zu
CO stärker wird. Der Zusammenhang zwischen einem steigenden Wasserstoffgehalt
im Produktgas und einem sinkenden Wassergehalt kann durch die Einbindung der
Sauerstoffatome aus dem Wasser durch die Reaktion von Kohlenstoff zu
Kohlenstoffmonoxid erklärt werden.
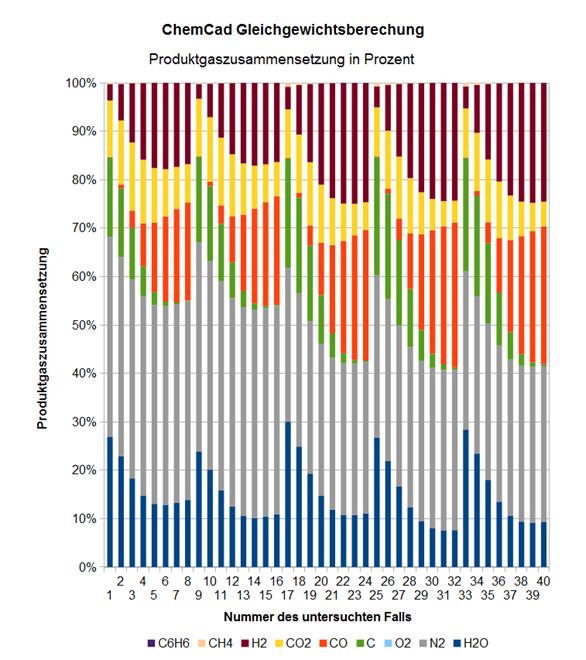
Abbildung
5‑2: Auswirkungen einer Variation der Reaktionstemperatur auf die
Zusammensetzung des Produktgases
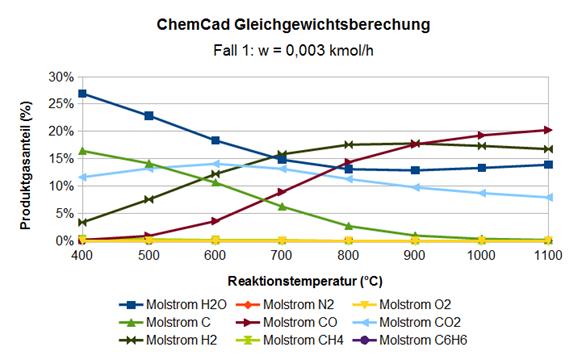
Abbildung 5‑3: Produktgaszusammensetzung
in Abhängigkeit von der Reaktionstemperatur zwischen 400 °C und
1100 °C
Der Verlauf einzelner Produktgasanteile über die
Reaktionstemperatur deckt sich wie oben erläutert zum größten Teil mit den
Erwartungen, so z.B. der konstante Stickstoffanteil. Dieser ist nicht in Abbildung 5‑3 dargestellt, da dieser konstant 41 % beträgt. Ebenfalls
plausibel ist das gegenläufige Verhalten von Methan CH4 und
Wasserstoff H2. Die Emission von Benzol konnte durch die
Modellierung nicht nachgebildet werden. In der Modellierung ist
Produktgasanteil von Benzol in jedem Fall unter 0,001 % und damit um zwei
Größenordnungen niedriger als in der Praxis. Das weist darauf hin, dass
Modellierungsergebnisse immer kritisch betrachtet werden sollten, da sie zum
einen aus numerischen Vorgaben bestehen und zum anderen durch die
Randbedingungen stark beeinflusst werden können. Ein Beispiel dafür ist, dass
im Modellierungsfall die Ausgangsstoffe als Gas vorliegen, in der Praxis der
Ausgangsstoff feste Biomasse von verschiedener Qualität und Brennstoffgüte ist.
Des Weiteren laufen im Modell nur Gas-Gas-Reaktionen ab, Feststoff- oder
Flüssig-Gas-Reaktionen wurden vorerst nicht in das Modell implementiert. Der
Einfluss durch die Betrachtung als Feststoffen oder Flüssigkeiten sollte
deshalb in einem Nachfolgeprojekt genauer untersucht werden.
Die Auswertung zeigt, dass die Modellierungssoftware
grundsätzlich geeignet ist, um komplexe Abläufe vereinfacht darzustellen. Aus
den positiven Erfahrungen wird ein Einsatz der Software im Rahmen der Lehre an
der Hochschule geprüft. Dazu bieten sich die Vorlesung „Energie aus Biomasse“
im Studiengang Energie- und Umwelttechnik an der HSZG oder zusätzliche Praktika
und Studienarbeiten an. Durch einen Erfahrungsaustausch mit anderen Hochschulen
und Universitäten (siehe Kapitel 8) wurden bereits verschiedene Aufgabenstellungen
an Studierende verschiedener Fachrichtungen vergeben.
Mittelfristig sollte im Hinblick auf eine automatisierte
Auswertung der Einsatz von freier Modellierungssoftware, z.B. Cantera (Cantera Developers, 2014), für chemische Reaktionen im Rahmen von
Forschungsprojekten weiterverfolgt werden, da bei gleichem Funktionsumfang der
Export von Daten in eine Matlab- oder Octave-Umgebung vereinfach möglich ist.
Für den Einsatz in der Lehre ist auf Grund der vergleichsweise niedrigen
Lizenzkosten und der grafischen Oberfläche Chemcad zu bevorzugen.
Bei der experimentellen Untersuchung von Wärmespeichern
stand in erster Linie die Berechnung bekannter Speicherkenndaten wie die
Speicherkapazität und -dichte sowie Lade- und Entladezeiten aus den gewonnenen
Messdaten im Vordergrund. Bei der Simulation hingegen wurden punktuell
instationäre Wärmetransportvorgänge im Inneren des Speichers über einen
festgelegten Zeitraum thermodynamisch abgebildet, sodass sich als Ergebnis
Aussagen über zeitabhängige Temperaturverläufe im Speicher treffen ließen.
Durch die sequenzielle Verschaltung segmentierter
Speicherabschnitte konnte, eine symmetrische Anordnung vorausgesetzt, das zu
Beginn einfache Simulationsmodell zum komplexen Gesamtmodell ausgebaut werden.
Das aufgestellte Modell betrachtete einen mit Phase-change
Material (PCM) gefüllten kreisrunden Rohrabschnitt, der mit einem
Wärmeträgermedium umströmt wurde. Für die Berechnung des instationären
Temperaturverlaufes war eine räumliche Diskretisierung der zu betrachtenden
Struktur notwendig. Dazu wurde der zu betrachtende Abschnitt in einzelne kleine
Quader (Zellen) zerlegt. Als Ausgangspunkt wurden für jede Zelle
Materialstoffwerte und Ausgangstemperaturen festgelegt. Die Simulation
berechnete zweidimensional (x,y) den Temperaturverlauf, der sich durch
Wärmeleitung und Wärmeübergang innerhalb der Zellstruktur einstellte. In Abbildung 5‑4 ist beispielhaft ein Raster von Zellen dargestellt.
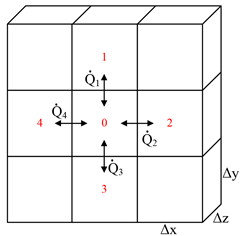
Abbildung 5‑4: Zellenraster mit Volumensegmenten und Wärmeströmen
Anhand der roten Zellennummerierung in Abbildung
5‑4 wird die Temperaturermittlung der mittleren Zelle (0) dargestellt. Je
nach Zellentemperatur beeinflussen sich die einzelnen Zellen durch auftretende
Wärmeströme untereinander. Innerhalb der Zellen tritt ausschließlich
Wärmeleitung auf. Der Wärmestrom infolge von Wärmeleitung wird allgemein mit
|

|

|
Wärmestrom (durch Wärmeleitung) in W
|
|

|
Temperaturdifferenz in K
|
|

|
Wärmeleitwiderstand in K/W
|
|
(5- 1)
|
berechnet. Innerhalb der Simulation findet die Berechnung
der Temperaturverläufe zweidimensional statt. Aus diesem Grund muss der
Wärmeleitwiderstand ebenfalls zweidimensional betrachtet werden. Er bezieht
sich auf den Mittelpunkt der betrachteten Zelle und kann nach Abbildung 5‑4 wie folgt berechnet werden.
|
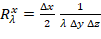 bzw. bzw.
|
(5- 2)
|
|
|
|
|

|
Wärmeleitwiderstand x-Richtung in K/W
|
|

|
Wärmeleitwiderstand y-Richtung in K/W
|
|

|
Wärmeleitwiderstand in K/W
|
|

|
Zellenbreite in m
|
|

|
Zellenhöhe in m
|
|

|
Zellentiefe in m
|
Für die Berechnung des Wärmetransportes zwischen dem
Wärmeträgerfluid und der Rohrwand muss der Wärmeleitwiderstand durch den
Wärmeübergangswiderstand ersetzt werden. Dieser wird zweidimensional wie folgt
berechnet.
|
 bzw.
bzw. 
|
(5- 3)
|
|

|
Wärmeübergangswiderstand x-Richtung in K/W
|
|

|
Wärmeübergangswiderstand y-Richtung in K/W
|
|

|
Wärmeübergangskoeffizient in W/(m² K)
|
Die folgende Formel (5-4) beschreibt den Formalismus für die
Berechnung der Temperatur in Zelle 0 nach einem vollständigen Zeitschritt.
Dieser berücksichtigt die Wärmeleitung der vier benachbarten Zellen, den
vorgegebenen Zeitschritt und die Stoffwerte der betrachteten Zelle. Die
Zeitschritte sind innerhalb der Formel mit dem Index k und die
Zellennummerierung mit 0...4 gekennzeichnet.
|

|
(5-4)
|
|
|
|
|

|
Temperatur der Zelle 0 nach einem
Zeitschritt in K
|
|

|
Zeitschritt in s
|
|

|
Dichte der Zelle 0 in kg/m³
|
|

|
spezifische Wärmekapazität der Zelle 0 in
J/kg K
|
|

|
Temperatur der Zelle 0 vor dem Zeitschritt
in K
|
Innerhalb der Projektlaufzeit wurde eine einfache
rechnergestützte Simulation des beschriebenen Rohrabschnittes mit MS Excel
durchgeführt. Durch die vorhandene Zellenstruktur eignete sich das Programm
hervorragend zur Nachbildung des zu betrachtenden Rohrabschnittes. Das Modell
wurde so aufgebaut, das ein Ausschnitt von 25 x 25 Zellen (entspricht
0,625 cm²) betrachtet wurde (vgl. Abbildung 5‑5). Innerhalb dieses
Rasters wurde nach dem Bresenham-Algorithmus das
kreisrunde Rohrsegment zweidimensional abgebildet.
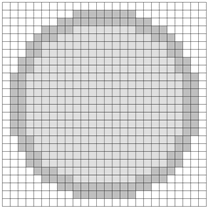
Abbildung 5‑5: Rohrquerschnitt
Simulationsmodell
Für die Simulation wurden für jede einzelne Zelle die
Ausgangstemperaturen und Stoffwerte der Komponenten sowie die Abmessungen
festgelegt (vgl. Tabelle 5‑7). Mit Hilfe dieser Daten konnte für einen
definierten Zeitschritt der Wärmestrom von Zelle zu Zelle berechnet werden.
Tabelle 5‑7: Vorgabewerte Simulation
|
Komponente
|
Stoffwert
|
Wert
|
Einheit
|
|
Wärmeträgerfluid (Wasser)
|
Temperatur
|
90
|
°C
|
|
Druck
|
1
|
bar
|
|
Dichte
|
965,3
|
kg/m³
|
|
Wärmeleitfähigkeit
|
0,673
|
W/(m K)
|
|
spezifische Wärmekapazität
|
4205
|
J/(kg K)
|
|
kinetische Viskosität
|
3,26E-07
|
m²/s
|
|
Geschwindigkeit
|
0,5
|
m/s
|
|
Rohrleitung (Kunststoff)
|
Ausgangstemperatur
|
20
|
°C
|
|
Durchmesser (innen)
|
20
|
mm
|
|
Wandstärke
|
2
|
mm
|
|
Dichte
|
900
|
kg/m³
|
|
Wärmeleitfähigkeit
|
0,200
|
W/(m K)
|
|
spezifische Wärmekapazität
|
1890
|
J/(kg K)
|
|
PCM
(Paraffin)
|
Ausgangstemperatur
|
20
|
°C
|
|
Dichte
|
825
|
kg/m³
|
|
Wärmeleitfähigkeit
|
0,200
|
W/(m K)
|
|
spezifische Wärmekapazität
|
2000
|
J/(kg K)
|
|
|
Zellenmaße (Δx,Δy,Δz)
|
1
|
mm
|
Eine Besonderheit der Simulationsaufgabe war die Abbildung
der sich mit der Temperatur verändernden spezifischen Wärmekapazität des PCM im
Schmelzbereich. Allgemein kann die Erwärmung des PCM (fest-flüssig) in drei
Bereiche untergeteilt werden:
1.
Erwärmung von Umgebungstemperatur auf Schmelztemperatur (sensible
Wärmespeicherung)
2.
Nahezu isothermer Phasenwechsel von fest zu flüssig (latente
Wärmespeicherung)
3.
Überhitzung von Schmelztemperatur auf Endtemperatur (sensible
Wärmespeicherung)
Für die Simulation wurde das PCM auf Paraffinbasis RT70HC der Firma
Rubitherm (Rubitherm GmbH, 2014) verwendet. Für die Berücksichtigung der
spezifischen Wärmekapazität wurde ein Makro implementiert, welches in
Abhängigkeit der vorherrschenden Zellentemperatur, speziell im Schmelzbereich,
die Wärmekapazität (vgl. Abbildung 5‑6) bestimmt.
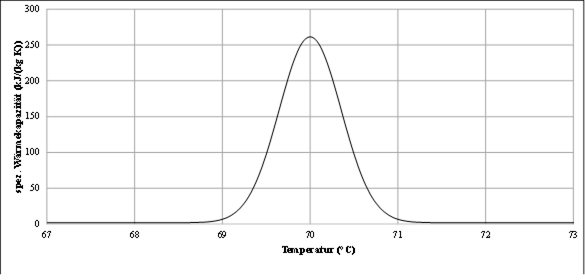
Abbildung 5‑6: spezifische Wärmekapazität
(RT70HC) im Schmelzbereich
Die Auswertung der Simulation erfolgte anhand der erhaltenen
Temperaturverläufe die sich innerhalb des PCM einstellten. Repräsentativ dafür
wurden zwei Zellen als Monitorpunkte festgelegt (vgl. Abbildung
5‑7), für die der Temperaturverlauf in Abbildung
5‑8 grafisch dargestellt wird.
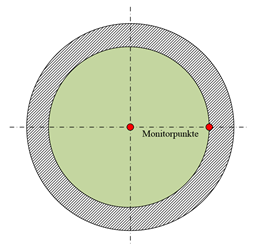
Abbildung 5‑7: Rohrquerschnitt mit
Monitorpunkten
Der Schmelzpunkt des PCM wanderte zeitlich gesehen vom
Wandbereich in den Kern des Rohres. Die Wärmespeicherung galt als
abgeschlossen, sobald die Kerntemperatur des PCM die eingestellte Temperatur
des Wärmeträgermediums nahezu erreichte. Die Kerntemperatur war bei dieser
Simulation der wichtigste Parameter für die zeitliche Einordnung der
angewandten Speichergeometrie. Als Referenz wird die Temperatur des PCM im
Wandbereich ebenfalls in Abbildung 5‑8 dargestellt.
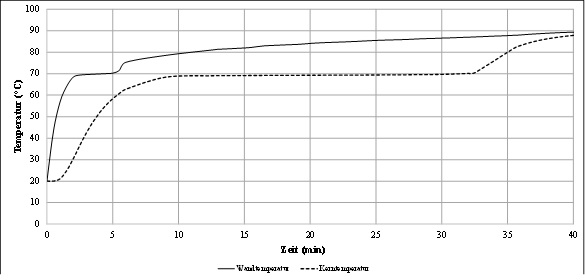
Abbildung 5‑8: PCM-Temperaturverläufe von
Kern- und Wandtemperatur
Das PCM an der Rohrwand erwärmte sich, aufgrund seiner Lage,
deutlich schneller als im Kern des Rohres. Bereits nach zwei Minuten war die
Schmelztemperatur von ca. 70°C erreicht und es erfolgte bei dieser, nahezu
konstant bleibender, Temperatur der Phasenwechsel. Nach fünf Minuten erwärmte
sich das nun flüssige PCM weiter bis auf die gewählte Endtemperatur von etwa 90°C.
Innerhalb des Kerns setzte erst nach zehn Minuten der Phasenwechsel ein, der
nach insgesamt 33 Minuten beendet war. In der restlichen Zeit erfolgte
ebenfalls eine Erwärmung auf die vorgesehene Endtemperatur von ca. 90°C.
Zeitlich gesehen hat das Speichermedium im Wandbereich nach reichlichen
38 Minuten die Endtemperatur erreicht. Im Kern des Rohres war diese Erwärmung
nach knapp 43 Minuten abgeschlossen. Diese Zeitunterschiede wurden durch den
geringen Rohrdurchmesser von 20 mm hervorgerufen.
Mit diesem Simulationstool steht ein Werkzeug zur Verfügung,
das einen instationären Temperaturverlauf innerhalb eines PCM nachbildet und so
die wärmetechnische Auslegung von Latentwärmespeichern ermöglicht. Die mit
Hilfe dieser Simulation berechneten Ergebnisse müssen mit Hilfe von Messwerten
vergleichbarer Speicher validiert werden. Dies bildet den Grundstein für
weitere Simulationen mit diesem Tool.
Es können alle Parameter, die in Tabelle
5‑7 eingetragen sind, für weitere Simulationen variiert werden. Ebenfalls
können nach Anpassung des Modells auch verschiedene Rohrgeometrien in das
Modell implementiert werden.
Eine Erweiterung des Simulationsmodells in Bezug auf die
Erfassung der Wärmeströme von Wärmeträgerfluid an das Rohr könnte eine Aussage
über die Speicherkapazität der betrachteten Geometrie geben. Somit würden neben
den Temperaturen auch die charakteristischen Speicherkenndaten ausgegeben
werden.
Die Idee einer sensorgestützten Brennstoffsortierung ist es,
Fremdstoffe sowie Über- und Unterkorn aus dem Brennstoffstrom mittels
Negativsortierung zu eliminieren (Tabelle 6‑1). Das Prinzip einer
sensorgestützen Sortierung ist in Abbildung 6‑1 dargestellt.
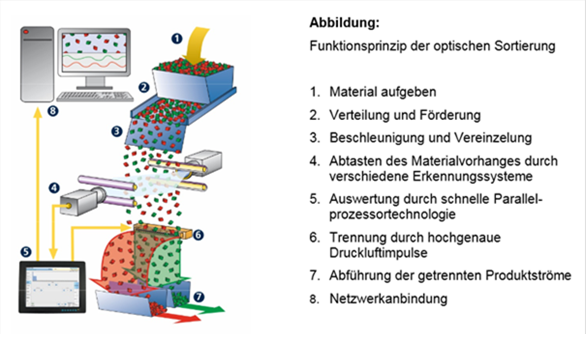
Abbildung
6‑1: Prinzip sensorgestützte Sortierung (Mogensen GmbH & Co. KG,
2014)
Das Material soll aufgegeben und nach Vereinzelung über
verschiedene Erkennungssysteme abgetastet und ausgewertet werden. Innerhalb
weniger Millisekunden sollen die Partikel klassifiziert und durch gezielte
Druckluftimpulse die Störstoffe vom Brennstoffstrom getrennt werden.
Voraussetzungen zum sensorgestützen Sortieren sind:
·
ein eindeutiges Trennmerkmal (Partikelgröße, Farbe, Reflexions-
und Transmissionsvermögen) und
·
die Vereinzelung der Partikel, um Detektion zu ermöglichen.
Tabelle
6‑1: Übersicht Störstoffe im Brennstoffstrom
|
Störstoff
|
mögliche
Trennmerkmale
|
möglicher
Sensor
|
Ausschlusskriterium
|
|
Überkorn
"Spreißel" bis teilweise
50 cm
|
Partikelabmessung
|
VIS (Kamera)
NIR
|
undefinierte Partikelgröße à Luftstoß zur Selektion schwer
einstellbar (Schwerpunktbestimmung)
|
|
Unterkorn
Anteil
<3…4 mm
Variiert stark
|
Partikelabmessung
|
VIS (Kamera)
NIR
|
undefinierte Partikelgröße à Luftstoß zur Selektion schwer
einstellbar (Schwerpunktbestimmung)
|
|
Fremdkörper
(Steine,
Erde, Stricke,
Schrauben, Nägel)
|
Farbe, Form, Oberflächeneigenschaften
|
VIS (Kamera)
NIR
|
Bandbreite (Nägel,
Steine, diverse Kunststoffe)à
Trennmerkmalsüber-
Schneidung mit
Brennstoff möglich
|
Es ist möglich den Brennstoffstrom hinsichtlich Fremdbestandteile
mittels NIR-Sensoren zu sortieren. In der Praxis wird dies meist für die
Sortierung von Ersatzbrennstoffen eingesetzt, zum Beispiel der UniSortPX der
Firma RTT Systemtechnik Zittau GmbH.
Da Biomassen ein inhomogener Stoff ist, ist die Definition
eines Trennmerkmals schwierig. Die NIR-Spektren können sich ggf. mit denen der
Störstoffe überlagern, z.B. können Holz und Störstoff die gleiche Farbe
aufweisen. Im Rahmen des Projektes wurde eine detaillierte Störstoffbetrachtung
durchgeführt und nach technischen Lösungen gesucht, welche im wirtschaftlichen
Rahmen der Betreiberzielgruppe umsetzbar sind. Es können noch eine Vielzahl
weiterer Brennstoffparameter identifiziert werden, jedoch lassen sich diese
nicht beeinflussen bzw. sind typisch für den Brennstoff Holz. Aus diesem Grund
beschränkt sich die Analyse auf die in Tabelle 6‑1 genannten Parameter.
Die Qualitätsanforderungen
hinsichtlich der Partikelgröße werden vom Anlagenhersteller mit
"G30-G40" sowie mit einem Feinanteil von maximal 30 Ma.-%
bezogen auf den Anteil Partikel kleiner 3…4 mm angegeben (Spanner Re² GmbH, 2014).
Zu grobe Hackschnitzel führen in der Regel zu Verstopfungen
an der Hackgutförderung. Diese so genannte Brückenbildung mit anschließender
Materialverdichtung führt zu Anlagenausfällen bis hin zu zerstörten
Fördereinrichtungen (Abbildung 6‑2). Grobes Hackgut im Vergasungsprozess
selbst wirkte sich bis dato nicht negativ auf das Prozessverhalten aus.
Abbildung 6‑2: Defekte Ausförderschnecke
durch verdichtete Holzhackschnitzel
Die in der Versuchsanlage eingesetzte Hackschnitzelwaage
reagiert ebenfalls empfindlich auf die Partikelgröße. Die ursprüngliche
Konstruktion mit einem rechteckigen Auswurftrichter führte bei gröberem Hackgut
regelmäßig zu Verblockungen (Abbildung 6‑3).
Abbildung 6‑3: Verblockung
Hackschnitzelwaage, rechteckiger Auswurftrichter
Die Konstruktion des rechteckigen Auswurftrichters (quadratischer
Querschnitt, Kantenlänge 13 cm) wurde gegen einen kegligen Auswurftrichter
getauscht. Die engste Stelle des kegligen Trichters weißt einen Durchmesser von
20 cm auf (Abbildung 6‑4).
Abbildung 6‑4: Holzhackschnitzelwaage mit
kegligem Auswurftrichter
Probleme aufgrund von Brückenbildung im Kratzkettenförderer
(Zuführung nasse Holzhackschnitzel in den Trockner) sind in Abbildung
6‑5 dargestellt.

Abbildung 6‑5: Brückenbildung Kratzkettenförderer
Deutlich zu erkennen ist eine geschlossene Decke aus
Holzhackschnitzeln, während der Kratzkettenförderer leer läuft und kein Hackgut
mehr in den Trockner befördert. Die Brückenbildung bei Hackschnitzeln ist nicht
nur abhängig von der Partikelgröße sondern auch vom Wassergehalt.
Ein zu hoher Feinanteil des Hackgutes führt im Vergaser
selbst zu Problemen. Anhaftungen an der Wandinnenseite werden durch feine
Partikel begünstigt. Des Weiteren steigt der Anteil an Staub im Produktgas. Die
Gasströmung im Vergasungsprozess kann kleine Partikel leicht mitreißen. Dies
führt zu erhöhten Abreinigungsintervallen in der Produktgasentstaubung.
Diese Klassifizierung beruht auf der ÖNORM M 7133 (ÖNORM
M 7133, 1998) (vgl. Tabelle 6‑2), die allerdings 2013 zurückgezogen
wurde. Aktuell gültig ist die DIN EN 14961-4 (DIN EN 14961-4, 2010). Diese Norm
enthält allerdings keinen adäquaten Ersatz für die Hackschnitzelklasse G30. Die
ÖNORM M 7133 findet daher weiter Anwendung. Wie in Tabelle
6‑2 ersichtlich ist, gibt es keine Größenklasse G40. Es haben sich also
parallel zur Norm Größenklassen entwickelt, die in der Praxis zwar Verwendung
finden, die aber auf keiner normativen Grundlage beruhen. Dies macht es
schwierig, bereits beim Einkauf der Hackschnitzel geeignetes Material zu
beschaffen. Des Weiteren ist eine hinreichende Qualitätskontrolle für Käufer
und Verkäufer nur schwer zu realisieren.
Tabelle
6‑2: Klassifizierung von Hackgut nach (ÖNORM
M 7133, 1998)
|
Wassergehalt
|
|
Holzhackgut
W 20: Wassergehalt w ≤ 20% (lufttrockenes Holzhackgut)
Holzhackgut
W 30: Wassergehalt 20% < w ≤ 30% (lagerbeständiges Holzhackgut)
Holzhackgut
W 35: Wassergehalt 30% < w ≤ 35% (beschränkt lagerbeständiges
Holzhackgut
Holzhackgut
W 40: Wassergehalt 35% < w ≤ 40% (feuchtes Holzhackgut)
Holzhackgut
W 50: Wassergehalt 40% < w ≤ 50% (erntefrisches Holzhackgut)
|
|
Korngrößenverteilung
|
|
Hackgut
Größenklasse
|
|
Gesamtmasse
100%
|
G 30
fein
|
G 50
mittel
|
G 100
grob
|
|
Grobanteil
max. 20%
|
Querschnitt
max. [cm²]
Länge max.
[cm]
Grobsieb-Nenn-Maschenweite
[mm]
|
3
8,5
16
|
5
12
31,5
|
10
25
63
|
|
Hauptanteil
60 bis 100%
|
Mittelsieb-Nenn-Maschenweite
[mm]
|
2,8
|
5,6
|
11,2
|
|
Feinanteil
max. 20% (inkl. Feinstanteil = Durchgang durch 1 mm-Sieb von max. 4%)
|
Feinsieb-Nenn-Maschenweite
[mm]
|
1
|
1
|
1
|
|
Schüttdichte wasserfrei
|
|
S 160
(geringe Schüttdichte): Holzhackgut mit einer Schüttdichte bis 160 kg/m³,
z.B. Fichte, Tanne, Pappel, Weide
|
S 200
(mittlere Schüttdichte): Holzhackgut mit einer Schüttdichte über 160 bis 200
kg/m³, z.B. Kiefer, Birke, Erle
|
S 250 (hohe Schüttdichte): Holzhackgut mit einer
Schüttdichte über 200 kg/m³, z.B. Buche, Eiche, Robinie
|
|
Aschegehalt wasserfrei
|
|
Holzhackgut
mit geringem Rindenanteil: Holzhackgut mit Aschegehalt a ≤ 0,5%
( A 0,5)
|
Holzhackgut mit erhöhtem Rindenanteil: Holzhackgut
mit Aschegehalt 0,5% < a ≤ 2%
( A 2)
|
|
Anteil an
Fremdstoffen
|
|
Grobe Verunreinigungen wie Steine, Metallteile und
sonst. Fremdkörper, sowie die Zugabe von brennbaren Fremdstoffen, wie z.B.
Schleifstaub, sind unzulässig. Holz und/oder Rinde, welche(s) mit
Holzschutzmitteln behandelt wurde, und beschichtetes Holz dürfen nicht
beigemengt sein.
|
|
|
|
|
|
|
|
|
Zur Kontrolle der Hackgutqualität können Siebanalysen
durchgeführt werden. In Abbildung 6‑6 ist das Ergebnis einer Siebanalyse
von Hackgut G30 aufgeführt. Durch diese Methode kann für kleine Proben die
Hackgutqualität bestimmt und protokolliert werden. Für den Betrieb einer
Vergasungsanlage bedarf es allerdings einer Technik, die sowohl Überkorn als
auch den Feinanteil aushalten kann. Auch hierfür können Siebe eingesetzt
werden. Die Siebung von Feinkorn erfolgt dabei direkt in der Zuführschnecke zum
Doppelschleusensystem des Vergasers. Grund hierfür ist, dass durch den
Transport der getrockneten Hackschnitzel zusätzlich ein abriebbedingter
Feinanteil entsteht und somit eine Siebung kurz vor der Vergasung sinnvoll
erscheint. Die Siebung erfolgt mit einem in den Schneckenboden eingeschweißten
Sieb mit trichterförmigem Auswurf. Der Feinanteil wird über einen Schlauch z.B.
in ein Big-Bag befördert (Abbildung 6‑7).

Abbildung 6‑6: Siebanalyseergebnisse
Hackgut G30

Abbildung 6‑7: Feinanteilabsiebung
Problematischer ist die Abscheidung von zu großen Partikeln
wie in Abbildung 6‑8 ersichtlich.

Abbildung 6‑8: Grobkorn in Hackschnitzeln
Die Länge der einzelnen Partikel kann teilweise 50 cm
erreichen. Hier ist es sinnvoll eine Siebung möglichst am Prozessbeginn
einzubinden. Gerade diese Überlängen bewirken Verblockungen in nachfolgenden
Anlagenteilen. Eine geeignete Siebung muss auf die Brennstofflogistik
abgestimmt werden. Werden die Hackschnitzel mit einem Förderband bewegt, bietet
sich ein schräges Sieb am Ende des Förderbandes an. Zu grobes Hackgut rutscht
dabei am Sieb ab und wird geeignet aufgefangen. Das Sieb kann mit einer recht großen
Maschenweite gewählt werden, da Partikel, deren Form eher dem eines Quaders
oder Würfels ähneln, auch bei größeren Abmessungen tendenziell weniger Probleme
bereiten als die in Abbildung 6‑8 dargestellten langen Partikel.
Seitens des Anlagenherstellers werden keine Anforderungen
gestellt. Es wird davon ausgegangen, dass sich keine Störstoffe im Brennstoff
befinden. Störstoffe sind z.B. Steine, Metallteile, losgelöste
Anlagenbestandteile (teils durch Verschleiß bedingt), Stricke und andere
Abfälle. Diese Störstoffe werden bei der Holzlogistik gemeinsam mit dem
Brennstoff eingebracht. In den Wald geworfene Abfälle können beim Aufladen des
Holzes durchaus in den Brennstoff geraten. Auch beim Umladen an Umschlagplätzen
können z.B. Steine oder Schrauben/Nägel durch einen Radlader in die
Holzhackschnitzel mit eingebracht werden. Die durch den Versuchsbetrieb
bedingte Anlieferung der Holzhackschnitzel in Big Bags verursacht ebenfalls
Rückstände (Stricke, abgerissenes Gewebe) im Holz. Selbst ein Schuh konnte
schon im Brennstoff gefunden werden.
Fremdkörper können in allen Anlagenteilen zu Problemen
führen. Mechanik kann verklemmen oder es wird die Brückenbildung von
Hackschnitzeln provoziert. Insbesondere empfindliche Anlagenteile, wie der
Drehrost im Vergaser selbst, sollten möglichst nicht durch Schrauben oder Nägel
blockiert werden.
Beispiele für Fremdkörper sind in Abbildung
6‑9 und Abbildung 6‑10 dargestellt.

Abbildung
6‑9: Kunststoffabrieb aus dem Kratzkettenförderer

Abbildung
6‑10: Gewebereste eines Big Bag
Der Fremdkörperanteil lässt sich nicht bestimmen. In der
Regel handelt es sich um einzelne Fremdkörper und keine permanente
Verunreinigung.
Der Anteil an Fremdkörpern wie Steinen kann z.B. verringert
werden, wenn befestigte (Asphalt oder Beton) Umschlagplätze für den Brennstoff
zur Verfügung stehen. Fremdkörper aus Metall können größtenteils durch einen
Magnetabscheider entfernt werden. Dieser befindet sich in Form von starken
Permanentmagneten an der Schleusenklappe des Holzvergasers. Dort bleiben nicht
nur Schrauben und Nägel hängen, sondern auch der Metallabrieb der Schnecken und
Kratzketten. Dieser feine Metallstaub, welcher sich dann ansammelt, muss
regelmäßig entfernt werden. Große Störstoffe können ggf. zusammen mit den
übergroßen Hackschnitzeln ausgesiebt werden. Kleinere Kunststoffteile, die es
bis in den Vergaser schaffen werden mit vergast und beeinflussen den Prozess
nicht negativ, wenn es sich dabei um sporadisch auftretende Ereignisse handelt.
Kritisch sind alle nicht magnetischen Metallteile. Aufgrund der hohen
Temperaturen im Vergasungsprozess ist gerade der Rostbereich mechanisch kaum
noch belastbar. Verkantet sich ein Metallteil im Rost, kann es zum Abscheren
der Rostwelle kommen. In Abbildung 6‑11 ist eine abgescherte Rostwelle
dargestellt.

Abbildung
6‑11: abgescherte Rostwelle
Deutlich zu erkennen ist die um einige Umdrehungen
spiralförmig deformierte Rostwelle. Aufgrund der hohen Temperaturen lässt sich
der Stahl gut verformen bis er schließlich abschert. Ein solcher Schaden führt
zum Totalausfall der Anlage und einer aufwändigen Reparatur.
Eine Abscheidung von Verunreinigungen auf Grund des
Dichteunterschiedes (Dichte Holz von ca. 0,8 g/cm³ ist deutlich geringer
als beispielsweise die Dichte von metallischen Gegenständen, 7,8 g/cm³)
könnte für Metalle und Steine interessant sein. Problematisch ist hier jedoch
die große Vielfalt an Geometrien, insbesondere der der Hackschnitzel. Dadurch
bedingt variiert die Gesamtmasse des Partikels (ob Hackschnitzel oder Stein
spielt dabei kaum mehr eine Rolle) stark. Die Schwerkraftabscheidung nutzt die
Schwerkraft des Partikels und nicht dessen Dichte. Die Dichteunterschiede sind
zwar beträchtlich, nicht aber die Massenunterschiede der tatsächlichen
Partikel, so dass die Unterschiede der Sinkgeschwindigkeiten von
Holzhackschnitzeln und Fremdkörpern für eine Schwerkraftabscheidung nicht
ausreichen.
Die Steuerung der Peripherie für den sicheren Betrieb der
Versuchsanlagen wird durch eine komplexe Gebäudeleittechnik realisiert. Anhand
von programmierbaren Bausteinen werden alle Pumpen, Stellventile,
Lüftungsgeräte und zugehörige Komponenten geregelt. Die dafür notwendigen
Messgrößen ermittelt die GLT unabhängig von der zusätzlich installierten
Messtechnik. Das System ist unabhängig vom Versuchsbetrieb und gewährleistet
auch für zukünftige Aufgaben eine maximale Flexibilität.
Die unterschiedlichen Anlagenkomponenten bedingen einer
stetigen Wärmezufuhr bzw. Wärmeabfuhr. Das sich daraus ergebende System ist in Abbildung 7‑1 und Abbildung 7‑2 dargestellt.
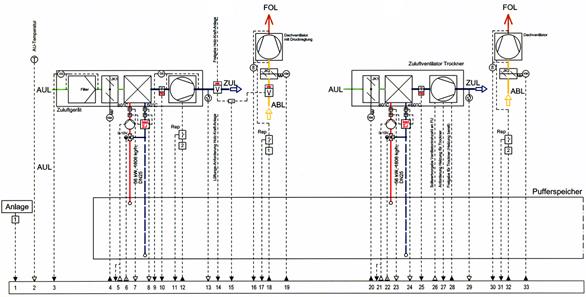
Abbildung
7‑1: Schaltung für Hallenzuluft, Hallenabluft und Holztrockner (Sauter-Cumulus GmbH, 2013)
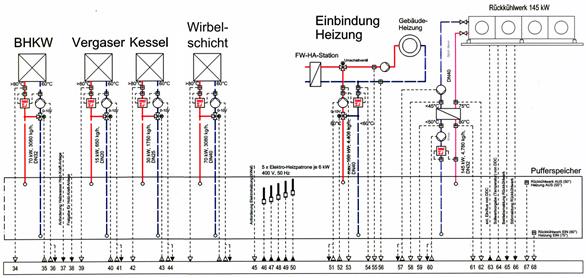
Abbildung
7‑2: Schaltung für BHKW, Vergaser, Kessel, Wirbelschicht,
Fernwärme und Rückkühlwerk (Sauter-Cumulus GmbH, 2013)
Als hydraulische Weiche dient ein 2.200 l fassender
Pufferspeicher. Als Besonderheit sind im Pufferspeicher fünf elektrische
Heizpatronen mit einer Leistung von jeweils 6 kWth integriert.
Diese sind so ausgelegt, dass der vom BHKW erzeugte Strom bilanziell selbst
verbraucht wird um einen größeren Wärmebedarf decken zu können. Des Weiteren
wird so ein kurzzeitiger Betrieb des Holztrockners ohne laufende Wärmebereitstellung
der anderen Anlagenteile möglich.
Die im Hintergrund ablaufenden Funktionen sorgen anhand von
variablen Parametern für einen Output orientierten Anlagenbetrieb. Das bedeutet
z.B., dass einem Wärmelieferant genau die Leistung abgenommen wird, wie für den
Versuch gewünscht.
Die Bedienung der Leittechnik wird über eine Website realisiert.
Neben dem aktuellen Zustand der Anlage können Parameter für z.B.
Solltemperaturen angepasst werden. Beispielhaft wird in Abbildung
7‑3 die Visualisierung des Pufferspeichers dargestellt.
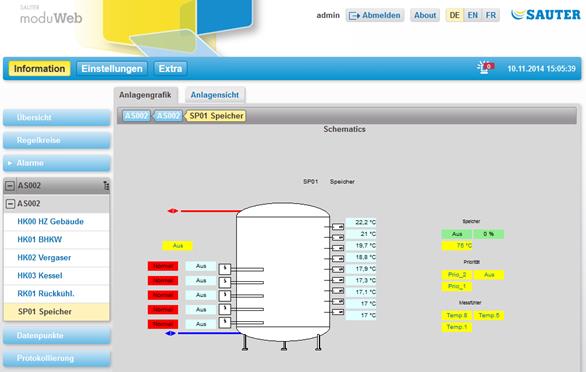
Abbildung
7‑3: Visualisierung Gebäudeleittechnik Pufferspeicher (Sauter-Cumulus GmbH, 2013)
Für die Versuchsauswertung stellt die GLT ca. 450
Datenpunkte bzw. Statusmeldungen zur Verfügung. Neben der Regelung des sicheren
Anlagenbetriebs erfasst die GLT durch Wärmemengenzähler, zeitlich aufgelöst,
sämtliche Wärmequellen und Wärmesenken. Dadurch wird ein praxisnaher Betrieb
der Versuchsanlage ermöglicht.
Die Messdatenerfassung und teilweise auch die Anlagensteuerung
werden durch LabVIEW™ -Interface realisiert. Zunächst werden die Messdaten
erfasst und durch Messstellenwandler in ein einheitliches Signal umgeformt. Die
Messdaten laufen an einem zentralen PC zusammen und werden zum einen in einer
Datenbank abgelegt bzw. in einer Livevisualisierung zur Verfügung gestellt. Die
Gesamtdarstellung der Anlagenvisualisierung ist in Abbildung
7‑4 dargestellt.
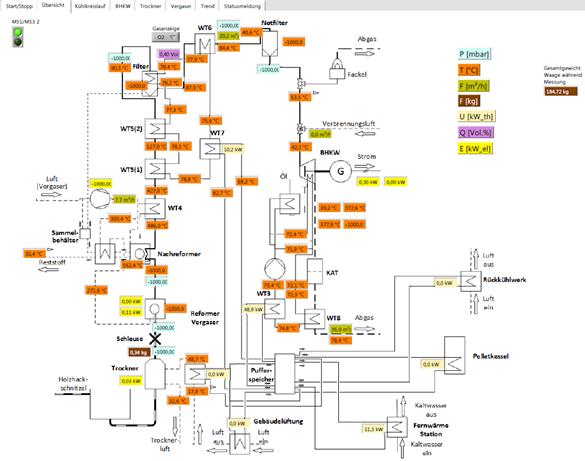
Abbildung
7‑4: Anlagenvisualisierung mit LabVIEW™
Wie im Bild zu erkennen werden nicht alle Messwerte
dargestellt, sondern nur eine für die Anlagenüberwachung notwendige Auswahl.
Über verschiedene Dateireiter können weitere Fenster für eine detailliertere
Darstellung von Einzelprozessen aufgerufen werden. In Abbildung
7‑5 ist beispielhaft der Trend für die Produktgaszusammensetzung
dargestellt.
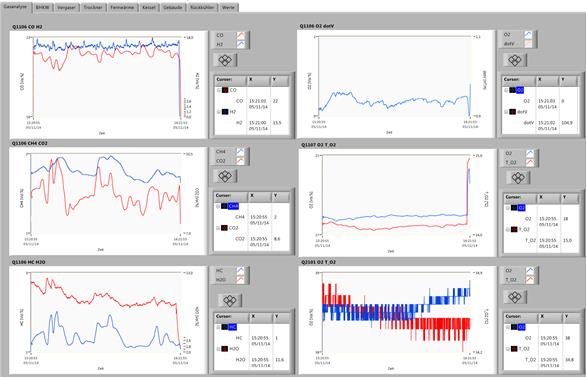
Abbildung
7‑5: Darstellung Produktgastrend in LabVIEW™
Neben der reinen Messdatenerfassung und Visualisierung dient
LabVIEW™ dazu, einlaufende Primärmessdaten (z.B. eine Druckdifferenz) für
weitere Berechnungen in Sekundärdaten (z.B. einen Volumenstrom aus
Druckdifferenz, Rohrgeometrie, Temperatur und Zusammensetzung) umzurechnen.
Wichtig ist hierbei die Verwahrung des Originaldatensatzes. Des Weiteren werden
einzelne Anlagenteile durch LabVIEW™ gesteuert. Das ist zum einen die Pneumatik
der Holzhackschnitzeldurchlaufwaage und zum anderen die Auslösung des Austrages
von getrocknetem Holz aus der Biomassetrocknung in Abhängigkeit von
Umgebungsparametern. Das System ist modular aufgebaut, wodurch eine spätere
Erweiterung jederzeit möglich ist. Des Weiteren erreicht man eine maximale
Flexibilität in der Auswahl von Sensorik und Aktorik, da über geeignete
Messumformer alle gängigen Kommunikationsprotokolle unterstützt und
letztendlich auf einem zentralen System vereint werden.
Neben den durchgeführten Messfahrten konnte der
Versuchsstand des Teilprojektes TCV zu Lehrzwecken verwendet werden. Es wurden
Diplomarbeiten, Praktikumsarbeiten, Projektarbeiten (Studienarbeiten) und
Aufgaben für studentische Hilfskräfte vergeben. Eine Übersicht über die
vergebenen Arbeiten und deren Themen ist in Tabelle
8‑1 beschrieben. Des Weiteren wurde der Versuchsstand interdisziplinär in
die Lehre eingebunden. So wurden Themen für studentische Arbeiten auch an
andere Fakultäten wie bzw. an die Fakultät Elektrotechnik (Praxissemesterarbeit
Falko Grottke, siehe Tabelle 8‑1) und Fakultät Wirtschaftsingenieurwesen
(Diplomarbeit Knut Wagner - nicht gelistet -) vergeben.
Tabelle
8‑1: Übersicht studentischer Arbeiten im Teilprojekt TCV
|
Nr
|
Name
|
Art
|
Zeitraum
|
Thema
|
|
1
|
Rohrmann,
Nico
|
Studienarbeit
|
bis
06/11
|
Beitrag
zur Konzipierung eines Anlagenprüfstandes zur thermochemischen Umwandlung von
Biomasse
|
|
2
|
Grottke,
Falko
|
Praxissemesterarbeit
|
bis
03/13
|
Analyse
des Blockheizkraftwerkes in einem Thermochemischen Versuchsfeld
|
|
3
|
Grottke,
Falko
|
stud.
Hilfskraft
|
07/13
bis 09/13
|
Erfassung
des Niederspannungsverteilungssystems(TCV II); Wirkung in Betriebsweise
Netzbetrieb inkl. Fehlersuche; Systematisierung der
Niederspannungsverbraucher
|
|
4
|
Kurz,
Martin
|
Diplomarbeit
|
10/12
bis 04/13
|
Konzeptentwicklung
zur direkten Holzgasverbrennung für einen Kombi-Prozess mit
Kraft-Wärme-Kopplung und Holzgasfeuerung
|
|
5
|
Rößler,
Bianca
|
stud.
Hilfskraft
|
12/13
bis 04/14
|
Recherchearbeiten
zu Adsorptions- und Absorptionsprozessen (TCV I); Berechnung, Simulation
und Bewertung der alten Technologie "Honigmann-Prozess" mit neusten
Erkenntnissen (Modellierung des Prozesses in MathCad und Ebsilon mit neuesten
Stoffdaten)
|
|
6
|
Bergschmidt,
Gordon
|
Projektarbeit
|
bis
01/14
|
Einsatz
von Mikrogasturbinen zur Kraft-Wärme-Kopplung
|
|
7
|
Schäfer,
Thomas
|
stud.
Hilfskraft
|
01/14
bis 04/14
|
Unterstützung
bei Versuchsplanung, -durchführung und -auswertung an den Versuchsständen des
Teilprojektes TCV
|
|
8
|
Habedank,
Clemens
|
Diplomarbeit
|
07/13
bis 02/14
|
Durchführung
und Auswertung von Biomassetrocknungsversuchen an einer bestehenden
Versuchsanlage zur Biomassetrocknung im Rahmen des Teilprojektes
"Thermochemisches Versuchsfeld (TCV)"
|
|
9
|
Riedel,
Martin
|
stud.
Hilfskraft
|
04/14
bis 05/14
|
Unterstützung
bei Versuchsplanung, -durchführung und -auswertung an den Versuchsständen des
Teilprojektes TCV
|
|
10
|
Gerber,
Steffen
|
stud.
Hilfskraft
|
04/14
bis 05/14
|
Unterstützung
bei Versuchsplanung, -durchführung und -auswertung an den Versuchsständen des
Teilprojektes TCV
|
|
11
|
Bach,
Eric
|
stud.
Hilfskraft
|
05/14
bis 07/14
|
Modellierung,
Berechnung, Simulation und Bewertung eines instationären Prozesses chemischen
Reaktors
|
|
12
|
Dießner,
Dennis
|
Projektarbeit
|
bis
06/14
|
Wissenschaftliche
Begleitung von Aufbau und Betrieb eines Holzvergaser-BHKW
|
|
13
|
Zezulová,
Barbora
|
Projektarbeit
|
06/14
bis 09/14
|
Durchführung
analytischer Untersuchungen des Brennstoffbettes bei veränderter
Vergasungsmittelzufuhr an einer Biomassevergasungsanlage
|
|
14
|
Stephan,
Simon
|
stud.
Hilfskraft
|
06/14
bis 07/14
|
Unterstützung
bei der nummerischen Strömungssimulation und Auswertung der Ergebnisse für
den Versuchsstand Biomassevergasung des Teilprojektes TCV
|
|
15
|
Berner,
Jeff
|
Projektarbeit
|
bis
06/14
|
Verfahrenstechnische
Analyse und Durchführung messtechnischer Anpassungen an einer bestehenden
Biomassetrocknungsanlage im Rahmen des Teilprojektes "Thermochemisches
Versuchsfeld (TCV)"
|
|
16
|
Michael,
Stephan
|
Projektarbeit
|
bis
07/14
|
Erstellung
von Energiestrombilanzen des Thermochemischen Versuchsfeldes (TCV)
|
|
17
|
Zezulová,
Barbora
|
stud.
Hilfskraft
|
07/14
bis 08/14
|
Verfahrenstechnische
Darstellung und Bewertung des vorhandenen Vergasungsreaktors in Abhängigkeit
einer veränderten Luftdüsengeometrie
|
|
18
|
Macková,
Radka
|
Projektarbeit
|
bis
10/14
|
Bilanzierung einer
Biomassetrocknungsanlage im Rahmen des Teilprojektes "Thermochemisches
Versuchsfeld (TCV)"
|
Ein reges Interesse an der zu untersuchenden Technologie
kommt aus Wissenschaft, Wirtschaft und Politik. Aus allen Bereichen kamen
Vertreter zur feierlichen Eröffnung (siehe Abbildung
8‑1) des Versuchsstandes TCV II am 12.07.2013 nach Zittau.

Abbildung
8‑1: Feierliche Eröffnung Versuchsstand TCV II am 12.07.2013
(v.l.n.r.: Dr. Meyer, Dr. Kurze, Dr. Jantsch, Prof.
Zschunke, Prof. Albrecht)
Am 03.06.2014 wurde eine Messfahrt zusammen mit der RWTH
Aachen an der Versuchsanlage TCV II durchgeführt. Die Schwerpunkte dabei
waren der Erfahrungsaustausch auf dem Themengebiet der Messtechnik zur
Ermittlung der Produktgasbestandteile aus Pyrolyseprozessen sowie ein Abgleich
der Möglichkeiten zur Messwerterfassung und -speicherung.
Am 05.06.2014 waren Richard E. Rocheleau (Rektor des Hawaii
Natural Energy Institute) und Scott Q. Turn (Forschungsmitarbeiter dieses Instituts)
zu Besuch am Versuchsstand TCV II. Das Natural Energy Institute betreibt ebenfalls
einen Versuchsstand zur Untersuchung der Vergasung von Biomasse. Zum
Erfahrungs- und Wissensaustausch kamen weiterhin Vertreter der TU Freiberg, dem
DBFZ, der BTU Cottbus, des Fraunhofer IFAM, der FH Furtwangen, des IHI Zittau
und der TU Dresden sowie Vertreter vom Forestry and
Forest Products Research Institute aus Japan.
In Tabelle 8‑2 sind alle Anlagenbesichtigungen
aufgeführt, welche im Rahmen des Projektes durchgeführt wurden. Durch die
zahlreich durchgeführten Anlagenführungen konnte ein Wissenstransfer zum
aktuellen Stand der Technik in Wirtschaft, Wissenschaft und Politik
stattfinden.
Tabelle 8‑2: Übersicht der Anlagenführungen für
das Projekt TCV
|
Nr
|
Einrichtung
|
Projekt
|
Name
|
Datum
|
Hintergrund d. Besichtigung
|
|
1
|
Sägewerk
|
TCV II
|
Kopte
|
19.03.2013
|
Info über Holzgas-BHKW
|
|
2
|
Autarkinstitut
|
TCV II
|
Hirschmeier
|
21.03.2013
|
Infos über Planung und Errichtung
|
|
3
|
Autarkinstitut
|
TCV II
|
Wedig
|
21.03.2013
|
allg. Infos, Auswertung Daten
|
|
4
|
Autarkinstitut
|
TCV II
|
Bräkow
|
21.03.2013
|
Planung von Holzgas-BHKW
|
|
5
|
Gut Krauscha
|
TCV II
|
Mautschke
|
22.03.2013
|
Planung von Holzgas-BHKW
|
|
6
|
Energieberater Landkreis Görlitz
|
TCV II
|
Michler
|
27.03.2013
|
Kolloq. Fak.-M; allg. Infos
|
|
7
|
HSZG
|
TCV II
|
Jockusch
|
27.03.2013
|
Kolloq. Fak.-M; allg. Infos
|
|
8
|
HSZG Fak.-M
|
TCV II
|
Mitarbeiter
|
27.03.2013
|
Kolloq. Fak.-M; allg. Infos
|
|
9
|
DanPower GmbH
|
TCV II
|
Dr. Liebsch
|
05.04.2013
|
allg. Infos
|
|
10
|
BTU Cottbus
|
TCV II
|
Posselt
|
25.06.2013
|
allg. Infos
|
|
11
|
Vattenfall
|
TCV II
|
Strohmer
|
25.06.2013
|
allg. Infos
|
|
12
|
Umweltamt
|
TCV II
|
Zart
|
03.07.2013
|
Genehmigungsfragen
|
|
13
|
Biomasseheizkraftwerk
|
TCV II
|
Dr. Lux
|
05.07.2013
|
allg. Infos
|
|
14
|
Frauenhofer IFAM
|
TCV II
|
Prof. Kieback
|
22.07.2013
|
allg. Infos
|
|
15
|
3NRG GmbH
|
TCV II
|
Gnauck
|
14.08.2013
|
Infos über Brst.-Logistik
|
|
16
|
Biomasse Schraden
|
TCV II
|
Skalda
|
19.08.2013
|
Brst.-Logistik, allg. Infos
|
|
17
|
privat
|
TCV II
|
Franz
|
03.09.2013
|
Interessent zur Anschaffung Holzgas-BHKW, allg. Infos
|
|
18
|
DBFZ
|
TCV II
|
Prof. Nelles
|
03.09.2013
|
allg. Infos
|
|
19
|
DBFZ
|
TCV II
|
Glowacki
|
03.09.2013
|
allg. Infos
|
|
20
|
Metallbau Micklitza
|
TCV II
|
Micklitza
|
10.09.2013
|
Planungsinfos für Holzgas-BHKW
|
|
21
|
IHI-Zittau
|
TCV II
|
Liepelt und Studenten
|
24.10.2013
|
Infos zu Entstehung und Anfall von Rest- und Abfallstoffen
|
|
22
|
ecoligent
|
TCV I+II
|
K. Petrasch
|
13.11.2013
|
Informationsveranstaltung für Oberlausitzer Erfinderclub
|
|
23
|
ecoligent
|
TCV I+II
|
C. Petrasch
|
13.11.2013
|
Informationsveranstaltung für Oberlausitzer Erfinderclub
|
|
24
|
Wasserkraft- und Anlagentechnik
|
TCV I+II
|
Gappisch
|
13.11.2013
|
Informationsveranstaltung für Oberlausitzer Erfinderclub
|
|
25
|
TU Freiberg
|
TCV I+II
|
Dr. Räuchle
|
02.12.2013
|
allg. Infos, Projekttreffen
|
|
26
|
Vattenfall
|
TCV I+II
|
Dr. Faber
|
11.12.2013
|
allg. Infos, Projektberatung
|
|
27
|
Sanyo Corporation of America
|
TCV I+II
|
Shinda
|
13.03.2014
|
allg. Infos
|
|
28
|
Sanyo Corporation of America
|
TCV I+II
|
Deckert
|
13.03.2014
|
allg. Infos
|
|
29
|
Forestry and Forest Products Research Institute
|
TCV I+II
|
Yoshida
|
13.03.2014
|
allg. Infos
|
|
30
|
DBFZ
|
TCV I+II
|
Dr. Khalsa
|
13.03.2014
|
allg. Infos
|
|
31
|
Absolventen K80
|
TCV I+II
|
|
19.05.2014
|
allg. Infos
|
|
32
|
Personalrat FH Furtwangen
|
TCV I+II
|
|
19.05.2014
|
allg. Infos
|
|
33
|
HypoVereinsbank Leipzig
|
TCV I+II
|
Göbel
|
30.05.2014
|
Informationen zur Wirtschaftlichkeit, Brst.-Logistik, nöt.
Zusatzinstallat.
|
|
34
|
RWTH Aachen
|
TCV I+II
|
Prof. Quicker
|
02.06.2014
|
Projekttreffen
|
|
35
|
RWTH Aachen
|
TCV I+II
|
Noel
|
02.06.2014
|
Projekttreffen
|
|
36
|
Hawaii Natural Energy Institute
|
TCV I+II
|
Dr. Rocheleau
|
05.06.2014
|
allg. Infos
|
|
37
|
Hawaii Natural Energy Institute
|
TCV I+II
|
Turn
|
05.06.2014
|
allg. Infos
|
|
|
CDU-Landtagsabgeordneter
|
TCV I+II
|
Dr. Meyer
|
05.06.2014
|
allg. Infos
|
|
38
|
Entrade, SAB
|
TCV I+II
|
Krause, Uhlig
|
24.06.2014
|
allg. Infos
|
|
39
|
SYNKOPE
|
TCV I+II
|
Dr. Räuchle, Kraft, Gilbert, Schreier, Stehlik,
Lustfeld
|
30.06.2014
|
allg. Infos, Projekttreffen
|
|
40
|
ATN GmbH
|
TCV I+II
|
Hölzel
|
01.07.2014
|
allg. Infos
|
|
41
|
Agnion
|
TCV I+II
|
Mitarbeiter
|
08.07.2014
|
allg. Infos
|
|
42
|
DBFZ
|
TCV I+II
|
Dr Klemm
|
02.09.2014
|
Abstimmung Testeinsatz Gasreinigung
|
|
43
|
TUD Kältetechniker
|
TCV I+II
|
Göpfert
|
01.10.2014
|
allg. Infos
|
|
44
|
IHI-Zittau
|
TCV II
|
Liepelt und Studenten
|
16.10.2014
|
Infos zu Entstehung und Anfall von Rest- und Abfallstoffen
|
|
45
|
Vattenfall Mining & Generation
|
TCV I
|
von Bronk
|
17.10.2014
|
|
|
46
|
Studienkolleg HSZG
|
TCV II
|
Kammler
|
10.11.2014
|
allg. Infos
|
|
47
|
Fak. Wirtschaftsingenieure
|
TCV II
|
Prof. Schütte
|
11.11.2014
|
allg. Infos
|
Einen Überblick über die Herkunft der Interessenten, die den
Versuchsstand TCV besuchten, sollen die Abbildung 8‑2 und Abbildung 8‑3 verdeutlichen.

Abbildung
8‑2: Herkunft Besucher Versuchsstand TCV (national)
In Abbildung 8‑2 ist zu sehen, dass es ein großes
regionales Interesse gab. Durch das Projekt fand vor allem eine Erhöhung der
regionalen Attraktivität als Forschungsstandort für die Entwicklung neuer
Technologien zur energetischen Nutzung nachwachsender Rohstoffe statt. Diese
gewonnene Attraktivität gilt es zukünftig zu nutzen und weiter auszubauen.
Es sind Kontakte zu Unternehmen im regionalen Umfeld der
Hochschule entstanden, bei denen vor allem Studenten des Studiengangs „Energie-
und Umwelttechnik“ die Möglichkeit haben ihre Praxissemester- oder Diplomarbeit
durchführen zu können.

Abbildung
8‑3: Herkunft Besucher Versuchsstand TCV (international)
Anhand der Abbildung 8‑3 ist die große Distanz zu
erkennen, die einige Interessenten nicht davon abgehalten haben, sich vor Ort
ein Bild des Versuchsstandes und der daran geleisteten wissenschaftlichen
Arbeit zu verschaffen. Aus den Besuchen sind Kontakte entstanden, die gezielt
genutzt werden. Es wird eine Studentin im ersten Quartal 2015 am Natural Energy
Institute in Hawaii eine wissenschaftliche Arbeit am dortigen
Biomassevergasungsversuchsstand durchführen. Ein weiterer Austausch von
Studenten ist geplant.
Die Gäste aus Japan konnten sich einen Überblick und
Informationen über die Anlagentechnik sowie die Brennstofflogistik verschaffen
und haben seit September
2014 erste deutsche Biomassevergasungsanlage installiert.
Zukünftig sollen weitere Kontakte zu anderes Instituten und
Universitäten national wie international geknüpft werden.
Durch die
Arbeiten im Projekt TCV ist ein komplettes dezentrales Heizkraftwerk für den
Brennstoff Holz auf der Basis des Prinzips der thermochemischen Vergasung
entstanden, das nunmehr für kraftwerkstechnische Untersuchungen zur Verfügung
steht. In diesem Zusammenhang hat das Projektteam Erfahrungen in der
Brennstoffaufbereitung, Konversion, Motorentechnik, Verbrennungstechnik,
Elektrotechnik, Mess- und Automatisierungstechnik sowie Messdatenaufbereitung
und -verarbeitung sammeln können. Diese Ausgangsposition soll nunmehr für die
Vorbereitung und Durchführung von Arbeiten in den Bereichen:
·
Anwendungsorientierte Grundlagenuntersuchungen zu
thermochemischen Prozessen und Verfahren
·
Gezielte Untersuchungen zu praxisrelevanten Fragestellungen der
BHKW-Vergasertechnik
·
Erweiterung der Kompetenz auf Verbrennungs- und
Vergasungsverfahren bezogen auf Festbettverfahren, Wirbelschichtverfahren und
geeignete Kombinationen
Ausgewählte wichtige künftige
Fragestellungen sind:
·
Ausdehnung der Untersuchungen zur Wärme- und Kältespeicherung auf
bisher nicht untersuchte Temperaturbereiche
·
Untersuchungen zum Prozessverhalten bei Arbeit mit Additiven
·
Untersuchung des Gesamtprozessverhaltens bei Anwendung bisher
vermiedener Brennstoffspezifikationen (z.B. Variation des
Brennstoffwassergehaltes)
·
Analyse des quasistationären Trocknungsverhaltens und Ableitung
von Optimierungsvorschlägen für die technische Brennstofftrocknung
·
Untersuchungen zum Transportpfad ausgewählter Mineralien im
technischen Vergasungs- und Verbrennungsprozess
·
Applikation von Pinch-Methoden auf aktuelle wärmetechnische
Prozesse und energetische Verlustminimierung.
·
Gezielte Untersuchung noch offener Fragen der Partikel-Gas-Kinetik
im Vergasungsprozess (Datenanalyse, Simulation, Parametervariation)
·
Verbesserung der Regelung im Hinblick auf kostengünstige
Praxislösungen, insbesondere durch Identifikation von einfach und preiswert zu
messenden Leitgrößen
·
Applikation höherer Konzepte zur Datenvalidierung
·
modellgestützter Service für Hersteller und Anwender auf
Grundlage eines Prozess-Modells (Komponentenauslegung, Prozesssimulation)
Fragen der thermochemischen Umsetzung von Brennstoffen,
Energierohstoffen und Energieträgern bleiben unabhängig von Tagespolitik und
Strategie eine tragende Säule im System der Energieversorgung. Der Transfer des
entsprechenden komplexen Wissens in die Energiepraxis muss immer wieder neu
aktiviert werden. Neue Technologieausprägungen lassen zudem Fragen auftreten,
die bisher nicht relevant waren und deshalb nicht leicht beantwortet werden
können. Mit dem Projekt TCV ist an der HSZG eine Arbeitsrichtung auf den Weg
gebracht worden, die bei konsequenter Ausrichtung auf die Interessen von
Unternehmen das erforderliche Grundlagenwissen bereitstellen soll, sei es durch
Aufarbeitung, durch Neukombination oder durch Innovation im Detail.
Dieser Herangehensweise liegt ein Innovationsbegriff zu
Grunde, der den Wert von Neuerungen für die Gesellschaft als Ganzes stärker im
Blickpunkt hat als den Markterfolg.
Konkreter Kristallisationskern des Projektes ist das
Bestreben, dezentrale Technik in der 100 kW-Klasse Biomasse für die
hocheffiziente gekoppelte Wärme- und Strombereitstellung zu nutzen. Die
Ergebnisse der Technikevolution lassen erkennen, dass das Prinzip der
thermochemischen Vergasung in Kombination mit der motorischen Gasverbrennung
das größte Durchsetzungspotenzial aufzuweisen scheint. An der HSZG sollen mit
dem Projekt TCV Infrastruktur und Kompetenz zu diesem Thema konzentriert
werden.
Mit den Mitteln des Projektes wurde eine labortechnische
Infrastruktur für die Untersuchung techniknaher thermochemischer Prozesse
geschaffen, ein kleines Holzhackschnitzel- Heizkraftwerk für die Untersuchung
des Systemverhaltens aufgebaut, systemtechnisch integriert und in Betrieb
genommen. Es wurde Personal geschult und die experimentelle und numerische
Untersuchungsbasis aufgebaut. Deren Funktionstüchtigkeit wurde durch erste
Ergebnisse zur Komplettbilanzierung nachgewiesen. In diesem Zusammenhang ist
der Entwicklungsstand der thermochemischen Biomassekonversion für die
dezentrale KWK zu einem wichtigen Teil dokumentiert worden. Die
Gesamtherausforderung bestand in der koordinierten Lösung vieler Einzelprobleme
einer sehr komplexen, anwendungsbereiten, aber optimierungsbedürftigen
Technologie. Es wurden die Bedingungen geschaffen für den Fortgang eines
technischen Evolutionsprozesses, der der Verbesserung der CO2-Bilanz
der Gesellschaft zuträglich ist.
11
Literaturverzeichnis
AGFW|Der
Energieeffizienzverband für Wärme, Kälte und KWK e.V. (2009). AGFW-Arbeitsblatt
FW 308. Zertifizierung von KWK-Anlagen -Ermittlung des KWK-Stromes-.
Frankfurt a.M.
ANSYS Inc.
(2014). ANSYS Workbench Platform. Abgerufen am 20. 11 2014 von
http://www.ansys.com/Products/Workflow+Technology/ANSYS+Workbench +Platform
Bach,
E. (2014). Numerische Simulation. Dresden: Projektarbeit Hochschule
Zittau/Görlitz.
Bayerisches
Landesamt für Umwelt (LfU). (2013). Vollzugshinweise zur Abfallwirtschaft
für Rückstände aus Holzvergasungsanlagen. Augsburg.
Bundesministerium
der Justiz und Verbraucherschutz. (2009). Deponieverordnung (DepV).
Cantera Developers.
(2014). Cantera 2.1.1 documentation. Abgerufen am 20. 11 2014 von
http://www.cantera.org/
Chemstations Europe GmbH. (2014). CHEMCAD Steady State.
Abgerufen am 20. 11 2014 von
http://www.chemstations.eu/produkte/chemcad-steady-state/
Deutsche
Forschungsgesellschaft. (2002). Senatskommission zur Prüfung gesundheitsschädlicher
Arbeitsstoffe, MAK- und BAT-Werte-Liste. Weinheim Wiley-VCH.
Deutsches
Institut für Normung e.V. (1990). DIN 1343. Referenzzustand, Normzustand,
Normvolumen; Begriffe und Werte. Berlin: Beuth Verlag.
Deutsches
Institut für Normung e.V. (2000). DIN 51900. Bestimmung des Brennwertes mit
dem Bombenkalorimeter und Berechnung des Heizwertes. Berlin: Beuth Verlag.
Deutsches
Institut für Normung e.V. (2000). DIN 51900-1. Bestimmung des Brennwertes
mit dem Bomben-Kalorimeter und Berechnung des Heizwertes - Teil 1: Allgemeine
Angaben, Grundgeräte, Grundverfahren. Berlin: Beuth Verlag.
Deutsches
Institut für Normung e.V. (2002). DIN 51718. Bestimmung des Wassergehaltes
und der Analysenfeuchtigkeit. Berlin: Beuth Verlag.
Deutsches
Institut für Normung e.V. (2011). DIN 15104. Feste Biobrennstoffe -
Bestimmung des Gesamtgehaltes an Kohlenstoff, Wasserstoff und Stickstoff -
Instrumentelle Verfahren. Berlin: Beuth Verlag.
Deutsches Institut für Normung e.V.
(2010). DIN EN 14961-4. Feste Biobrennstoffe - Brennstoffspezifikationen und
-klassen - Teil 4: Holzhackschnitzel für nichtindustrielle Verwendung.
Berlin: Beuth Verlag.
Dr.
Holweg, C. (2011). Gefährungspotenzial von Biokohle aus
Landschaftspflegematerial (Gras) hinsichtlich Verwendung zur Bodenverbesserung.
Nachhaltigkeitsprojekte Fa. Ökometric GmbH.
Europäisches
Parlament. (2004). Richtlinie 2004/8/EG. Richtlinie 2004/8/EG des
Europäischen Parlaments und des Rates über die Förderung einer am
Nutzwärmebedarf orientierten Kraft-Wärme-Kopplung im Energiebinnenmarkt und zur
Änderung der Richtlinie 92/42/EWG. Frankfurt a.M.
Ingenieurbüro
GENOM. (2013). 3D-Ansichten der Versuchsanlage TCV II aus den
Planungsunterlagen. Zittau: Bereitgestellt durch Hr. Halang.
Landesarbeitsgemeinschaft
Abfall. (2001). LAGA PN 98. Richtlinie für das Vorgehen bei physikalischen,
chemischen und biologischen Untersuchungen im Zusammenhang mit der
Verwertung/Beseitigung von Abfällen.
Mogensen GmbH & Co. KG.
(2014). Funktionsprinzip der optischen Sortierung. Abgerufen am 12. 11
2014 von http://www.mogensen.de/de/pdf/Farbsortierung.pdf
Österreichisches Normungsinstitut.
(1998). ÖNORM M 7133. Holzhackgut für energetische Zwecke - Anforderungen
und Prüfbestimmungen. Wien.
Rentz,
O., & Martel, C. (1998). Analyse der Schwermetallströme in
Steinkohlefeuerungen - Einfluß der Kohlesorte und des Lastzustandes.
Karlsruhe.
Rubitherm GmbH.
(2014). Innovative Wärmetechnik mit PCM. Abgerufen am 27. 11 2014 von
http://www.rubitherm.de/deutsch/index.htm
Sauter-Cumulus
GmbH. (2013). Hydraulische Schaltpläne der Gebäudeleittechnik für den
Versuchsstand TCV II aus den Planungsunterlagen. Dresden: Bereitgestellt durch
Hr. Scheibe.
Schneider,
M. (2003). Experimentelle und mathematische Modellierung der Festbettvergasung
am Beispiel der Gleichstromvergasung von Holzhackschnitzeln. Dissertation,
Technische Universität Dresden.
Spanner
Re² GmbH. (2014). Verfahrensfließbild Nachreformer. Neufahrn i. NB:
Bereitgestellt durch Hr. Bräkow.
Spanner Re²
GmbH. (2010). Darstellung der Holzvergasereinheit ohne BHKW. Neufahrn i. NB:
Bereitgestellt durch Hr. Kuffer.
Spanner Re² GmbH.
(2014). Qualitätsanforderungen an die Brennstoffpartikelgröße. Abgerufen
am 20. 11 2014 von http:// http://www.holz-kraft.de/de/grundlagen/brennstoff/
Thrän,
D., & Pfeiffer, D. (. (2013). Methodenhandbuch - Stoffstromorientierte
Bilanzierung der Klimagaseffekte (Version 4 Ausg.). Leipzig: Schriftenreihe
des BMU-Förderprogramms "Energetische Biomassenutzung".
Verein
Deutscher Ingenieure e.V. (2000). VDI 3986. Ermittlung des Wirkungsgrades
von konventionellen Kraftwerken. Berlin: Beuth Verlag.
Verein
Deutscher Ingenieure e.V. (2003). VDI 4661. Energiekenngrößen -
Definitionen. Begriffe, Methodik. Berlin: Beuth Verlag.
Verein
Deutscher Ingenieure e.V. (2005). VDI 4608 Blatt 1. Energiesystem.
Kraft-Wärme-Kopplung. Begriffe, Definitionen, Beispiele. Berlin: Beuth
Verlag.
Weinbrenner,
I. (2014). Detail Zeichnung . Wärmeübertrager Typ 130. Hof.
Zeymer,
M., Herrmann, A., Oehmichen, K., Schmersahl, R., Schneider, R., Heidecke, P.,
et al. (November 2013). DBFZ Report Nr. 18. Die kleintechnische
Biomassevergasung als Option für eine nachhaltige und dezentrale
Energieversorgung. Leipzig: DBFZ.
Anlagenverzeichnis
A 1 R&I-Schema der Gesamtanlage TCV I
A 2 R&I-Schema der Gesamtanlage TCV II
A 3 Simulationsmodell der Versuchsanlage in
Ebsilon®Professional (Gesamt)